一种白车身补焊线车型柔性定位工装夹具新形式
2019-10-21冯志鹏刘参参许丽虹
冯志鹏 刘参参 许丽虹

摘 要:白车身的柔性补焊线,是一种需要兼容很多车型的焊接线,而且很多厂家都采用全机器人焊接的形式,这个就要求对白车身在每个工位的位置的一致性,以便保证焊接质量。本文重点阐述柔性补焊线白车身定位夹具所采用各种形式,以及开发出新形式的定位工装夹具。
关键词:白车身;补焊线;定位工装夹具;柔性化
1 引言
随着人们生活水平的提高,人们对汽车的需求量也逐渐增大。在2017年,全国汽车销售2901.54万辆;而在2018年,全国汽车销售2808.1万辆,蝉联全球第一。同时,也要看到一个现象,汽车在销量大的同时也暗藏危机,汽车的竞争也极为激烈,产品更新换代快。这个对汽车厂家制造这块,车型多,要讲究柔性化生产,补焊线的白车身焊接首当其冲。补焊线焊接的历史就是由两三种的车型焊接发展到多种车型的机器人焊接。补焊线的多车型柔性机器人焊接,要求做每种白车身在每个工位的位置一致性,重复精度高。这个就要针对不同的車型,白车身定位的工装要实现柔性化。
下面介绍几种形式的补焊线柔性化定位工装:
2 手工焊接所用的补焊线定位工装
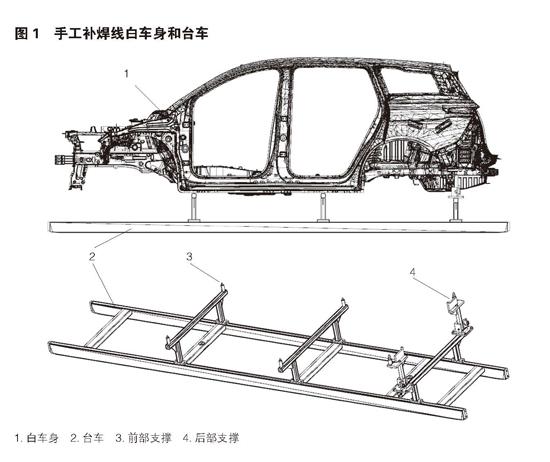
如图1所示,白车身通过台车形式运送到操作工位停止后,操作人员就可以用焊钳进行手工焊接。这个台车对白车身仅仅支撑,定位精度要求不高,只需保证在运送过程中不掉落白车身即可。这种台车对车型兼容性还是比较高的,唯一的缺点是这种是手工补焊线,每个工位都需要人员焊接,人机工程不好、人力成本高以及焊接质量不稳定,现在基本都不用了。
3 台车上安装固定夹具的定位工装
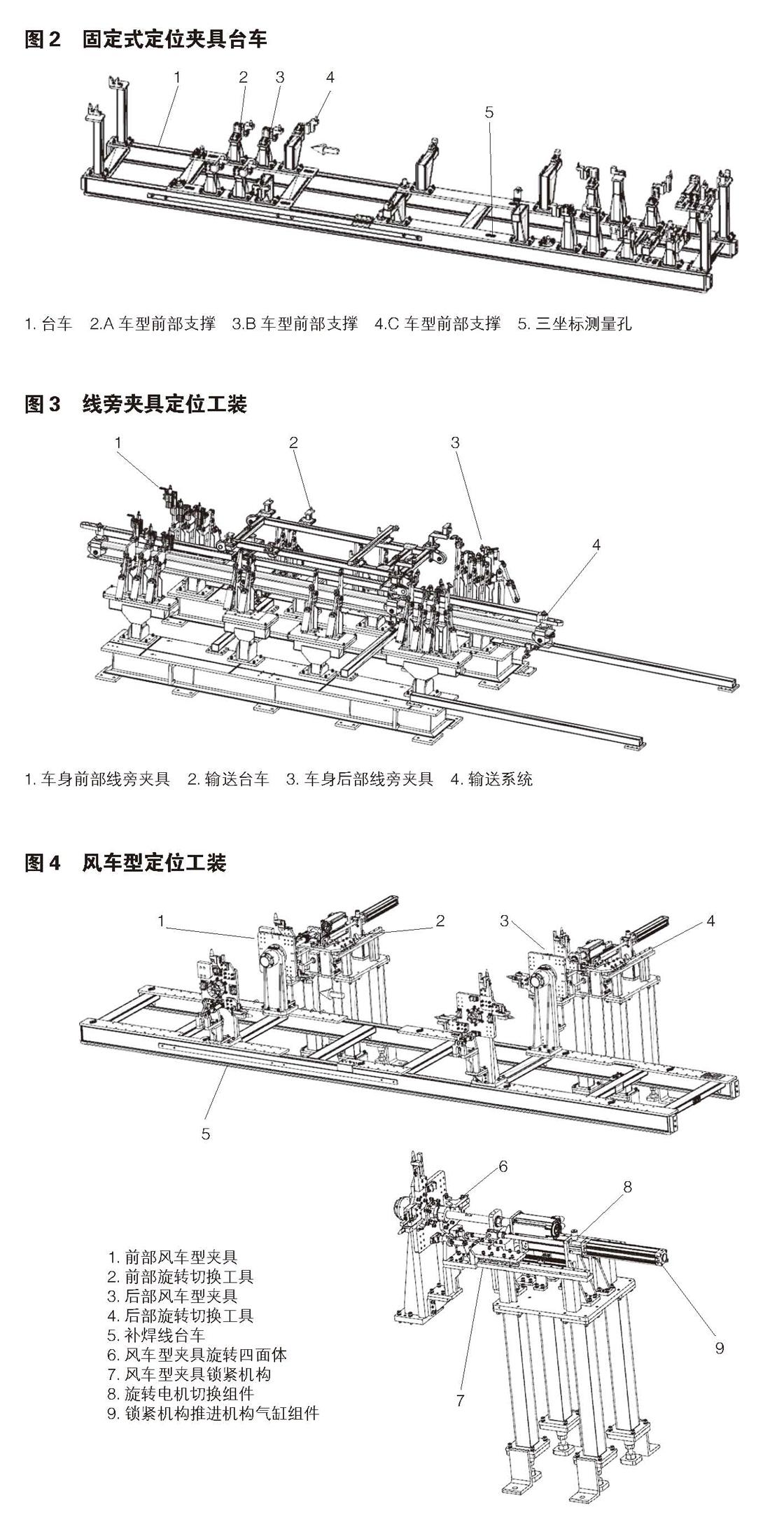
如图2所示,这种台车上有一定数量固定夹具,对应着三种ABC车型。这种模式在以前也经常采用,通常是机器人焊接和少量手工焊接工位相结合。当生产线一旦采用机器人焊接,需要白车身在工位重复精度要求就高了,所以对台车的定位夹具要求也相应高了,所以不仅要用定位销和支撑面的形式,并且要保证每个台车的定位夹具一致性。通常需要三坐标测量设备保证每个台车工装夹具的一致性。但是随着车型增多,这种形式的夹具兼容性变差了,主要是原有的固定夹具,容易干涉新的导入车型,又无法通过更改夹具避让,后来慢慢也被其它形式的台车所取代了。
4 线旁夹具的定位工装
如图3所示,白车身通过台车运送到工位,该台车仅粗略定位支撑白车身主要做运输用,定位所用的孔都是各个车型都选取同一样的位置。当台车运送,对应车型的定位工装夹具翻转进去,通过输送系统使其白车身和台车下降,白车身下降落入对应车型夹具的定位销和支撑面,台车脱离白车身。白车身稳定不动后机器人进行焊接,这个种形式比较常见。另外一种形式是线旁夹具通过运动,定位白车身之后把白车身顶升起来。不管是白车身下降还是白车身顶升,车型数量决定于可布置的线旁夹具数量。而线旁夹具的数量,受限白车身的定位位置和其本身运动所占的空间,一般可以做到四五种系列的车型。
