自动控制在辊压磨中的应用
2019-10-21鲁升安庞浩刘书雨蔺新杰
鲁升安 庞浩 刘书雨 蔺新杰
摘 要:辊压磨系统采用的自动控制,辊压磨主要用于钛白的初品粉碎系统,可提高粉碎效果,降低能耗,取代过去高能耗设备。
关键词:辊压磨;物料;控制
辊压磨早期应用于水泥行业,设备构造简单,便于维修保养,占地面积小,噪音低,辅助设备少。因该设备具有的优点多,国外钛白行业优先采用该设备。钛白行业规模小,因此该设备被改造应用于钛白。近年来随着经济发展,国内钛白企业的崛起,国外先进的粉碎设备也被引了进来。本文主要谈谈辊压磨自动控制系统,自动化的应用稳定产能的同时,首先稳定了质量,使钛白粉的质量有了质的飞跃,自动化投用后,也减少了用人,人工成本也大大降低。
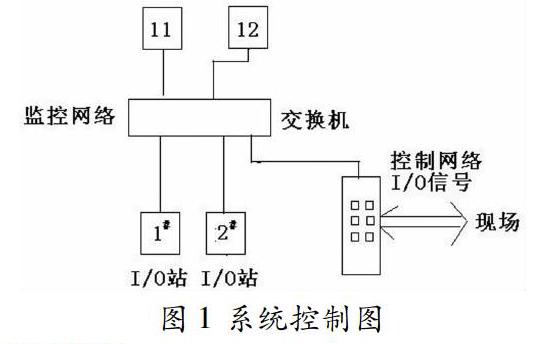
1 网络构成
系统由两个网络层次组成:监控网络和控制网络。
监控网络主要用于工程师站、操作员站和现场控制站的通讯连接。下层控制网络存在于各个现场控制站内部,主要用于主控单元和智能I/O单元的通讯连接。
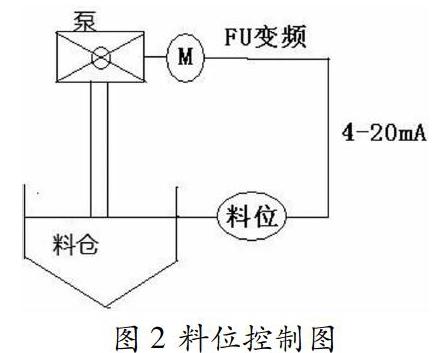
2 物料自动控制
物料高度→给料设备变频器,物料高时发出信号停止给料设备,物料低时发出信号启动给料设备。
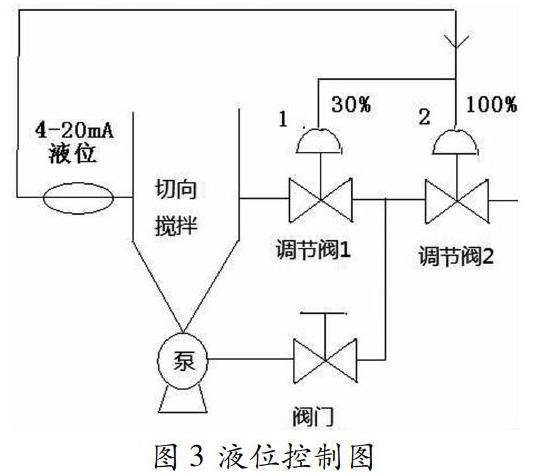
3 物料与水混合液位自动控制
混合器液位高出给定值时发出信号,阀门2开度增加,阀门1自动关小。
混合器液位低于给定值时发出信号,阀门2关小,阀门1自动开大,增加循环。
4 主机润滑自动控制
主电机启动时,计时器开始工作,半小时后计时器发出信号启动润滑油泵,润滑油泵工作1分钟后停止发出信号,第二个循环开始。
5 流程
窑上来的颗粒料来原料仓,原料倉上加设除灰装置,防止污染环境。原料仓来料通过可以控制物料量的设备,控制物料进入衡重仓。衡重仓安装液位计,设定物料重量上、下限,发送4-20mA信号,控制原料仓给衡重仓来料,实现自动控制。
横重仓物料依靠自重流下来,进入金属分离器,合格料经插板阀进入辊压磨粉碎,铁超标物料被分离出来,进不合格料回收系统。
辊压磨液压系统采用自动补压,设定压力上、下限,压力变送器把4-20mA信号发送给中央处理器,下限时中央处理器给一个启动信号,液压油泵启动,系统加压,到上限时,压力变送器发一个4-20mA信号给中央处理器,中央处理器接到信号后,发出停止信号,油泵停止工作,液压系统正常工作。
辊压磨采用自动给油系统向主轴承供油。主机正常工作时,两侧轴承测温元件测得的温度可能存在差异,这是正常现象,引起差异的主要原因有:(1)测温元件误差。(2)轴承质量。(3)润滑条件。(4)冷却条件。(5)承受载荷大小。(6)受主机温度平均影响。
物料通过挤压后,各种物理指标发生改变,物料先进入金属分离器,合格物料进入切向搅拌器。金属物超标物料进入不合格料回收系统。
切向搅拌器内物料需要加一定比例水,一定比例分散剂,充分混合。切向搅拌器内液位自动控制,设定上、下限,水从切线方向加入,分散剂从顶部加入,切向搅拌器设计有循环系统,有一部分再循环物料也从切线方向加入切向搅拌。
切向搅拌器内物料完成混合后进入粗挤压泵,挤压泵研磨的物料进入分散设备,挤压泵采用变频控制,根据分散设备的进口压力调整挤压泵频率。
分散设备对来物料进行充分分散,让物料达到下一个工序的应用指标。分散设备采用变频控制。分散机出口安装密度仪,密度合格后打开出料阀。物料进入下一个工序。
分散机出来物料不合格,通过循环阀进入切向搅拌器,进行二次循环分散,切向搅拌器液位上限开关发出信号控制分散机出料阀打开出料。出料阀打开同时,循环阀自动关小,出料阀联动循环阀。切向搅拌器内物料低于下限时下限开关发出信号4-20mA给中央处理器,中央处理器发送指令出料阀慢慢关小,同时循环阀自动开大。形成自动循环。
6 结语
辊压磨具有高效、节能、可靠性高、振动小、设备重量轻,安装维护方便等优点。系统实时控制,控制器的中央处理器采用高效芯片,基于嵌入式实时操作系统,保证控制精确,实时,高效。可靠性采用多种冗余结构(控制器、网络、电源模件、I/O模件)。系统安全稳定可靠,系统采用智能设备管理。故障诊断快捷,精度校正准确,带电可以插拔,维护简单方便。
