嵌入式点胶控制系统人机界面设计
2019-10-09邹连英于宝成
邹连英,高 宁,于宝成
(1.武汉工程大学 电气信息学院,武汉430205;2.武汉工程大学 计算机科学与工程学院,武汉430205)
点胶是一种生产工艺,最主要的应用是在LED封装领域,是其关键生产环节之一,除此之外还广泛应用于电子封灌、平面密封、网格胶带、PCB 保护、螺纹密封等领域[1-3]。 点胶机可以将胶水或其他溶液点滴到目标物体上,将目标物体固定,准确而快速的点胶控制能够基本满足装贴需要。 本设计提供了功能完善、开发友好的操作界面解决方案。
当前市场上既有成本十分昂贵、性能非常优越的智能点胶机,也有便宜、性能一般、操作基于旋钮式的点胶机[4]。 采用四轴运动控制卡+IO 卡+工控机(主机和显示器)+伺服系统是目前比较流行的自动点胶机控制方案。 这种方案的缺点在于成本高,设备体积庞大,设备启动速度慢,开发周期长,需要强大的硬件和软件开发团队的支持[5-7]。 本次设计的方案优点在于界面友好方便操作人员学习且便于维护,系统构成简单,成本较低,性价比较高,运行可靠。
1 点胶机系统结构
触摸屏与主控芯片之间的通信由USART 串口实现,连线简单[8-9]。 嵌入式智能点胶机系统的硬件结构如图1 所示。 主控芯片和伺服电机驱动器之间的连接可以有RS232 通讯方式、CAN 总线通讯方式和外部脉冲控制方式,由工作环境确定[10]。在比较恶劣的工业环境下,多用外部模拟量输入控制方式,由主控芯片引脚输出PWM 波到驱动器来控制电机的工作。 伺服电机外接24 V 电源和GND,电机的控制和反馈通过三相编码器和驱动器连接其接口实现。
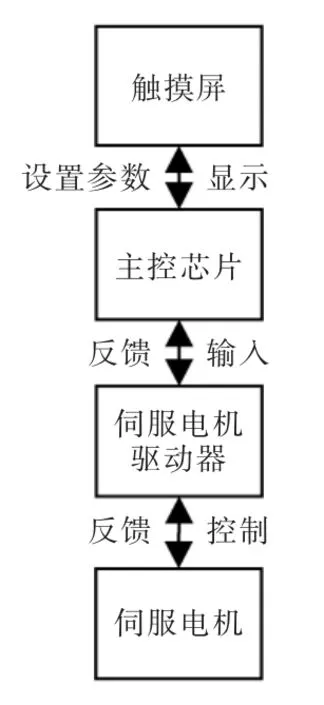
图1 系统硬件结构图Fig.1 System hardware structure diagram
1.1 主控芯片的功能和选型
主控芯片负责调度系统的模块功能,主要负责系统的控制、通讯、存储。 控制功能包括控制电机启停、系统任务的中断和管理、异常处理等。 通讯功能实现主控芯片与触摸屏之间的交互,触摸屏的主要控制关键开关量以及状态显示。 因此,本控制系统采用串口通信的方式实现触摸屏和主控芯片之间的交互,将得到的控制信号通过RS232 经过特定的协议输入到伺服驱动器中。 存储功能主要用来记录系统运行的重要信息,如开机时间、异常状态信息等[11]。 基于嵌入式的点胶控制系统属于实时控制系统,控制器需要高速实时地进行高速处理,同时还需有一定的存储能力。
STM32F407 芯片工作频率高达168 MHz,拥有4 个USRAT 串口接口可以用来通信,2 个PWM 定时器用于电机脉冲模式控制,多达1 MB FLASH 可以用来存储历史信息。 本设计使用2 个串口模块用来通信,通过D-Code 数据总线来访问STM32F4 内部闪存模块存取历史信息。 STM32F4 系列芯片能够满足本设计对运算性能、存储能力和可扩展性的要求。
