浅析现场预制容器安装期间底板变形量控制
2019-10-21袁国贞
袁国贞
【摘 要】本文以核电站现场预制设备在制作完成后底板变形量较大的缺陷为例,分析引起预制容器底板变形的各种要素,通过排除法找出其中最主要一个或几个因素并有针对性地制定控制措施;通过实践检验这些管控措施的适用性和有效性以便优化缺陷控制的方案;为其他核电厂容器制作过程中避免出现类似缺陷提供参考。
【关键词】核电厂;边缘板;中幅板;变形量;预制容器;应力
前言
核电站建设中有许多大型或薄壁容器需要现场预制,而这些容器在施工过程中易产生局部变形,如果变形允许差严重超标,将直接影响到容器的正常使用,也会影响到整体结构的强度,缩短使用寿命。
现场预制容器在拼装的过程中首先拼焊的是罐的底板,最后焊接底板与筒体的角焊缝;预制容器底板焊接变形量的控制对于容器整体使用寿命至关重要,若容器存在较大的变形,则容器内介质高度变化产生的压应力致使容器底承受相应的交变载荷,易导致容器底板弹性疲劳,从而使容器整体失效。因此现场预制容器在施工过程中需采取必要的措施将变形控制在允许偏差范围内。
本文以核电站换料水箱底板变形控制为例,其主体材料为00Cr19Ni10,该材质不锈钢的线膨胀系数为碳钢的1.5倍,具有焊接变形大的特点;同时由于容器底板厚度薄、刚度小,直径大、焊缝长,焊缝纵向收缩量大。通过前期对其它预制容器底板、罐壁环、纵焊缝、顶板及支管的现场调查发现容器的底板为易于超差变形的部位,因此需要找到引起底板变形量大这一缺陷的主要原因并制定合理的控制措施,以避免同类型缺陷的反复发生。
1.概述
国内某核电站,换料水箱在现场拼装过程中由于缺少经验且未采取有效的控制措施,导致水箱在制作完成后底板变形量较大,不满足系统移交要求的同时,也影响水箱的使用寿命。为了避免后续水箱在制作过程中出现同类型问题,需要对可能引起换料水箱底板变形的各个要素进行调查、分析等,以便找出主要原因,在后续水箱制作过程中加以修正。
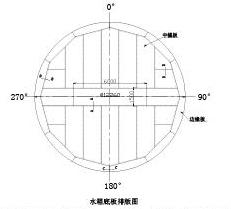
2.换料水箱底板结构形式
如上换料水箱底板排版图所示,换料水箱底板由边缘板与中幅板两部分组成,其中最外层一圈为边缘板,换料水箱底板有十二块边缘板,其余部份为中幅板;
十二块边缘板它们之间通过对接焊缝的方式连接为一体;中幅板与中幅板之间采用搭接焊缝形式连接;中幅板与边缘板也采用搭接焊缝的形式连接,另外边缘板与筒体采用双面焊全熔透角焊缝连接。
3.换料水箱底板现状
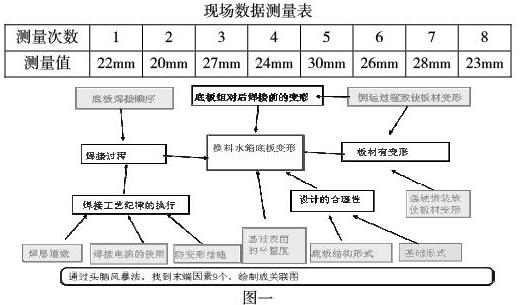
如下图所示换料水箱底板现场焊接完成后变形较为明显,通过现场实测数据获悉:边缘板有明显的变形痕迹且实测后最大变形处变形量为30mm。
4.换料水箱底板变形实际情况勘察
根据对现场的实际观察,发现换料水箱底板在拼装后焊接前整体尺寸良好变形量较小,同时从现场的实际中发现,底板边缘板与水箱基础间的结合间隙可以看出,除结构设计中(边缘板对接焊缝底部设计了δ=6mm的垫板)存在的不可避免的底板与基础表面的均匀间隙外,无特殊由于变形而导致的间隙。
5.对底板变形缺陷原因分析
通过头脑风暴法,对换料水箱制作过程中可能导致换料水箱底板变形的所有因素进行分析,找出末端因素,并绘制关联图。(如下图一、表一所示)
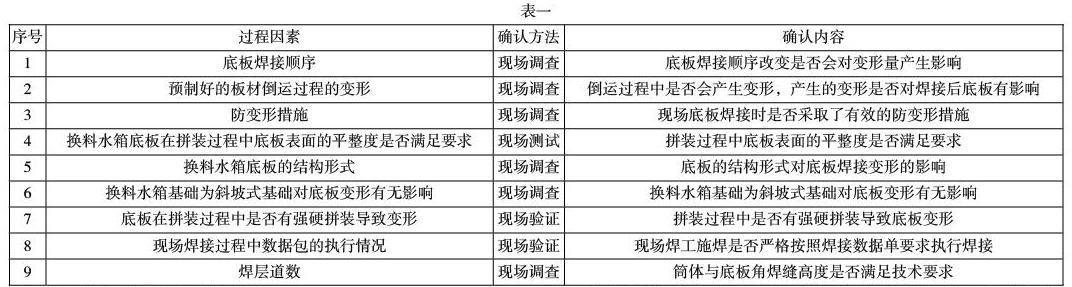
6.缺陷原因确认及防变形控制措施
通过现场调查、现场验证、现场测试等方法对所用过程因素进行确认,找出导致水箱底板变形主要原因,并针对主要原因制定了相应的对策(如下表二);
7.防变形控制措施实施
7.1“底板焊接过程中没有采取相应的焊接顺序”
7.1.1明确焊接顺序并通过技术交底告知所有参与作业人员
中幅板焊接工艺及其原理:
中幅板的总体焊接顺序为,从底板中心开始,先焊短焊缝,后焊长焊缝。其原因是为了控制焊接残余变形与残余应力,使焊缝自由收缩;故先焊接变形量大和工作时受力较大的焊缝。
?焊接时从底板中心处开始,目的是使內部焊缝的横纵向变形不受外部焊缝的约束,从而达到整体变形较小的效果;
?焊接短焊缝时,焊工要求均匀分布,采用分段退焊;采用此方法的原理主要是缩小焊接温度场,这样总的焊接热应力所导致的压应力不至于大于材料的屈服极限而导致材料塑形变形,从而避免了过大的应力集中和残余变形;
?焊接长焊缝时,也从底板中心处开始,分段进行拼接,尽量使中幅板处于自由伸缩状态;另外长焊缝的焊接最好采用对称焊;
?中幅板焊接顺序:短焊缝焊接(由中心处开始,由内向外展开)→长焊缝焊接→边缘板与中幅板间伸缩缝焊接(最后焊)。
7.2底板焊接过程中没有采用相应的防变形措施
7.2.1底板边缘板焊接时设置防变形倾角
根据底板焊接过程中变形的方向,拼装时刻意在其变形相反的方向预留一个角度,这个角度叫做防变形倾角;预留防变形倾角的目的是利用材料焊接变形的特性,使其焊接完成后倾角自然消除以达到表面平整的目的;防变形倾角的设定与其材料的材质、特性、厚度、线膨胀系数等有关。
7.2.2底板与筒体焊接时增强防变形措施
底板与筒体焊接时,除要求焊工对称分布沿同一方向焊接外,还需要通过在焊缝两侧增加刚性固定,以此来控制焊接变形量;防变形措施实施具体如下:
?水箱外壁的防变形措施:
水箱外壁的防变形主要通过支撑角板来实现,支撑角板的厚度应不低于底板边缘板的厚度,否则将起不到防变形作用,支撑角板围绕水箱外壁每隔1m布置一块(1m的间距是通过试验获得的最佳值)。
?水箱内壁的防变形措施:
水箱内壁的防变形主要通过支撑角板和支撑型钢来实现,支撑角板的厚度及布设要求与水箱外壁相同;增加支撑型钢的目的主要是防止水箱内部的边缘板部分在焊接过程中由于变形而上翘(边缘板留在水箱内部的面积小于水箱外部的面积),支撑型钢可以采用16#等边角钢或16#槽钢,每隔2米布置一块(2m的间距是通过试验获得的最佳值)。
?水箱底板边缘板与中幅板的防变形措施:
水箱底板边缘板与中幅板搭接角焊缝实施过程中采用的防变形措施是利用千斤顶对焊接部位进行刚性挤压。
7.3严格控制“焊缝道数
换料水箱筒体与底板角焊缝的焊角高度,根据相关文件的技术要求对全熔透角焊缝的焊角控制,在保证焊喉的条件下对余高有明确的要求;(换料水箱底板边缘板为δ=20mm,所以焊喉为20mm,余高不大于4mm)在明确相关标准后焊接过程中严格控制焊缝填充道数。
8.结论
在核电站建造期间,其它容器在制作过程中为防止底板变形量超差缺陷的再次发生,在底板变形控制环节完全采用了与换料水箱底板变形量超差的原因分析及控制措施,其它容器制作完成后底板变形量经过现场实测最大变形量为12mm,满足设计要求。通过实践的检验证明底板变形量大这一缺陷原因分析是全面的,控制措施的制定是准确的、有效的,建议后续现场预制类容器制作过程中采用这些措施,以便更好的控制预制设备的制作质量,为核电机组的安全运行打下良好基础。
现场预制容器制作过程中对于有焊接变形量要求的焊缝建议采取如下控制变形的措施:
1)合理安排焊接顺序,减小焊接变形量;
2)多采用对称焊、分段退焊接和跳焊方法,多人焊接时应保持焊接速度同步;
3)预留焊接反变形量;
4)对引起焊接变形的热输入量进行有效控制,如控制第一层道德焊接电流、焊接速度、层间温度等。
参考文献:
[1] 中国机械工程学会焊接学会,焊接手册:第3卷,2007
[2] RCC-M(2000 版+2002 补遗)压水堆核岛机械设备设计和建造规则 S册,2000
[3] 顾振铭、蓝文清,钢制焊接常压容器,JB/T4735-1997
(作者单位:中核检修有限公司海阳分公司)
