浅析一级设备座架垫片平面度精度调控
2019-10-16杨磊史超
杨磊史超
(广船国际技术中心)
0 前言
随着船舶行业的发展,船舶设备座架的安装工艺流程日趋完善,尤其是大型一级设备座架,座架与设备之间的连接状态直接影响到设备的运行状态。在特种船舶中,因钢质垫片安装的可控性及后期维护保养的便利性,使其地位一直不可取代。当一级设备使用弹性减震器与钢质垫片配合时,设备的最终安装状态便由弹性减震器的压缩量决定,而座架垫片的平面度决定弹性减震器的压缩量,故设备座架垫片的平面度的精度就直接关系到设备的安装状态与周期。
本文以某特种船舶的一台3000KW主柴油发电机组为例,介绍了拉线法调控主柴油发电机组设备座架的垫片平面度精度,重点讲述拉线工装制作要求,钢丝线的安装及挠度修正,钢质垫片的加工数据的测量计算以及钢质垫片焊接工艺要求,有效地保证了座架垫片平面度精度要求,实现了整台座架垫片平面度由1.5mm缩少到现在0.85mm以内,使其后期的弹性减震器压缩量的调整能一次性完成,直接缩短了主柴油发电机组的安装周期。
1 主柴油发电机组座架垫片平面度的精度要求
主柴油发电机组的船体座架安装烧焊完成后,船东、船检会按照船体的精度要求进行报验确认,报验要求如表1所示。
在《柴油发电机组安装图》中平面度的精度要求规定:每台主柴油发电机组安装垫片应位于同一平面上,其平面度要求为不大于1.5mm。与表1中基座平面度的要求对比,可见安装图的垫片平面度精度要高于船体座架本身平面度精度要求。要保证垫片焊接完成后上表面的平面度在安装图规定范围内,必先保证船体座架与垫片下表面充分接触,故船体座架每块垫片位置需进行拂磨,然后用外形尺寸与垫片相同且上下表面平整的工装垫片进行检验,垫片与基座间的间隙要求如表1所示:0.05mm塞尺允许插入深度不大于10mm。如图1所示。

表1 中国造船质量标准(GB/T 34000-2016)单位:mm
2 主柴油发电机座架垫片平面度精度调控
2.1 拉线工装的制作要求

图1 船体座架垫片位置拂磨要求

图2 拉线工装示意图

图4 垫片位置测量点示意图
拉线法作为船舶建造过程中的常用方法,以其简单快捷,通俗易懂备受现场工人推崇,并且工装材料随处可见,边角余料即可,只要焊接牢固,不易变形。在拉线法调控座架平面度过程中,工装强度尤为重要,直接关系到最终垫片测量数据的精确度。一般采用“门”型工装,同时加上支撑以保证强度,如图2所示。
因拉线工装需确保在钢丝线受外力拉紧时不会变形或者松动,因此工装焊接部位必须烧全焊,且焊脚高度不得小于5mm。每台座架拉线工装布置需左右对称,前、中、后各两个。与此同时,按《柴油发电机组安装图》要求,精确划出所有垫片位置,如图3所示。高度方向可用水平管精确定位,确保同台座架钢丝线经过的每个工装位置点在同一水平线上。如有斜度要求,可先调至同一水平线上,然后再在中间和艉部四个工装水平位置点上根据斜度比例要求同时上、下平移相同的斜度比例值,保证钢丝线相对于船体基线的斜度满足要求。
该特种船舶布置三台主柴油发电机,故相对应有三台相同座架,每台座架的工装位置需相同,以方便拉钢丝线时挠度的计算以及测量数据类比检验。
2.2 钢丝线的安装及挠度修正
2.2.1 钢丝线的拉线位置确定
拉线位置是由垫片测量数据的位置决定,必须保证钢丝线经过每块垫片四个角测量位置一致。因此每个座架每边需拉设两条钢丝线,两边对称,共四条钢丝线。所有钢丝线在前中后工装位置的高度要求相同,可用水平管检查修正。拉线工装与钢丝线接触点可开一个半径约等于钢丝线半径的半圆形凹槽,以防止钢丝线在工装位置处受到轻微外力而滚动,致使测量数据不精确,如图2所示。每块垫片的测量位置,根据垫片加工要求及量具的测量移动范围,一般设在四个角位置,距离边缘各10mm点处最佳(如图4所示),做好标记,并保证每条钢丝线通过每块垫片两个测量点的正上方。
2.2.2 钢丝线拉设要求
钢丝线的长度由前后两个拉线工装间的距离决定,主柴油发电机座架长约7000mm,前后工装间距为6805mm,故6.805m的钢丝线自重导致了钢丝线的挠度的产生,因此,钢丝线的直径的选取直接关系到钢丝线的拉紧力及挠度的修正值,如表2所示。
从表2可知,以直径0.8mm的钢丝线为例,对应的拉紧力在539.4~637.5N之间。不足539.4N,钢丝线拉不紧,测量数据会不准确;而大于637.5N,则钢丝线可能会被拉断,因此,一般取中间整数值600N以方便弹簧秤读数调整。在钢丝线拉设过程中,一端绑定,另一端取适当长度之后,连接好弹簧秤及花篮螺栓,逐渐收紧花篮螺栓,同时看弹簧秤读数,直到读数到达600N为止,钢丝线拉紧完成。如图5所示。
2.2.3 钢丝线挠度值计算
在测量每块垫片的测量点与钢丝线间的距离前,首先要计算相应测量点位置的挠度值,如图5中ⅰ、ⅱ、ⅲ等位置。按以下计算公式:

y—挠度修正值(m)
g—钢丝线单位重量(N/m)
L—钢丝线两基准点间的距离(m)
X—钢丝线挠度测量点到基准点间的距离(m)
G—钢丝线拉紧力(N)

图3 拉线工装布置图

表2 钢丝线直径、重量与拉紧力对照表

图5 钢丝线拉设示意图
因每台座架工装位置一样,即基准点一样,每条钢丝线的直径一样,拉紧力也一样,故相应测量点位置的挠度值也一样,而一台座架的钢丝线前后段相对于中间位置工装对称,因此计算一条钢丝线的一半测量点挠度即可,如表3。
3 钢制垫片加工数据测量与计算
因加工钢质垫片的要求,每块垫片四个测量点的数据必须保证对角相加相等。一般使用内径千分尺测量,精度可达到0.01mm。平面度是代表整个座架的面,每台座架拉设四条钢丝线形成了一个虚拟面,消除钢丝线挠度后,这个面可看成是设备底座的下平面,且该平面能在垂直方向上上下平移(故只要符合测量工具的长度要求,工装高度理论上可为任意值),该高度即为垫片的大致高度,因此,垫片就是为了弥补虚拟面到船体座架上平面间的凹凸不平,故需要测量出整台座架的所有垫片测量点的数据(需加入每个测量点对应的钢丝线挠度值),然后计算出平均值数据,以平均值数据为基准点,计算出各个测量点相对于基准点的变化量数据,然后根据安装图垫片厚度为20mm的要求,将平均值数据定为20mm,则每块垫片四个角的厚度加工数据即为垫片厚度值加上其相对应的变化量,如表4所示。从表1可知,钢质垫片厚度要求需大于等于12mm,在《主柴油发电机组垫片图》中给出的垫片毛坯厚度为40mm,故垫片加工数据必须在12mm~40mm之间。表4中垫片加工数据的最小值为17.32mm,最大值为23.67mm,在要求范围之中。

