内浮顶储罐安全环保一体化解决方案探讨
2019-11-14吴明军马剑峰汪映兴
吴明军,王 晏,马剑峰,汪映兴,任 强
(1.油气消防四川省重点实验室,四川成都 6117312.威特龙消防安全集团股份公司,四川成都 611731)
0 引言
内浮顶储罐同时具备了拱顶油罐和外浮顶油罐的结构优点,能够有效抑制气体挥发,被广泛应用于储存低沸点易燃的石油衍生产品。但是,这种结构带来了新的风险,内浮顶储罐浮盘上的油气不像在拱顶储罐内那样很快越过爆炸极限趋于饱和,也不像在浮顶储罐罐顶那样,很快散失在大气中[1]。据有关文献报道,通过对国内外83起典型储罐火灾案例的统计分析,内浮顶储罐火灾事故占比为37%。内浮顶储罐客观存在的安全环保风险已成为制约我国石化行业健康发展的瓶颈。
本文从控制可燃物(油气)、助燃物(氧气)两个要素着手,提出内浮顶储罐安全环保一体化解决方案,即使在点火源存在的情况下也不会发生燃烧或爆炸,实现了储罐本质安全。
1 源头抑制油气方案
目前,内浮顶罐的铝制内浮盘通常采用浮筒式结构型式和全接液结构型式。浮盘边缘密封技术也可简单分为两类,即局部补偿的传统密封技术和全补偿的高效密封技术。目前,国内的内浮顶储罐主要使用浮筒浮盘+机械式鞋型密封或囊式密封等传统技术,存在以下不足:
a)浮筒浮盘表面为铝制蒙皮,蒙皮与储罐液面之间存在油气空间,遇明火或静电易发生爆炸事故,存在安全隐患;浮盘蒙皮之间存在较大间隙,油气极易泄漏到浮盘上部,导致油品损耗和安全风险。
b)边缘密封间隙大,自动补偿量小,边缘损失大;密封圈与罐壁存在较大摩擦力,影响浮盘升降;现有密封不抗磨,使用寿命短。
c)浮盘附件未设置有效密封措施,如:量油导向柱、浮盘立柱、自动通气阀、人孔等,油气损失较大。
