副箱同步器压铆工艺研究及改进
2019-11-06王波
王 波
(陕西法士特齿轮有限责任公司,陕西 西安 710119)
前言
锁销式同步器是副箱同步器的主要结构形式,由于变速器副箱工作状况相对于主箱来说更加严苛,副箱同步器的故障率一直比较高,售后反馈回来的失效模式中锁止销松动失效在副箱同步器失效故障中占比10%左右,而且集中发生在12 档同步器中。
1 现状调查
锁止销松动初步分析有三方面原因:锁止销与锥环的配合过盈量小于设计要求;铆接不充分;锁止销对于锥环平面的垂直度超差,导致受力不均,最终使锁止销松动。针对这三个原因,分别对零件质量及装配质量进行抽查和调研。
针对零件尺寸问题,下发了全尺寸检测通知,要求车间对锁止销和锥环分别进行全尺寸检测,通过交回的检测报告发现,锁止销和锥环的配合尺寸符合性很好,初步排除了零件尺寸这个因素。
垂直度超差问题,通过对不同磨损程度工装上压铆出来的锥环总成进行检测,并没有发现明显的因为磨损导致的垂直度超差问题。
铆接不充分的问题,对现场的9 档同步器和12 档同步器进行了对比,发现12 档同步器,锁止销加粗的同步器,压铆效果不理想,其他品种铆接效果良好。针对此问题,从两个方面进行排查。
(1)对现场的几种锁止销压铆部分的硬度分别进行抽查,发现不同直径的锁止销硬度分布基本相同,初步排除硬度问题对压铆的影响。
(2)对压铆过程进行观察,发现9 档同步器锥环压铆完后,锁止销中心孔锥面明显有大小两种钢球留下的痕迹,而粗锁止销压铆完后只有大钢球的痕迹,小钢球没有起到压铆的作用,最终表现出来的结果就是粗销子压铆效果不理想。
2 压铆工艺研究
副箱同步器一直以来的压铆工艺都是分三步进行,利用大小2 组钢球对锁止销进行铆压,铆压示意图见图1,钢球与隔垫的锥面留有间隙,用来弥补钢球与锁止销之间的位置度偏差,钢球可以自找正锁止销中心孔锥面。

图1 压铆夹具简图
通过对图纸进行整理和研究,发现锁止销在加粗直径时,原有中心尺寸不变,锥面向上延伸,即锥孔孔口尺寸变大了,φ10.3 销子孔口直径理论尺寸为φ7.87,φ12.3 销子孔口直径理论尺寸为φ9.83,以小钢球为例,当钢球与锥孔相割时,压铆细销子时,隔垫平面距离锥环平面1.59mm(见图2),压铆φ12.3 销子时,隔垫平面距离锥环平面0.63mm(见图3),对应的钢球中心与锥孔边形成的角度变大了,即同样的压机压力下,将销子铆接开的分力变小了。
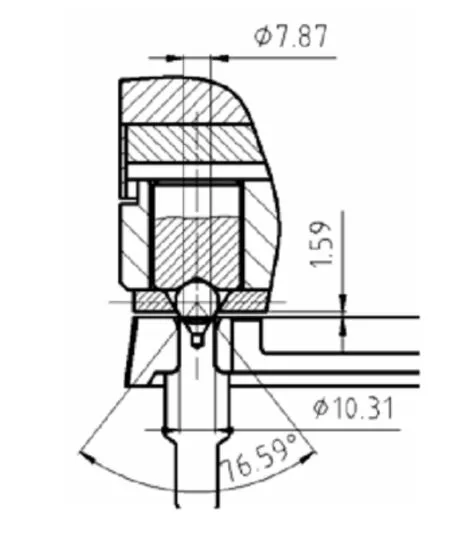
图2
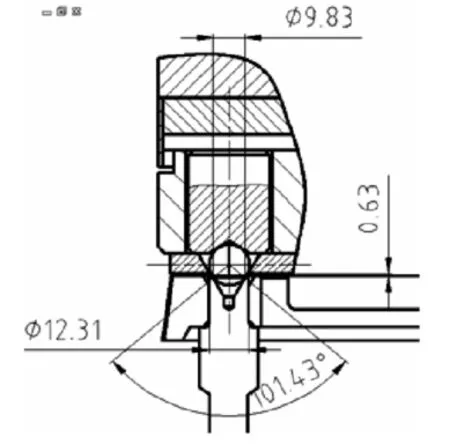
图3
