某重水堆核电站主泵机械密封失效原因分析
2019-10-26陈志高
陈志高
(中核检修有限公司海盐分公司,浙江海盐 314300)
0 引言
国内某重水堆核电站为2 台728 MW 加拿大引进CANDU6型重水堆机组,每台机组设计有4 台主泵,于2003 年7 月全部建成投产。主泵是由加拿大苏尔寿泵厂(SPCAN)生产,型号为(16×16)×20×36 RV 的立式、单级、双蜗壳、叶片式离心泵,设计额定参数为:流量为2227.59 L/s,扬程215 m,转速1500 r/min,介质为重水,电机铭牌功率为9000 HP(6619.488 kW),电压等级11 000 V。该主泵叶片数为5,设计有1 组水润滑导轴承、1 个垂直入口管及2 个侧向出口管。主泵电机由日本日立公司生产,上、下部轴承均采用油浴润滑式滑动轴承的设计。其中,上部轴承由1 组双向推力轴承及1 组导轴承组成,下部轴承由1 组导轴承组成。电机与泵通过一段可拆短轴刚性连接。
主泵所配置的轴密封是由Sulzer Bingham 公司设计并生产的型号为RV850 的机械密封。该型号机械密封的设计形式为三级机械密封带后备密封,并配置有轴封注入系统(向机械密封及泵导轴承提供低温、干净的轴封注入流,对其进行冷却和润滑)。该机械密封在极端工况下,每一级均设计为可承受系统全压。机组正常功率运行工况下,机械密封的三级机械密封平均分担系统压力,各级密封压降约为3.2 MPa(密封单级压缩量不可调,各级密封压降存在一些差异)。三级机械密封上部设计有一组备用密封,由上下2 层的剖分式石墨环组成。备用密封不承压,仅当第三级机械密封失效时发挥作用。备用密封起效时,可使通过第三级密封泄露重水通过密封引漏管线流至重水收集系统[1],防止重水大量喷溅至泵体外。
2014 年6 月15 日,该重水堆1#机组3#主泵机械密封第三级密封发生失效故障,机组被迫进入非计划停堆小修,经更换机械密封后重新投入运行。为了提高主泵机械密封运行的可靠性,需要对密封失效原因进行查找分析,并提出提高密封运行可靠性的解决方案。
1 主泵机械密封结构特点及工作原理
1.1 主泵密封结构形式
根据API682《离心泵和转子泵密封系统标准》中的统一分类,该主泵机械密封为A 型推环式[2]。密封为三级、内置、旋转、平衡、接触式推环机械密封:密封挠性元件为旋转式,密封副为硬质合金碳化钨(WC)动环对优质抗疱疤石墨(C)静环,辅助密封为三元乙丙橡胶(Ethylene Propylene Diene Monomer,EPDM)O 形圈,弹性元件为每级圆周均匀分布20 个圆柱形ASTM-A313 弹簧,轴套、隔套、环座和其他金属零件用316L 不锈钢制成。密封组装时,三级密封在组装工作台上组装成一个整体密封组件后装入泵密封腔室。密封静环固定于静环座内,在主泵运行期间保持静止状态。密封动环则通过动环座、密封弹簧与动环弹簧座固定在密封轴套上,并在主泵运行期间随着密封轴套一起高速旋转。
1.2 流体动压密封工作原理
机械密封又称端面密封,是一种依靠弹性元件对动、静环端面密封副的顶紧和介质压力与弹性元件压力的压紧而达到密封的轴向端面密封装置[3]。自1885 年英国第一个端面密封的专利出现以来,机械密封技术不断发展创新,各种高参数(如高压、高速、高温、大直径等)、高性能(如干运转、零泄漏)和高水平(如高Pv值、大型剖分式)的机械密封大量研制。不种型式的机械密封工作原理大不相同。