模块化蜂巢式内浮盘是按照国家相关部门最新要求而研发的新型全接液式储罐浮盘,能从源头抑制油品散逸挥发,消除浮盘下方存在油气空间的安全隐患。模块化蜂巢式主要包括:主梁、浮盘模块单元、支柱、浮盘边缘密封设施和浮盘附件密封设施。
浮盘模块单元内置蜂巢芯,蜂巢芯与模块壳体上下盖板之间采用焊接形式连接为一体,确保正六边形蜂窝芯上下端面与壳体上下盖板之间的完全密闭性连接效果,从而形成了以单一蜂巢孔为单位浮力单元的结构形式,每一处蜂巢孔即为一处浮力单元,蜂巢孔之间彼此独立而不连续,浮盘每平方米不少于1 500个以上蜂巢孔,浮盘下盖板即使出现漏点,储液油品也仅能进入单一蜂巢孔内部,不会扩散到模块内部其它空间区域。
如图1所示,在标准蜂窝箱之间贴密封垫,用槽形压条敲入蜂窝箱两封边梁,用螺栓紧固后套上密封盖,防止油气泄漏。
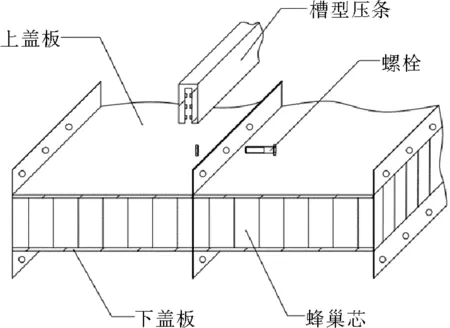
图1 浮盘模块密封示意
浮盘边缘密封设施采用双层密封结构,一次密封浸液深度不小于50 mm,推荐采用充气囊式密封或压力板式密封。二次密封采用稳定、耐用的XPE材料制作的舌形刮板。
模块化蜂巢式内浮盘设置了大量附件密封设施,包括:立柱通过装置密封设施、立柱内部液面密封设施、标准模块间隙密封设施、防旋转装置密封设施、人孔接液密封设施、取样装置接液密封设施和负压消除装置接液密封设施等[2]。
模块化蜂巢式内浮盘从内部细节入手实现了对油气泄漏点的精准治理,通过建立密闭体系,减少了罐内储料与空气的接触面积。如表1所示,模块化蜂巢式内浮盘与传统浮筒式浮盘相比,能够大幅减少了油气挥发损耗,同时降低发生火灾爆炸的危险等级,对大气污染也降到了最低,达到了环保要求。
