航空异形冲压件工艺方法
2019-10-21孙鑫
孙鑫
摘 要: 鈑金冲压技术是航空产品使用加工方式中的一种常见形式,在冲压过程中模具的设计和制造非常重要。产品的质量、生产成本和产品加工周期直接由板料成型加工技术的高低水平决定,不仅关系到航空产品的交付进度,也关系到我国国防工艺的发展水平。本文以典型零件为研究对象,提出了可行的工艺路线,并对模具进行了计算。
关键词: 冲压零件;模具计算;生产工艺
1.异型冲压零件的生产工艺及尺寸要求
本文所研究的零件是一端需要冲成圆弧状,与基准面有18°的要求,另外一端为U形,但是最终需要的尺寸高度是64mm,冲压的过程中有一定的回弹,在零件冲压完成后要对零件进行裁切,由于原本零件在冲压成形的过程中,前端的内圆弧部分,有些材料因为受到挤压所以存在较大的压应力,因此外部材料的拉应力较大,在对零件进行裁切的过程中就会导致应力的释放,从而导致零件的二次回弹,如果需要满足零件图纸要求的最终状态,就必须对冲压回弹进行严格且准确的控制,因此在冲压前要对该零件回弹有准确的预测。
2.异型冲压零件的材料简述及工艺过程分析
2.1异型冲压零件材料简述
该冲压零件的材料是:0Cr15Ni5Cu2Ti(美国的国家标准牌号是15-5PH型不锈钢),具有优良的焊接工艺性,因为在冲压成形时比较硬,所以容易产生回弹。
2.2冲压零件加工工艺路线分析
该零件的加工工艺路线如下:
5下料→10铣直角边→15去毛刺、校平→20弯曲(冲压)成型→25退火→30校正(压力机)→35校正(人工)→40铣基准边→15划零件外形线→50划零件型面线(正弦规)→55铣斜面→60划高度线→65铣外形→70去毛刺→75检验。从该工艺路线可知,20工序进行冲压成形,该零件是两端开放的半封闭零件,成形前没有对其进行加热,属于冷成形。零件在拉伸弯曲时,由于有压边圈的作用,沿周材料会被拉伸而起皱,但该零件前后是开放区域,只有两侧边被压住,基本不存在起皱现象。成形后25工序进行校正的目的就是消除零件由于冲压后而产生的回弹。