一种自动焊接变位机的应用研究
2019-11-05田英
田英
【摘 要】概述了当前焊接的种类及其相应的加工原理和加工方法,运用相关的机械和焊接原理,设计了一套可在同一工件里进行多点的、多线的、连续的、不同角度的自动焊接变位机,该自动焊接变位机结构相对简单,加工质量好,生产率高,其原理对各种焊接的自动化加工均具有参考价值。
【关键词】焊接;倾斜;旋转;自动变位
中图分类号: TG431 文献标识码: A 文章编号: 2095-2457(2019)27-0120-002
DOI:10.19694/j.cnki.issn2095-2457.2019.27.051
【Abstract】This paper summarized types of welding and the corresponding processing principles and methods. Use the related mechanical and welding principles, designed an automatic welding variable machine for multiple points, multiple lines, continuous and different angles in the same workpiece. The automatic welding variable machine has a relatively simple structure, good processing quality, and high productivity. The principle has reference value to the automatic machining of welding.
【Key words】Welding; Tilt; Rotate; Auto change
0 引言
焊接也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料(如塑料)的制造工艺及技术。焊接通过以下三途径达成接合目的:(1)熔焊,通过加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工,不需压力;(2)压焊,通过加热和加压使金属达到塑性状态,产生塑性变形、再结晶和原子扩散,最后使两个分离的表面的原子接近晶格距离,形成金属键,从而获得不可拆卸的永久接头的焊接;(3)钎焊,采用比母材熔点低的金属材料做钎料,利用液态钎料润湿母材,填充接头间隙,并与母材互相扩散实现链接焊件。现代焊接的能量包括气体焰、电弧、激光、电子束、摩擦和超声波等。
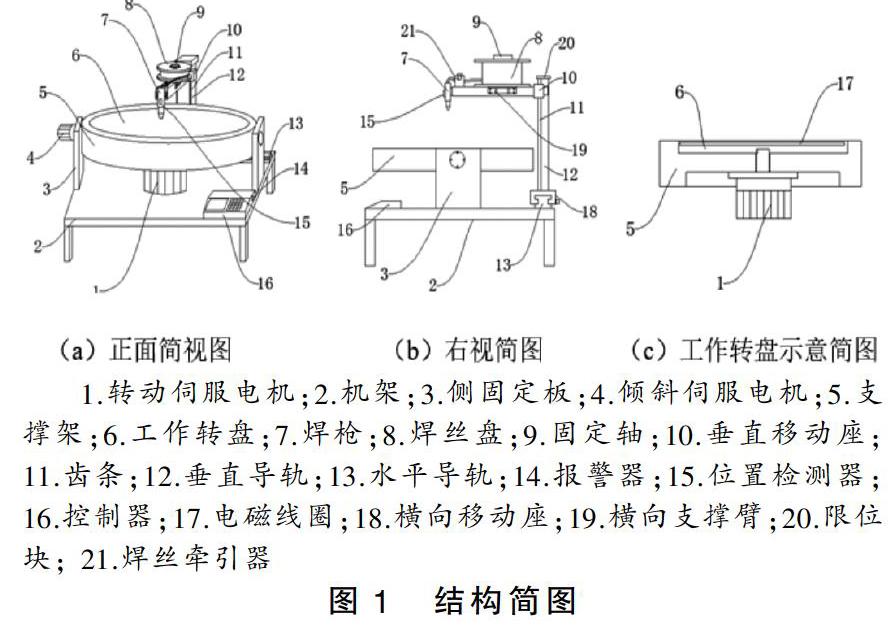
焊接操作过程中,由于环境或条件的限制,焊接时往往会来回移动工件,或为了某种特定的焊接经常需要中途手工调整焊接角度,或不断地接搏焊线等,这些都会造成焊接质量不稳定,操作人员劳动强度大,生产效率低等问题。为了解决这些问题,设计了一种自动焊接变位机,结构如图1所示。
1 自动焊接变位机的结构原理
该自动焊接变位机主要包括机身、工件固定盘、焊接组件、控制装置四个部分。
1.1 机身
机身是支撑该自动焊接变位机的骨架,主要包括:机架2、侧固定板3、倾斜伺服电机4、支撑架5、水平导轨13、横向移动座18(注:内置有固定并与控制器16电连接的驱动伺服马达)、垂直导轨12(注:顶部安装了用螺钉紧固的限位块 20)、垂直移动座10(注:内置有固定并与控制器16电连接的驱动伺服马达)、横向支撑臂19、固定轴9等。
两块侧固定板3焊接在机架2的两侧,并与机架2上表面垂直 。支撑架5左右两侧各固定有一根相互同心的园轴,园轴以轴承与两块側固定板3连接,这样支撑架5在倾斜伺服电机4驱动下可以绕着左右同心轴上下倾斜(该机限定其上下倾斜-30°~+30°)。水平导轨13以螺钉紧固在机架2的后板面上,横向移动座18在其内置固定的驱动伺服马达的驱动下可以带着垂直导轨12以上的部分左右自由运动。垂直导轨12前侧镶嵌有一块与其等高的齿条,并以螺钉紧固在横向移动座18的上表面,内置有固定并与控制器16电连接的驱动伺服马达的垂直移动座10可以带着横向支撑臂19等沿着垂直导轨12上下移动。