表3 垫片测量点对应的钢丝线挠度值
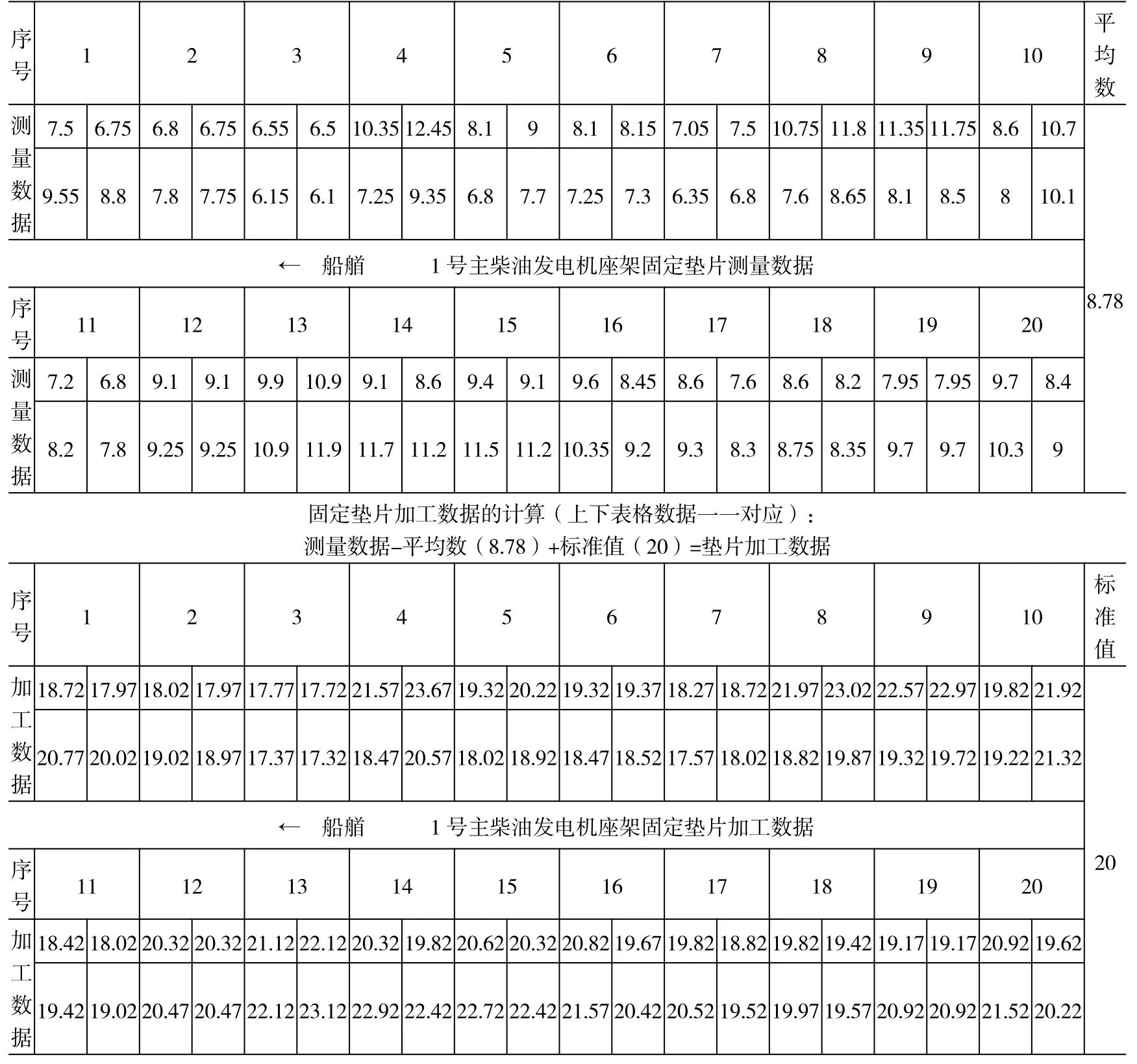
表4 垫片加工数据计算过程
4 钢质垫片的焊接工艺要求
钢质垫片加工回来后,按编号、正反前后方向正确放到座架相应垫片位置,烧焊前再次复查钢丝线到垫片测量点的高度数据。理论上每台座架垫片上平面的测量数据应该一样,但实际测量值因各种误差的存在,会有一定的不同。安装图中对平面度精度的要求为不大于1.5mm,考虑到垫片烧焊时还会有一定的变形量,为保证后续主柴油发电机弹性减震器压缩量的精度,我们在复查数据时将最大值与最小值之差控制在了1mm以内,如有超差,则该测量位置垫片重新测量、计算、加工垫片。
复查完成后,垫片开始烧焊:每块垫片调整好位置后,四个角先用工装虾弓码固定,然后对角点焊,按对称方向依次对边焊接,焊脚高度7mm。
5 效果验证
所有垫片焊接完成后,对垫片上平面进行色油倒色拂配,色油点均匀覆盖面积达60%以上,满足表1标准中的质量要求。最后平面度数据测量如表5,整台座架垫片平面度达到了0.85mm,远远小于安装图要求的1.5mm,顺利通过船东、船检报验。

表5 垫片平面度测量数据

表6 1号主柴油发电机弹性减震器压缩量报验数据
随后,在主柴油发电机组吊装后弹性减震器安装时,按《3000kW柴油发电机组使用保养维修说明书》要求,弹性减震器安装完成后需等12~48小时后才能进行压缩量测量。各减震器未装入前的高度和允许偏差为235±2mm,减震器在垂向方向工作载荷下,其相应静变形理论值为18±3.5mm,综上可得弹性减震器安装完成后的压缩量范围:217±5.5mm。压缩量不合格就必须重新用千斤顶顶起主柴油发电机组,采用1mm厚度的机带调整垫片进行调整,调整一次最少需两天时间才能测量数据。该特种船舶主柴油发电机组重心向发电机端(船艏端)偏移约270mm,故船艏端方向的减震器压缩量会小于船艉方向。为使整台设备安装高度在同一水平面上,我们将船艉端方向的十块垫片(6-10号和16-20号)提前各加了一块1mm机带调整垫片,如表6所示。三台主柴油发电机组一次性安装合格,通过船东、船检报验。
6 结束语
一级设备作为船舶重要设备,其座架垫片平面度精度调控一直是船舶制造过程中的重要监控项目,它直接影响到船舶的工作状态稳定性和安全性。同时平面度调控过程从工装制作到数据测量再到数据处理,环环相扣,必须仔细监控,随时复查,容错率极低。但只要最终精度调控到位,可大大缩短整台设备安装报验周期。