2 智能控制氧气方案
根据《石油行业VOCS污染源排查工作指南》(环办[2015]104号),浮顶罐油气损耗的主要路径有:边缘密封损失、排放损耗、浮盘附件损失、浮盘盘缝损失,其中边缘密封损失、浮盘附件损失、浮盘盘缝损失属于静置损失,排放损耗(挂壁损失)属于工作损失。模块化蜂巢式内浮盘仅能避免静置损失,工作损失导致浮盘上部空间聚积可燃气体,存在火灾爆炸风险。GB50160-2018《石油化工企业设计防火标准》明确规定:单罐容积小于或等于5 000 m3的内浮顶储罐采用易熔材料制作的浮盘时,应设置氮气保护等安全措施。
目前,内浮顶罐氮气保护技术主要有传统采用的氮封系统和新型大型石油储罐主动安全防护系统。氮封系统包括氮气源、注氮管线、氮封阀、紧急泄放人孔、压力表、废气收集管线、油气回收系统等。氮封是指将储罐设计成封闭结构,在油罐顶部安装氮气管线和废气收集管线,通过氮封阀控制进入油罐内的氮气和油罐压力,始终保持油罐处于微正压状态,油罐无直通大气的通气孔,在油罐进行发油作业时,氮气进入油罐内,在油罐进行收油作业时,罐内的气体经废气收集管线排到油气回收系统[3]。内浮顶储罐采用氮封系统保护后,一方面能够有效控制浮盘上部气相空间的氧气浓度;另一方面,防止火灾和爆炸事故,减少液体蒸发损失,有效防止油气污染周围环境。但是,氮封系统会造成多个储罐的气相空间连通,带来重大群罐火灾的安全风险。
大型石油储罐主动安全防护系统是近几年研发的一种智能化氮气保护技术,应用在线气体分析系统与注氮惰化回收保护系统相结合的闭环控制方式对内浮顶储罐浮盘上部气相空间进行主动防护。国内已有100多座大型浮顶油罐安装了该系统,其分析检测数据有效,主动防护效果显著,较好地解决了大型浮顶油罐安全防护的难题[4]。