1.2 点胶机控制
1.2.1 现有点胶系统的控制方法
点胶系统控制器是用来联通机器平台与点胶阀的纽带,用来控制点胶阀开关。 这些控制器根据点胶机控制阀的不同分为不同种类,但大多数控制器与操作人员的信息交互的方式采用LED 显示参数、旋钮或按键设置参数,可操作性十分有限[12]。
1.2.2 伺服系统和点胶泵控制
本设计针对低成本应用场景,采用高性价比伺服控制解决方案,在确保稳定可靠的前提下选择低压交流伺服系统。 和普通的步进电机系统相比,噪声低、转速高、发热小、恒力矩输出、不丢步;和步进伺服电机系统相比,功能、性能和可靠性更好。 低压交流伺服系统满足出胶控制精准,保证出胶的稳定可靠的要求。
螺杆泵点胶在目前的接触式胶液分配系统中被普遍采用,螺杆泵点胶具有胶量易控制、适宜不同粘度的胶液和成本较低等优点[13]。 螺杆泵是最终完成点胶的部件,胶液储存在物料区,在电机施加的恒定压力下被推吸到螺杆段,螺杆通过伺服电机驱动开始旋转,螺杆旋转推动胶液在螺槽内往外滑动, 胶液最终从针头挤出, 并与目标物体接触、拉断,最后在目标物体上留下一定量的胶粒,完成点胶。 在此过程中螺杆运动参数在触摸屏上设置,是控制出胶量的主要因素,螺杆结构参数和针头尺寸只能预先设好。 本设计采用螺杆点胶泵实现点胶功能,其动力驱动采用高分辨率的步进电机,精准控制所需出胶量。
2 人机界面设计
设计一个便于用户实际操作的人机交互界面往往能提高控制系统的实际应用价值。 人机界面主要显示点胶机当前工作状态并通过串口通信实现与伺服电机驱动器数据的交换,为操作人员提供可操作的界面。 这个人机交互界面应该有必要的引导功能,对操作人员友好,美观易懂、能向主控芯片传递输入的参数以及能实时显示控制设备的状态。
2.1 触摸屏的选型
并口屏通常采用8 位或16 位的并方式与外部连接。并口屏能对显存直接操作,并口屏实时放映速度相对串口屏更快,抗干扰不是很强,适合速度高但是显示图片比较简单的环境。 并口屏成本较低,实现功能简单,但并口的方式会耗费控制器很多资源,主控芯片性能不佳且事务繁杂不宜采用并口屏。 并口屏的开发需要工程师对液晶屏的文件管理和显示原理有了解,开发进度慢,产品升级不方便,处理图片、文字等工作要工程师自己来做,一般要有很好的研发基础,否则开发出来的产品稳定性不高。
串口屏通过串口(USART 232)与主控芯片进行通信来控制显示屏。 串口屏开发起来较简单,但是反应速度比不了并口屏,刷新整个屏幕的速度会比较慢。 单片机通过协议来控制液晶显示内容,对单片机系统本身性能要求不是很高,但串口屏会占用单片机串口资源。 只需编写串口通信程序就可实现菜单、文字、图片操作,对研发人员要求低,开发周期要快很多,但价格相对并口屏会高一些。 工业上一般串口屏比并口屏用的多,毕竟串口屏操作简单快捷,编写程序代码也比较简单,串口通信也比并口的传输速度快,这里选择串口屏作为触摸屏设备。