在对压铆进行观察时发现,小钢球压铆细锁止销时,隔垫平面与锥环平面始终有间隙,而压铆φ12.3 锁止销时,隔垫平面与锥环平面贴在了一起,阻止了钢球继续向下铆开锁止销,为了研究清楚压铆时大小钢球对铆接效果的贡献大小,设计并实施了一组对比试验,分别将三种规格的锁止销φ 9.56,φ10.3,φ12.3 标好编号,去测铆压部位的硬度,并一一记录,挑选相同硬度区间的销子,按如下步骤进行试验:
(1)拿大小钢球(Sφ10 和Sφ17)放到锁止销锥孔上,用数显高度尺记录钢球最高点数据。
(2)小钢球铆压过后,将锥环总成拿到检测台上,再将大小钢球放到锁止销上,用数显高度尺测量钢球最高点数据,并记录。
(3)大钢球铆压完成后,将锥环总成拿到检测台上,将大小钢球放置到锁止销上,用数显高度尺测量钢球最高点数据,并记录。
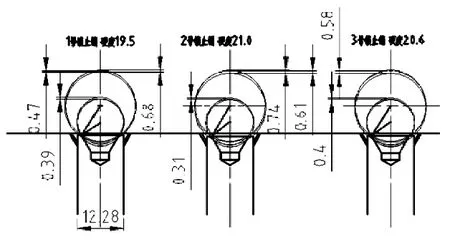
图4 压铆力行程
从图4 可以看出,随着销子加粗,小钢球的铆压行程逐渐变小,前两种锁止销小钢球的铆压行程均小于初始状态隔垫距离锥环平面的距离,说明钢球的铆压充分,没有受到隔垫的干扰,而φ12.3 的锁止销由于隔垫的阻挡,导致钢球的铆压效果大打折扣。
3 压铆工装改进
从以上的各项试验中可以得出压铆工装的改进方向,针对φ12.3 这种锁止销,需要加大钢球直径,减小钢球中心与锥孔棱边夹角,并且要保证钢球的铆接过程完整充分,钢球还需要保留有自找正的空间,并且不能掉出去,大小钢球直径也要有梯度。
参考钢球标准选择钢球,最终选择了Sφ12.7 和Sφ19两种钢球,并对隔垫锥孔和钢球座进行了相应的更改。
更改后,从图5 可以看出,小钢球压铆初始状态隔垫距离锥环平面0.99mm,大于钢球的铆压行程;钢球与隔垫锥孔之间的间隙为0.58mm,大于更改前的0.27mm,给钢球提供了更大的自找正空间,杜绝了铆接偏的问题;钢球中心夹角从原来的101.43°减小为86.94°,可以更换的铆开锁止销。
从图6 可以看出,大钢球压铆初始状态隔垫距离锥环平面1.79mm,大于钢球铆压行程;钢球与隔垫锥孔之间的间隙调整为1.51mm,大于更改前的0.83mm;钢球中心夹具从原来的62°减小为53.08°。
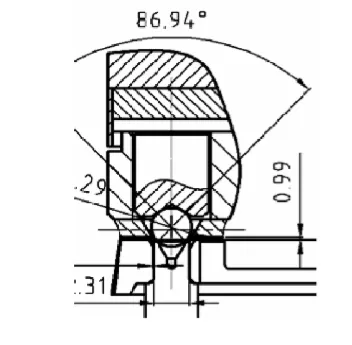
图5
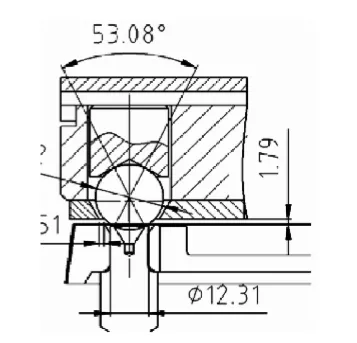
图6
4 结论
工装更改后进行了压铆验证,铆接效果得到了极大的改善,通过后续对售后旧件拆解和售后数据的追踪,锁止销松动失效比例降低到了50%左右。
通过这次工艺研究及改进,对副箱同步器的压铆工艺有了更加深入的了解,获得了第一手丰富的数据,为以后副箱同步器的工艺工装设计积累了经验。