5 风车型的定位工装
如图4所示,该定位工装是类似一个风车,有四面体,每个面对应着不同的车型[1]。当面对某种车型的时候,所需的是该车型的定位销和支撑面的工装,通过线旁的旋转工具里面的旋转电机组件,将夹具的旋转四面体摆动角度到指定车型。在线旁旋转工具里面的推进气缸机构作用,将通过定位工装的锁紧机构锁紧,保证四面体不再旋转满足制造要求。这种定位方式,一般是可以满足四种车型,这种模式现在用的比较多。这种工装逻辑结构较为简单,缺点就是车型兼容少,应用于车型主定位孔相差不大的车型。
6 翻转式的定位工装
如图5,这种方式是从固定式定位工装发展而来。当需要某种车型的时候,通过线旁夹具,将其定位销支撑面立起来,而其它车型的定位夹具是翻下来的状态,这样就不干涉到当前车型,解决了固定式定位夹具的弊端。它的切换原理是通过气缸将夹具翻转,需要工作状态的时候,用气缸将其竖立起来,由于定位销支撑块的夹具重心在旋转轴的一侧,不会自己倒下去。不需要工作的时候,通过气缸将其推倒,推倒的时候定位销支撑块的夹具重心在旋转轴一侧,又有弹簧作用,是不会翻上去[2]。这种形式比较简单,只需气缸就可以实现工作与非工作状态的转换,这种形式的工装,通过白车身在台车上X向的不同位置布置,可以实现8到9种车型的补焊。
7 风车型加翻转式新定位形式工装
风车型的定位工装,仅兼容四种车型,而且定位夹具在X方向仅仅兼容100mm以内的白车身定位孔,即定位孔较相近的比较合适。翻转式的定位工装,缺点是某套夹具定位车型,另外一车型定位夹具要远离165mm,否则没办法布置夹具,当不同车型的定位孔较相近的时候就不太适用。风车型和翻转式定位工装的优缺点可以互补,将其集合在一起,形成了新式定位夹具,如下图所示。当车型较为相近,它们定位孔定位相近,可以用风车型部分的夹具,当风车型的定位夹具用不上的时候,可以选择翻转式的部分。这样可以很大程度上提高台车定位夹具的车型兼容性,唯一要注意的是风车型的四面体本来可以兼容四种车型,现在只能兼容三种,要留一面出来避让其它白车身。这种补焊线定位工装形式可以兼容7到8种车型(图6)。
当然,不管哪种形式的补焊线夹具,车型兼容到一定程度就不能满足了,原因是补焊线的定位工装夹具越来越复杂,有些工装夹具是很难避让开某种车型。为了兼容更多车型,就需要白车身产品设计要满足平台化,各种车型共用相同定位孔和支撑面,这样夹具设计就可以简单一点。不过,基于车型生产现实,不同平台的车型都有可能在同一条补焊线进行焊接生产,而上述的最新的方案可以在很大程度上解决问题,但最终还是得靠合理的产品设计,合理的工艺安排和多开补焊线解决车型兼容问题。
参考文献:
[1]蒙文范,陈力捷,农振.一种线旁切换机构及补焊线滑撬上的多车型定位装置[P]:中国,ZL201720564300.1. 2018-02-23.
[2]冯志鹏,龚晶晶,韩明军.一种随行夹具切换装置[P]:中国,ZL201620663656.6. 2017-01-25.