主动安全防护系统主要由现场检测系统、油气回收系统、供氮系统、中心监控系统和管网系统组成(见图2)。系统通过采样分析→安全判定→惰化回收3个工作流程实现油罐的主动防护。
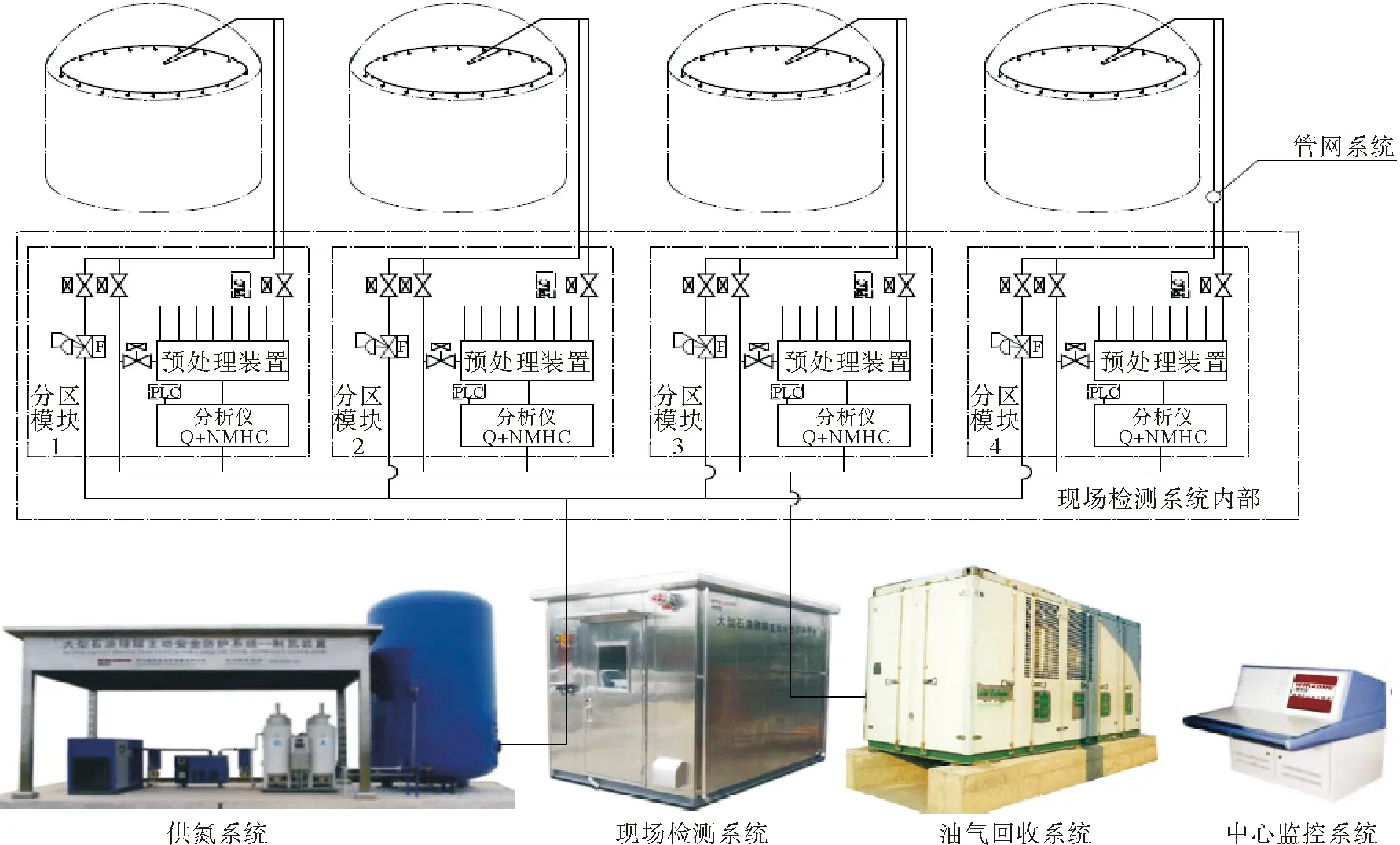
图2 主动防护系统组成
现场检测系统内的气体取样泵对浮盘上部气相空间内的混合气体进行自动巡回取样,样气经过滤、分流等预处理后[5],进入气体分析仪作氧气浓度分析和可燃气体浓度检测,检测结果传输给电控装置,电控装置控制芯片在接收到气体分析仪的检测数据后,建立坐标点,其中油气浓度值作为横坐标,氧浓度值作为纵坐标,并将该点与芯片中的预设安全判断参数进行比较。判定规则见表2。
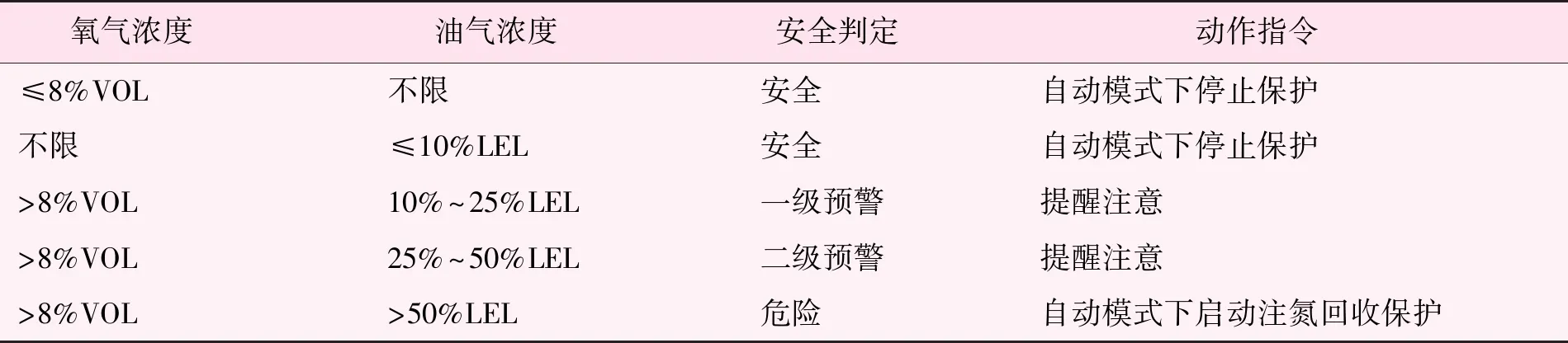
表2 主动防护系统判定规则
电控装置识别为危险状态后,在自动模式下,自动进行注氮回收保护,降低浮盘上部气相空间内的油气浓度和氧浓度,当气体浓度恢复到安全状态后自动停止注氮回收保护。电控装置的检测数据及运行状态通过以太网远传到远程控制装置,进行数据存储,实现远程操控。
主动安全防护技术通过远程取样、在线分析检测密封圈内混合气体,实现了储罐安全状态的数据化管理,实现了从“人工防范”到“技术防范”的转变,符合国家安监总局发布并实施的AQ3035-2010《危险化学品重大危险源安全监控通用技术规范》及AQ3036-2010《危险化学品重大危险源罐区现场安全监控装备设置规范》中对罐区监控的要求[6]。
3 应用效果
目前,模块化蜂巢式内浮盘已经在国内近1 000多个储罐上安装应用,在降低油品蒸发、节能、环保等方面起到了很好的作用,在安装施工方面更加简便、快捷,以一台5 000 m3储罐为例,施工净工期仅为37天。
