电阻点焊在客车车身焊接的应用及研究
2019-10-12刘辉孙建锋
刘辉 孙建锋
摘 要:主要论述了电阻点焊技术的焊接原理、影响焊接质量的主要因素及控制措施,介绍了电阻点焊常用的电极材料,常用的双面点焊及单面点焊设备在客车车身及零部件焊接中的应用。
关键词:客车电阻点焊;单双面点焊;
前言
电阻点焊因其低成本、自动化程度高等优点一直为乘用车的主要焊接方式。但在客车行业,车身主要采用型材搭建的车身骨架与外型蒙皮焊接结构,包括车身外覆盖件,此类结构很大程度上限制了电阻点焊工艺的应用,而采用CO2保护焊工艺来焊接。随着客车不断向乘用车领域看齐,引入乘用车的生产设计理念,逐步采用冲压内外板结构,以致于电阻点焊在客车领域逐渐应用。
一 电阻点焊的基本原理
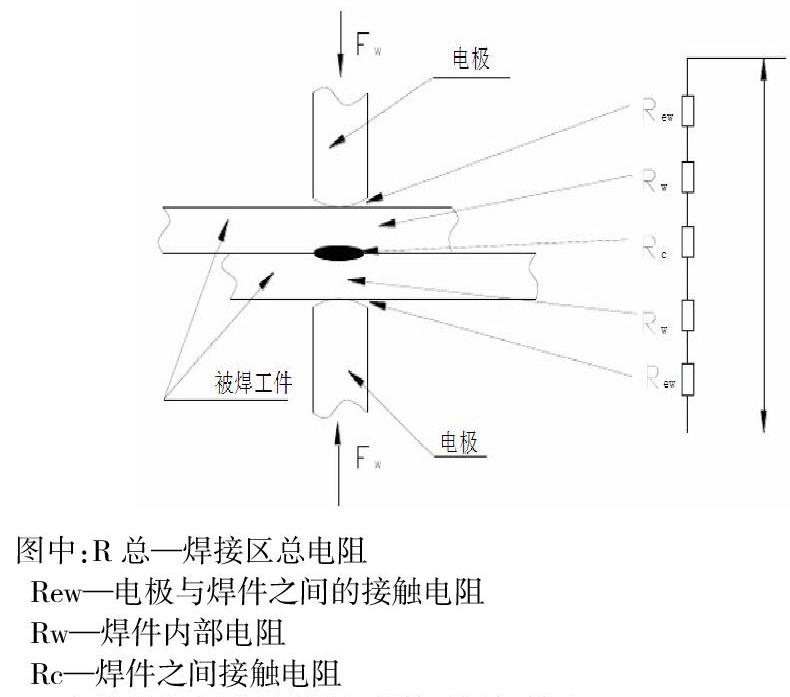
点焊,是指焊接时利用柱状电极,在两块搭接工件接触面之间形成焊点的焊接方法。通过对被焊接工件之间施加和保持一定的压力,从而使工件之间形成一个稳定的接触电阻,然后使焊接电源输出的电流通过被焊件之间的表面,产生热量,温度升高,局部熔化接触点,冷却后形成焊点。
1.1 点焊的热源:利用焦耳热(电阻热)进行焊接,Q=I2Rt。式中Q—产生的热量(J),I—焊接电流(A),R—电极间的电阻(Ω),t—焊接时间(s)
图中:R总—焊接区总电阻
Rew—电极与焊件之间的接触电阻
Rw—焊件内部电阻
Rc—焊件之间接触电阻
1.2点焊的基本循环:预压、焊接、维持、休止。
完整的点焊过程含预压,焊接,维持,休止程序。在预压阶段无电流通过,只对母材金属施加压力;在焊接和维持程序中,压力处于一定的数值下,通过电流,产生热量熔化母材,形成熔核;在休止程序中,停止通电,压力也逐渐减小。
预压的作用:在电极压力的作用下,清除一部分接触表面的油污和氧化膜,形成物理接触点,以保证所需要的接触电阻。
焊接、维持的作用:在热和机械(力)作用下形成塑性环、熔核,并随着通电加热的进行而长大,直到获得需要的熔核尺寸。
休止的作用:加热后液态金属(熔核)在压力的作用下更好的冷却结晶。
二 影响焊接质量的因素
焊接质量的主要影响因素有焊接电流和通电时间、电极压力及电流分流等。
2.1 焊接电流和通电时间
根据焊接电流大小和通电时间长短,点焊可分为硬规范和软规范两种。在较短时间内通以大电流的规范称为硬规范,具有生产率高、电极寿命长、焊件变形小等优点,适合焊接导热性能较好的金属。
2.2 电极压力
电极压力对两电极间总电阻R有显著影响,随着电极压力增大,R值显著减小,此时焊接电流虽略有增大,但不能影响因R减小而引起的产热的减少,因此,焊点强度总是随着电极压力的增大而降低,在增大电极压力时,需增大焊接电流或延长焊接时间。
2.3 电流分流
点焊时,从焊接主回路以外流过的电流称为分流。分流使流经焊接区的电流减小,由于分流的存在,降低了对焊接区域的加热作用,造成焊点强度下降。
三 电阻点焊常见缺陷及解决办法