零件经过校正后,其相关尺寸和形位公差基本满足零件要求,但是经过55工序铣斜面,本工序是为了保证零件图纸中的18°的要求,65工序铣零件外形即是铣零件高度,是满足图中64的尺寸要求,由于零件本身内部的应力又一次被释放,导致零件又发生了一次回弹,因此要求冲压校正后要预留零件的回弹系数即生成中所说的反变形余量。
3.冲压零件模具设计计算
3.1该冲压零件的研究思路
首先要明确该零件的研究方法,然后进行相关工艺计算,通过对零件以上工序内容的分析,研究内容如下:
(1)零件展开料计算;
(2)加工零件所用设备的选择;
(3)首次成型时模具结构设计,绘制模具图;
(4)冲压零件和冲压模具之间的间隙控制;
(5)对冲压零件的回弹量进行测量、统计;
(6)按照回弹变形量重新设计冲压模具。
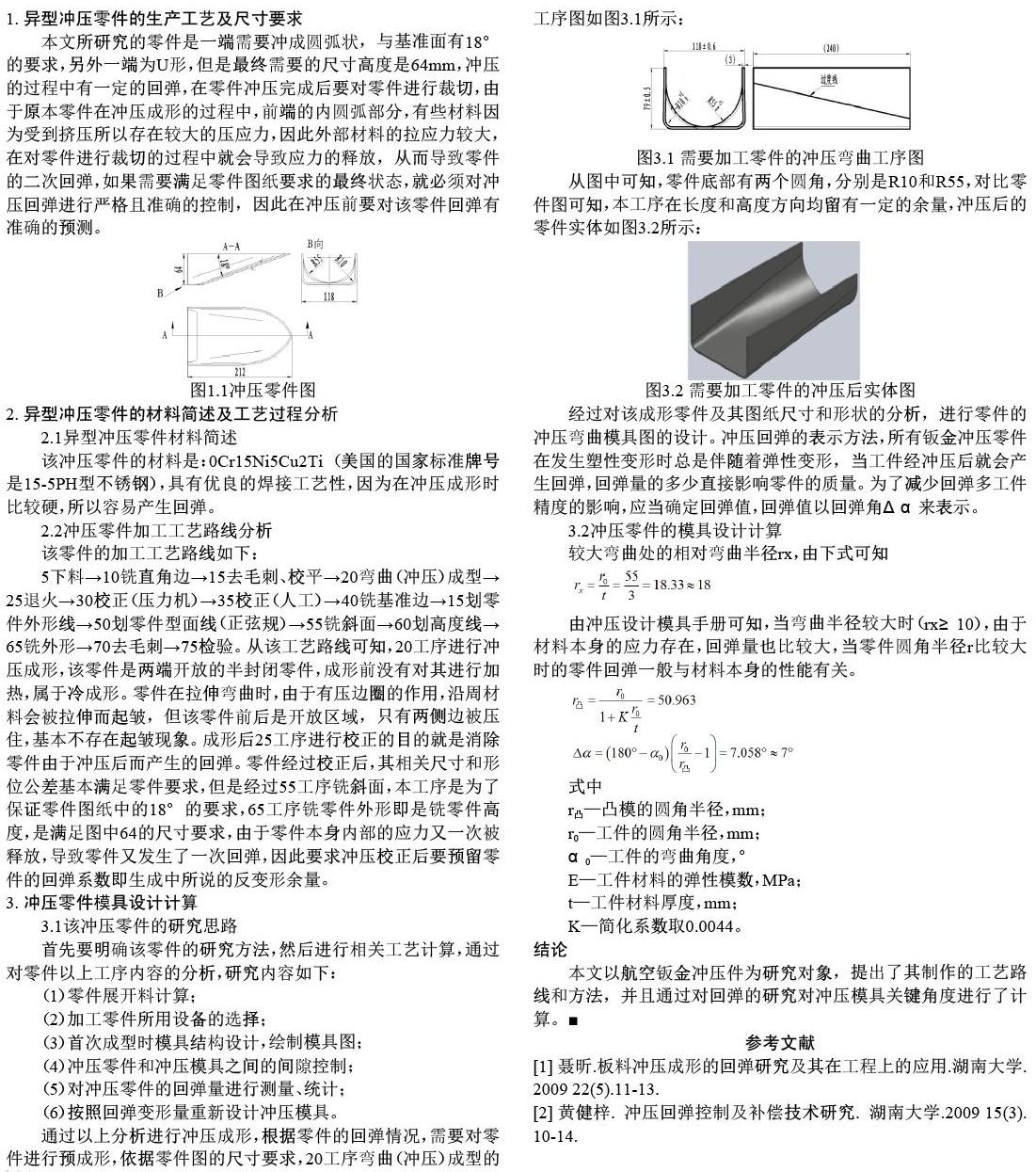
通过以上分析进行冲压成形,根据零件的回弹情况,需要对零件进行预成形,依据零件图的尺寸要求,20工序弯曲(冲压)成型的工序图如图3.1所示:
从图中可知,零件底部有两个圆角,分别是R10和R55,对比零件图可知,本工序在长度和高度方向均留有一定的余量,冲压后的零件实体如图3.2所示:
经过对该成形零件及其图纸尺寸和形状的分析,进行零件的冲压弯曲模具图的设计。冲压回弹的表示方法,所有钣金冲压零件在发生塑性变形时总是伴随着弹性变形,当工件经冲压后就会产生回弹,回弹量的多少直接影响零件的质量。为了减少回弹多工件精度的影响,应当确定回弹值,回弹值以回弹角Δα来表示。
3.2冲压零件的模具设计计算
结论
本文以航空钣金冲压件为研究对象,提出了其制作的工艺路线和方法,并且通过对回弹的研究对冲压模具关键角度进行了计算。
参考文献
[1] 聂昕.板料冲压成形的回弹研究及其在工程上的应用.湖南大学.2009 22(5).11-13.
[2] 黄健梓.冲压回弹控制及补偿技术研究.湖南大学.2009 15(3).10-14.