某石化公司油品车间对安装了模块化蜂巢式内浮盘的5807号储罐和安装传统浮筒式浮盘的其它油罐进行了VOCs对比检测,结果见表3,节能环保效果显著。
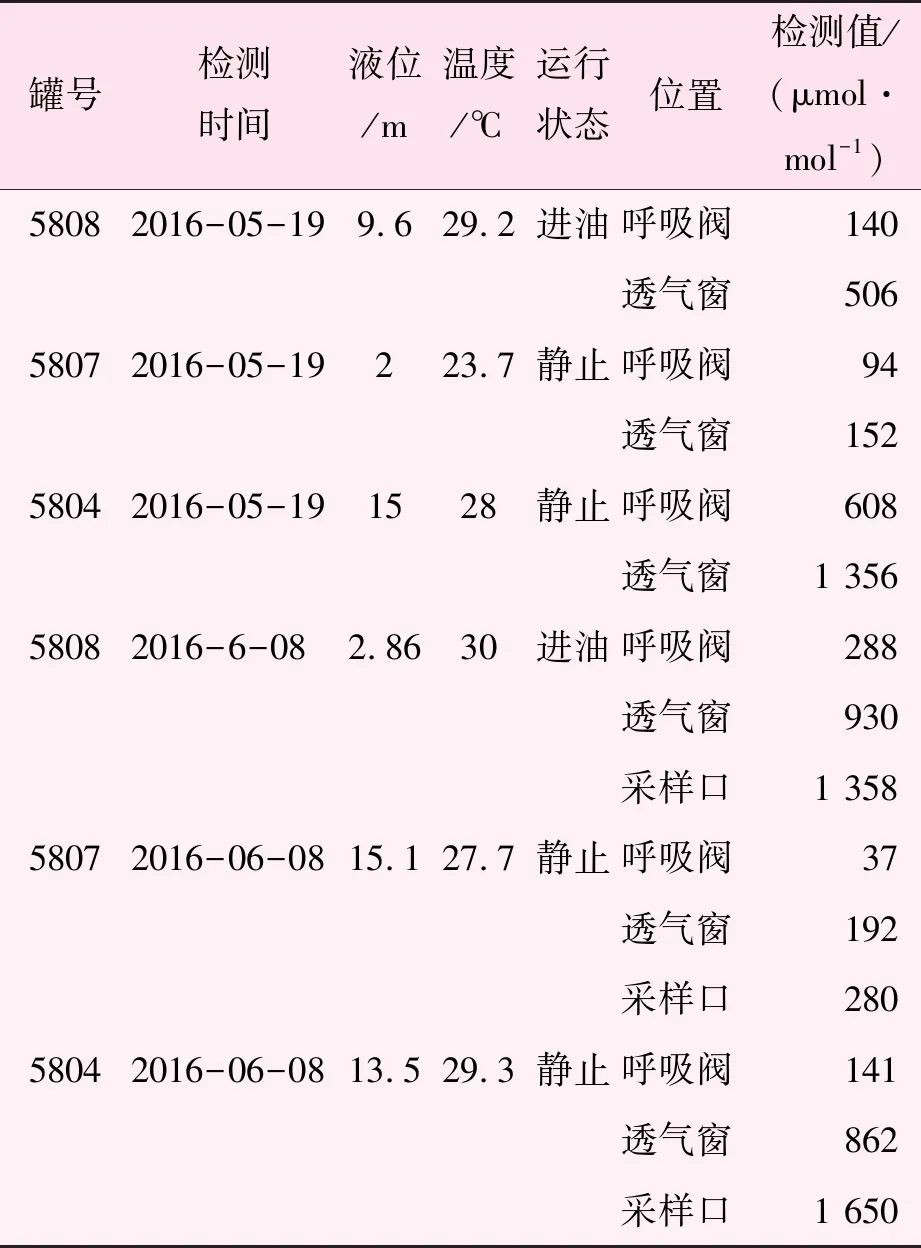
表3 油罐VOCs对比检测结果
某油品码头公司对安装了主动安全防护系统T052罐在注氮保护状态下的运行参数进行了测试分析,数据曲线见图3。
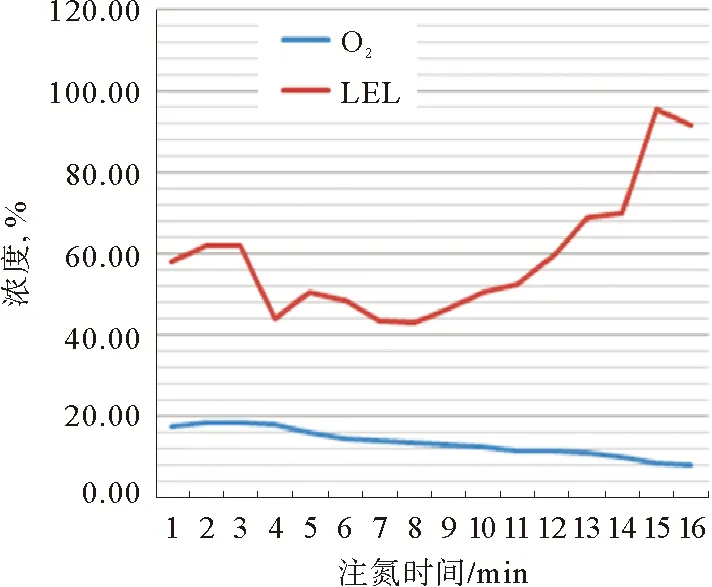
图3 注氮防护气体浓度曲线
由于该罐储存了挥发性强的凝析油,所以在注氮时油气浓度随机变化,但是氧气浓度从19.5%降低至8%VOL,用时15’35”,同样能保证油罐处于本质安全状态。可见,储存低沸点易燃液体的油罐危险性巨大,如果不做控氧防护处理,极易发生火灾、爆炸事故。
4 结论
内浮顶储罐是目前公认的低沸点易燃介质最理想的储存装置,但是,近年来该类储罐着火爆炸事故占据了很大的比例[7],为此,GB50160-2018《石油化工企业设计防火标准》对内浮顶储罐的要求更加严苛。
模块化蜂巢式内浮盘以其特殊的结构形式和完善的密闭体系,实现了从源头上治理VOCs,有效抑制了浮盘上部空间可燃物产生速率。主动安全防护系统采用智能控制方式主动消除了内浮顶储罐自身的不安全因素,创建了浮顶油罐氮气保护的新模式。两种技术手段的融合,一体化解决了内浮顶储罐的安全环保问题,将传统的事后灭火抢险转换为事前主动预防,填补了油气防火抑爆技术领域的重要空白,先进的技术手段保证了系统的实用性和安全性,符合国家石油储运消防安全形势发展的方向,符合国家规范要求及石油储备体系的战略规划。