汽车车身的焊接质量直接决定着整车的质量,车身的焊接缺陷,会导致功能组件失效等问题。通常电阻点焊主要有虚焊、烧穿、焊接裂纹、压痕过深、电极粘铜等,以下对几种典型缺陷进行分析:
3.1虚焊
虚焊—焊点熔核直径小于要求的最小值dmin,焊点发白为虚焊。
原因及解决办法:
1)电流过小,点焊时间过短。解决措施为加大电流,延长点焊时间。
3.2 烧穿
烧穿—为在焊点的中心部位发生穿孔缩孔现象,会降低焊点强度;
原因及解决方法:
1)电流过大、点焊时间过长、维持时间短、电极压力不足等,可以通过调整点焊参数,减小焊接电流和焊接时间、增加维持时间,提高电极压力来解决。
2)电极头端面小或者电极头及板材上有杂质,使电流过于集中,从而导致烧穿。在焊接前应打磨电极头,清洁板材表面。
3.3 压痕过深
电极加压在板材上留下的压痕深度超过薄板厚度的50%时,为不合格焊点。
原因及解决办法:
电极接触面积小,电极压力大,焊接时间长。解决措施:在保证电极头面积达到要求的情况下减小电极压力,在保证焊点强度的情况下,适当缩短焊接时间。
四 電阻焊电极的选择
在客车生产过程中,为了提升车身的抗锈蚀能力,外覆盖件蒙皮均采用镀锌钢板,内饰件基本为冷轧钢板,板材材质不一。焊接时需从电极材质入手,选择适合电极,以充分发挥点焊优势。
常见的电极材料有铬铜(CuCr)、铬锆铜(CuCrZr)、氧化铝铜(CuAl2O3)以及铍铜(BeCu)。电极帽属于大量消耗工业品,在客车生产过程中,常用的电极材质为铬锆铜,同时氧化铝铜电极也开始逐渐应用。氧化铝铜与铬锆铜相比,具备更高的硬度和强度、出色的高温机械性(软化温度900℃)及良好的导电性,寿命长。氧化铝铜在镀锌钢板的点焊中发挥了很大的优势。
五 客车车身及零部件焊接过程中常用的点焊设备
5.1 双面点焊设备
工频交流点焊设备是目前广泛使用的常规点焊机。如立式点焊机,主要用于加工侧封板等零件规格平整、尺寸小、要求不高的产品;悬挂式点焊机,主要配合夹具使用,用于加工内外板结构灯框、保险杠总成等相对复杂,焊接定位要求高的零件。
5.2 单面单点点焊设备
单面单点点焊机需要借助外力使用,主要焊接固定的或体积较大的大板蒙皮,用于客车涨拉蒙皮的焊接。
六 结论
无论是在乘用车还是客车,电阻点焊因高效率、低成本、操作简单等优势已成为汽车行业应用十分广泛的一种焊接工艺,这种焊接工艺降低了对人员技能的依赖,但对设备的焊接性能提出了更高的要求。在日常的焊接作业中,要针对不同种材质及板厚的工件寻找设置一个合适的焊接参数、选用合适的电极材料,保证焊接质量和效率最优。
参考文献:
[1]中国机械工程学会焊接学会. 焊接手册第3版(修订本)[M].北京: 机械工业出版社,2016.
[2]邹增大.焊接材料工艺及设备手册[M].北京:化学工业出版社,2011.08
[3]张洪延.电阻焊:基础与应用(第二版)[M].北京:科学出版社,2016.10
[4]姬胜利.汽车车身电阻电焊焊接缺陷的控制[J].焊接技术,2011(7)
[5]朱鸿博.氧化铝铜电极帽在镀锌板焊接中的应用[J].汽车工艺师,2015,08