该主泵机械密封是密封面微凸体接触的机械密封,其成膜理论是热流体动力楔理论[4]。根据俄罗斯学者格鲁别也夫的研究,这种机械密封摩擦副由1 对金属环和石墨环组成。在金属环密封面上具有深达几微米的刮痕网络,这是在磨削加工时形成的,可以认为石墨密封面是平滑的,因为它随着金属环磨合。假设这2 个环的密封端面是由厚度为零点几微米到一微米的液膜隔开,而刮痕间距为零点几毫米。摩擦副的上面为金属环,下面为石墨环,在压差PS作用下,流体沿刮痕高速流过间隙,由于摩擦,高速流液体被加热,同时加热金属表面,使之受热膨胀。流体和金属环表面的温度沿运动方向逐渐升高,从而使金属膨胀不均匀。由于受热不均,在刮痕间的金属表面具有倾斜度,即变形收敛性缝隙。此时,在金属环表面产生流体动压作用力。
2 密封故障失效过程及运维历史
2.1 密封故障失效过程
2014 年6 月14 日21 时至24 时,该电站1#机组3#主泵机械密封回流水温度出现波动,从正常的60 ℃左右上升到最高79 ℃(报警80 ℃,停泵93 ℃),同时该泵机械密封的三级密封压差也出现异常波动,幅度约0.3 MPa,且现场发现该泵机械密封引漏管线内的泄漏流量增大。2014 年6 月15 日0 时,该泵的第三级机械密封压差突然从3.3 MPa 降低至约1.0 MPa,据此确认该泵第三级机械密封失效(图1)。随后根据运行规程执行停堆、停泵操作,机组进入小修更换出现缺陷的主泵机械密封。
2.2 机械密封维修历史和运行状况调查
3#主泵历次大修期间的维修记录显示,2011年12 月30 日至2011 年12 月31 日(该机组停堆大修期间),根据主泵预维大纲的要求,检修人员对3#主泵机械密封进行了预防性维修,对其零部件中密封环、密封弹簧以及O 形圈等易损件均进行了更换,并将密封组件顺利安装就位。在2012 年1 月9 日机组大修后启动期间,3#主泵密封水回流温度出现了随系统压力的上升(主系统压力由7.0 MPa 升至9.6 MPa 的过程中)而快速升高的异常工况,其峰值曾一度到达97 ℃(图2)。主泵运行维护手册要求的主泵密封水回流温度的停泵值为93 ℃,遂停止主泵运行。
停泵并系统卸压后,检修人员对3#主泵机械密封弹簧压缩量进行了调整,将密封轴套位置下调了约0.8 mm,后再次启动3#主泵,将其投入运行。3#主泵各级压差的数据记录如下图3 所示,泵的各级密封压差在泵启动后的初始阶段有40 h 的持续波动,而后趋于稳定状态,直至下一次机组大修,未发现其他异常。
2.3 106 大修启动期间4 d 内的各级密封压差
机械密封压缩量调整方法:通过调整密封调节螺帽来调整密封轴套的提升高度,从而改变弹簧压缩量。机械密封轴套调节螺帽与泵侧靠背轮通过4 颗螺栓联接。在密封组装工作台上通过专用工具调整好密封压缩量后,测量密封上轴套上凹槽下边沿至后备密封压盖上表面之的的距离并记录为Xd值;在密封组件整体装入泵体后,通过调节螺母调整轴套的位置,并测定上述同样位置的距离得到Xp值,并使得Xd和Xp尽可能接近,允许偏差不大于0.3 mm。