1.2 工件固定盘
工件固定盘主要是给需要焊接的两个或两个以上的工件定位用的,包括:转动伺服电机1、工作转盘6、电磁线圈17。转动伺服电机1以螺栓固定在支撑架5的下表面并通过转轴与工作转盘6连接,电磁线圈17盘绕在工作转盘6的夹层内并与控制器16电连接,将需要焊接的工件放置于工作转盘6上,通过控制器16启动电磁线圈17,电磁线圈17通电产生磁力将工件及其相关限位装置吸附在工作转盘6的上表面而实现定位,当控制器16发出指令并给转动伺服电机1通电时,可以使工作转盘6实现0~360°的旋转。
1.3 焊接组件
焊接组件包括:焊枪7、焊丝牵引器21、焊丝盘8等,焊枪7安装于机身的横向支撑臂19前端,焊丝牵引器21安装于机身的横向支撑臂19的前端上表面,焊丝盘8安装于机身的固定轴9上,当焊接作业时,焊丝牵引器21接到来自控制器16的指令,将绕在焊丝盘8里的焊丝连续不断地送到焊枪7里进行焊接。
1.4 控制装置
控制装置主要是用于设定、记录、控制该自动焊接变位机运行参数和运行程序的,它包括:位置检测器15、控制器16,该自动焊接变位机采用的位置检测器由型号为LDM-41FB检测器改装而来(在此不赘述),控制器16采用的产品型号为KY12S。
1.转动伺服电机;2.机架;3.侧固定板;4.倾斜伺服电机;5.支撑架;6.工作转盘;7.焊枪;8.焊丝盘;9.固定轴;10.垂直移动座;11.齿条;12.垂直导轨;13.水平导轨;14.报警器;15.位置检测器;16.控制器;17.电磁线圈;18.横向移动座;19.横向支撑臂;20.限位块; 21.焊丝牵引器
2 自動焊接变位机的工作原理
将需要焊接的工件放置于工作转盘6上,通过控制器16启动电磁线圈17,电磁线圈17通电产生磁力将工件及其相关限位装置进行定位,然后通过控制器16点动横向移动座18和垂直移动座10,以设置焊接的路径及工件上的各个焊点或焊缝线,与此同时,如有需要也可预先设置绕支撑架5的左右轴承中心线上下倾斜的角度。
启动该自动焊接变位机后,控制器16控制着内置有固定的驱动伺服马达的垂直移动座10在垂直导轨12上垂直上下移动调节焊枪7的焊丝接近工件并进入焊接状态。在控制器16的控制下,该自动焊接变位机整体开始协调动作,如内置有固定的驱动伺服马达的焊丝牵引器21驱动焊丝盘8使焊丝不断投入焊接中、倾斜伺服电机4驱动支撑架5绕左右轴承中心线上下倾斜、转动伺服电机1驱动工作转盘6旋转、内置有固定的驱动伺服马达的横向移动座18驱动焊枪7等沿着水平导轨13左右移动等等,使工件的焊接按照原来设置的焊接路径及工件上的各个焊点或焊缝线进行作业,而且全程由与控制器16电连接的位置检测器15所监控,当遇到焊接卡位、断焊等异常情况时,报警器14亮灯报警,如图4所示。当全部焊接完成后工作转盘6回到原来的水平位置,焊枪7回到起始原位,从而完成了该工件的焊接作业。
3 结束语
(1)工件在该自动焊接变位机的工作转盘6上既可以水平旋转0~360°,也可以绕支撑架5的左右轴承中心线上下倾斜-30°~+30°,方便焊枪7在工件的任何焊接位置上接触焊接边线进行焊接,避免重复装夹工件,确保了工件焊接质量的稳定性,这也是该自动焊接变位机较传统的焊接变位机具有的优越之处。
(2)焊丝盘绕在该自动焊接变位机的焊丝盘8中,焊丝的长度理论上是无限的,如此一次装夹便可完成全部的焊接作业,避免了焊丝的重复装夹作业,提高了工作效率。
(3)操作方便,全程自动化控制,节省人工,自动化焊接保证焊接质量,适合单件或大规模的焊接作业。
(4)该自动焊接变位机的结构原理在此只是说明其工作原理,在不脱其精神和范围的前提下,该自动焊接可变位机的结构原理可根据实际的情况变化而变化和改进的,因此该自动焊接可变位机在焊接行业中具有广泛的参考价值。
【参考文献】
[1]叶代平,等.磁粉检测[M].北京:机械工业出版社,2004:112-115.
[2]高联辉.磁路和铁磁器件[M].北京:高等教育出版社,1982.