对机械密封检修产生的组装记录进行调查,并询问机械密封更换的工作负责人,了解到为了避免密封泄漏量偏大,机械密封组装时设将密封弹簧压缩量调整到偏上限值(要求5.08~6.10 mm),也就是说密封弹簧压缩量调节过紧。同时,主系统升温升压过程中,系统压力产生的上推力使主泵转子部件整体上浮的位移量(约1 mm)将也加载到密封弹簧上,这都导致机械密封压缩量进一步增大。过大的机械密封压缩量使得机械密封动、静环密封面压力增大,摩擦力增加,摩擦副表面产生的热量无法及时被密封水带走,最终导致轴封回流温度的不断升高。
大修后对3#主泵密封的运行参数进行了长达一年多的跟踪监督,确认该泵包括机械密封在内的各项参数均长期保持稳定,没有特别异常,因此未安排在2014年3 月至5 月期间的107 大修(密封整体更换工作)。
在3#主泵第三级密封失效前,该泵的各个参数均保持稳定,未出现异常情况。3#主泵第三级密封从出现压差波动到失效仅经历了2 h 左右,缺陷发展迅速(图1)。
3 失效机械密封解体检查分析
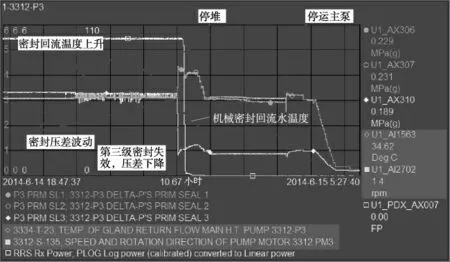
图1 机械密封失效过程中运行参数的变化
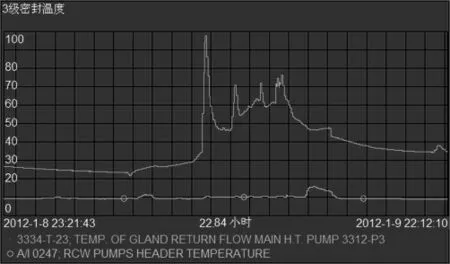
图2 106 大修后启动期间轴封回流温度波动
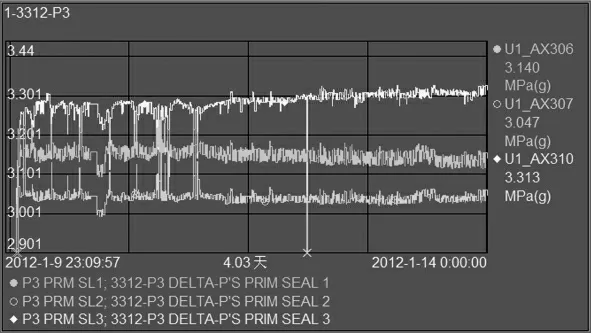
图3 3#主泵各级压差的数据
通常失效原因最直观、最重要的标志从目测检查开始,一旦原因明确,有效解决办法就明确了。如果征兆或迹象在拆卸时丢失,就无法追溯。为避免关键信息丢失,按照外部征兆检查、拆卸前检查、拆卸后检查模式进行。
3.1 外部征兆检查分析
该主泵机械密封失效前出现3 种征兆:
(1)回流水温度出现波动,从60 ℃上升到79 ℃(其他3 台运转正常)。说明轴封冷却水注入系统正常,密封端面出现异常温度升高。
(2)三级密封压差出现异常波动,幅度在0.3 MPa 左右。说明密封端面接触压力和流体膜承载力处于异常状态,很可能因为高温而使液膜闪蒸或汽化,瞬时失去液膜,而新的低温冷却水又补充进来,重新形成液膜,使密封压力处于跳跃中,这是密封副失效的早期征兆。
(3)泄漏量增大。无论是摩擦副打开、流体膜丧失或密封环损坏都能造成大量泄漏,此泄漏量可以排除O 形圈失效影响。
3.2 拆卸前检查分析
3#主泵机械密封失效期间,其余3 台运转状态正常,系统压力、温度无异常变化,因此可以排除系统因素影响;主热传输系统水质有严格控制,主热传输净化系统备有5 μm 的过滤器,去除系统杂质,在此基础上,主泵的轴封系统还单独配备了2 μm的过滤器,用于除去主泵轴封供水系统中的杂质,充分保证了主泵机械密封长期稳定运行,3#主泵机械密封失效前后,轴封过滤器压差无波动,因此可以排除轴封过滤器失效导致外部杂质进入机封的可能性。
主泵轴向振动高、轴位偏移大,带动机械密封轴套上下微动,影响机械密封摩擦副瞬时液膜刚度。实时数据显示,3#主泵机械密封失效前电机轴向振动、轴位移无异常升高,排除此影响。
3.3 拆卸后检查
(1)密封面检查。拆卸后,将三级密封副动、静环集中放置,逐一检查,发现第三级密封环存在损伤,其中动环表面明显龟裂,静环有严重的磨损和凹槽,密封面上有“唱片”条纹般的同心圆纹理(图4)。
(2)辅助密封元件检查。未发现O 形圈老化、龟裂、变硬和失去弹性等现象。
(3)弹性元件检查。主泵机械密封每级圆周均匀分布着20 个小弹簧,解体后将60 个小弹簧逐一检查,未发现变形、失弹等现象。
(4)驱动件等金属零件检查。主泵机械密封驱动件、紧固件等金属零件均为重复使用备件,此次拆卸中,未发现粘合、磨损、变形现象。此外,在环座、弹簧等处未发现杂质沉积,判断动环在轴套上的浮动性良好。
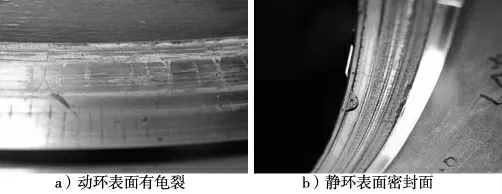
图4 失效的机械密封环面
4 密封环的深入检查分析及结论
为查明密封环开裂的原因,对密封环进行了进一步的失效分析,主要包括失效样品的外观检验、宏观尺寸测量、表面残余应力分析、金相微观组织观察、断口分析、扫描电镜(Scanning Electron Microscope,SEM)观察、能谱仪(Energy Dispersive Spectrometer,EDS)分析、显微硬度测量、化学成分分析、模拟实验等。根据检验结果,破损动环样品均未发现异常,说明动环样品在加工工艺上不存在明显问题[4]。
4.1 密封失效机理分析
4.1.1 动、静环磨损图像分析
密封面的失效模式通常有以下类型:①密封面开启失效;②密封副早期磨损;③密封干运转;④密封面热裂;⑤密封环疱痕;⑥液膜失稳;⑦液膜破裂;⑧汽化等。每一种失效模式均可在密封面上留下独特的磨损图像,通过分析磨损图像可以判断失效模式[5]。检查密封动环面呈现360°表面龟裂,这是典型的密封面热裂;静环严重磨损和凹槽,密封面上有“唱片”条纹般的同心圆纹理,这也是典型的过热症状,并且存在干摩擦和磨料磨损存在。因此,初步判断此次密封面失效是因高温引起的密封面热裂和剧烈磨损。
4.1.2 动环热裂原理
通常机械密封密封面由于流体作用力增大,间隙减小,会使密封副因密封面微凸体开始接触而温度升高或其他原因而开始发生干摩擦。此外,大多数密封在开、停车时短暂地发生半开摩擦或干摩擦,此时会使摩擦系数增大,磨损加剧,导致热裂[6]。
由于温度高,在环表面集中的接触带附近,产生很大的热应力所造成的残余应力。金属材料在极高的残余应力作用下形成热裂。尽管热应力是压缩应力,但由于接触运动而使热应力释放,就在表面形成残余拉应力,出现较浅表面裂纹。
4.1.3 动环热裂原因分析
密封面高温会导致密封面热裂,而密封面温度取决于密封副的热量及其分布。密封副的热量由3 方面组成:①摩擦副端面摩擦生成的摩擦热;②旋转元件与介质、冲洗流体因搅拌生成搅拌热;③介质因工作温度不同,带有一定介质热。此次主泵机械密封失效动环热裂原因中可以排除搅拌热和介质热,因相同环境下其余3 台运转正常,所以判定摩擦热发生了变化。

由(1)式[6]可见,机械密封的端面摩擦热QF主要取决于摩擦系数f 和PCV。在摩擦系数不变的情况下,密封面载荷或PCV值过大,将会导致密封端面温度过高而产生密封面热裂。
目前,机械密封端面的设计计算有2 种方法,即惯用的密封比压PC或PV值为基础的经验计算法和全面考虑的P-V-T-h系统设计法,本文采用前者,基本公式为[6]:

由(2)式可以判定,在密封副面积比B、膜压系数Km、系统压力PS不变情况下,密封面比压PC由弹簧比压PSP影响。综合式(1)和式(2),可知弹簧压缩量的大小决定PCV值大小,影响密封端面的温度。
4.1.4 密封失效机理分析
(1)裂纹萌生期。在大修启动期间,由于机械密封的密封弹簧压缩量调节过紧。同时,由于主泵的第三级密封拥有最小的允许浮动间隙,因此其首先承受了额外的压力,导致第三级动环与静环之间的摩擦增大,摩擦释放出来的热量造成了密封动环表面的温度快速升高。同时,密封环周边50 ℃左右的冷却水依旧在不断冷却之中,这就使得密封动环与静环接触的摩擦面和与冷却水接触的外表面之间形成较高的温度差。由于动环的主要材质为WC脆性材料,抗热冲击性能较差,故而在这个过程中,动环上表面沿径向形成了大量的原始微裂纹,即形成了前文所述的线裂纹源。
此时,由于原始微裂纹刚刚形成,沿轴向的开裂程度还比较浅,故而动环的整体状态并未被破坏,其功能依然保持良好。而静环在初始的摩擦过程中,其整个表面都与动环表面直接接触,并未发生磨料磨损,所以整体状态也未被破坏,功能也保持良好。因此该级密封在密封弹簧压缩量调整后,继续运行期间并未出现长期的压差波动现象,仅在调整后的2 d 时间内出现了压差波动,而后压差即逐渐平稳。
(2)裂纹扩展期。该机械密封在稳定的参数下继续运行了约两年半时间,动环随主轴一直高速旋转。由于动环与主轴之间的同轴度始终存在着细微的差别,即动环始终处于一定交变应力的作用下,故而在运行期间,原始微裂纹不断沿着轴向和径向进行着疲劳扩展。随着裂纹的不断扩展,上表面相邻线裂纹源之间发生了相互交叉(图5)。位于交叉位置处的材料与基体之间的连接十分薄弱,随时都有脱落的可能。
(3)最终失效期。动环密封面上的裂纹不断扩展,裂纹交叉位置处的部分WC 在动环高速运转时,发生了脱落,这些脱落的WC 颗粒充当磨料,立即引起密封动环和静环之间以“磨料磨损”的形式发生剧烈摩擦。由于静环的主要成分为石墨,硬度远低于动环材料,所以其表面被迅速地磨削下去,造成静环上的半圆形流体动压槽贯通和动环上的流体动压槽消失,大量的重水从其中流过,最终导致该级密封失效。
4.2 结论
(1)动环微裂纹产生原因:动环在摩擦热和轴封冷却水的作用下产生了大量微裂纹。
(2)机械密封失效原因:动环表面的微裂纹作为裂纹源,由于高速转动,微裂纹不断产生疲劳扩展,使得动环表面部分材料脱落,脱落颗粒充当磨料,迅速磨削静环上表面,磨穿静环的半圆形槽,致使该机械密封失效。
(3)破损动环和静环加工制造过程、原始成分、微观结构等都不存在明显问题。
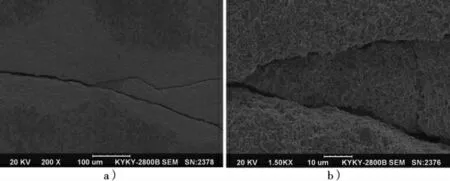
图5 动环上表面裂纹交叉处
(4)在大修机械密封更换维修过程中,机械密封的弹簧压缩量调节过紧,叠加系统升压后泵转子上移,使密封端面比压过大,密封的PCV超过极限值,导致合金环密封工作面产生微裂纹。而此后有检修窗口的大修又没有及时安排对受损的密封进行检查更换,最终导致密封在运行中突然失效。
5 结束语
密封压缩量的调整是机械密封检修中的关键步骤,确保密封的正确装配与安装。使机械密封处于设计规定的使用条件范围并考虑运行工况变化对密封压缩量的影响,是保证密封长期稳定、可靠运转的最基本条件。同时,对于核电厂重要关键设备中碳化钨(WC)合金密封环,在运行过程中一旦承受过异常高温,应及时安排检查其损伤状态,评估其状态或及时更换,避免状态恶化后突然失效造成更大的损失和安全风险。
通过3#主泵机械密封随机故障失效原因查找和分析,梳理机械密封工作原理、故障检查、失效模式,并对失效后的密封环作深入理化分析,提出密封安装中的关键环节及运行维护中的关注问题,对核电站主泵检修维护具有重要的参考价值。将此次事件及分析处理过程编制技术分析报告,并在重水堆业主联合会(CANDU OWNERS GROUP,COG)作经验反馈专题发布。