2.2 人机界面的功能与结构设计
对触摸屏进行设计,将设计好的页面,控件下载到触摸屏设备中, 集成触摸屏下内置一块芯片,界面的显示是触摸屏设备内部实现的,主控芯片不需要底层驱动, 底层功能都由触摸屏设备封装好。点击某个按钮,在触摸屏改变内容的同时,会发送指令到主控芯片,通过程序计算或选择,返回指令到触摸屏,改变屏上的状态或某个值,在这个过程中发送和返回的指令格式均可以按主控芯片设定好的格式来收发,方便了用户的开发。 受限于篇幅,这里仅展示触摸屏主页、 菜单和人机界面结构图,如图2~图4 所示。

图2 触摸屏主页界面图Fig.2 Home interface diagram of touch screen

图3 触摸屏菜单界面图Fig.3 Menu interface diagram of touch screen
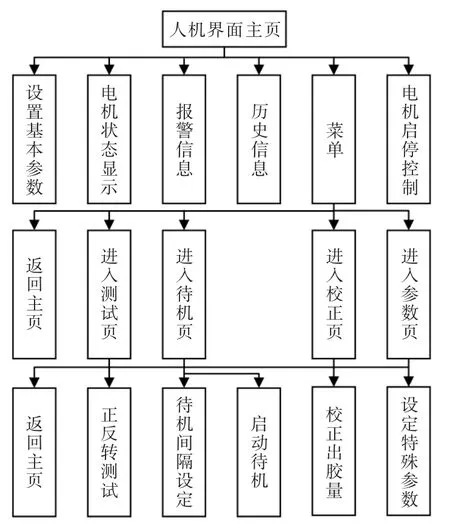
图4 人机界面结构图Fig.4 Human-machine interface structure diagram
图2界面为主页,左上方7 个小工具为状态显示,输出系统的状态信息;中间2 个报警装置显示报警信息;右上方3 个按钮分别用来跳转到相应界面;左下方表示已设定好的有关值;右下方表示历史的报警信息。 点击菜单跳转到菜单界面。 菜单页面下还能设计扩展的功能按键,当机器出现某种异常情况的时候,人机界面自动弹出报警信息,工作人员找到问题并对设备进行检修。
图3 界面为菜单,左上方4 个小工具为控制按钮,右上方输出模块的状态信息,下方的7 个按钮分别用来切换到 “主页”、“测试”、“待机”、“校正”、“参数”、“监视”界面。
图4 为人机界面结构图,主页和菜单的功能框图可以在图2 和图3 中找到模块。 点击主页中的菜单则进入更深一级的页面选择,这些页面都有其特定功能。 以上结构框图描述的功能基本能够满足一个点胶机操作人员能够对机器进行的所有操作,功能完整且界面友好。
3 系统调度软件设计
整个系统的调度和参数的传递主要是通过主控芯片来控制,主控芯片通过串口数据线控制下位机并更新触摸屏显示。 点击触摸屏上不同的按键时,触摸屏传递相应的信号到主控芯片,主控芯片整理信号并发送指令控制下位机。 主控芯片触摸屏操作的工作流程如图5 所示。
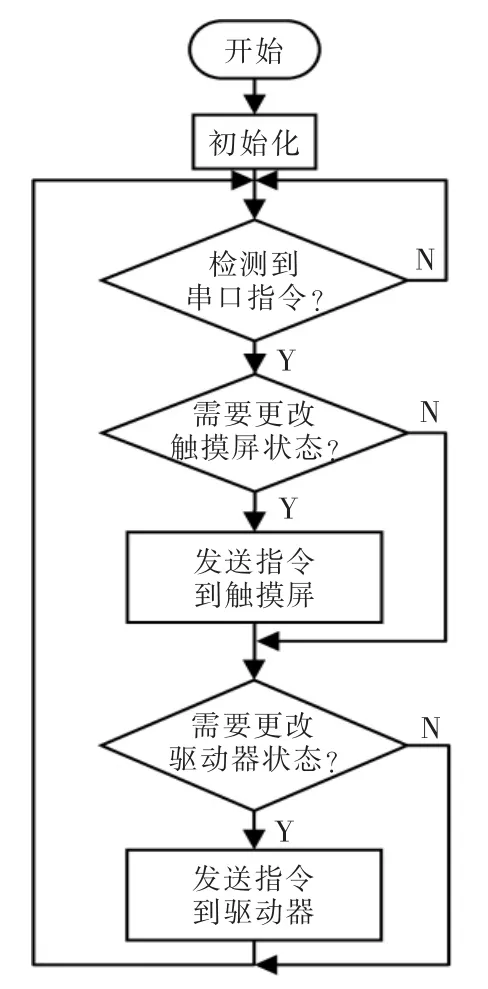
图5 主控芯片工作流程图Fig.5 Flow chart of main control chip
图中指令的转换和发送过程的程序由主控芯片控制并通过串口传输,其中指令转换的代码还可拆解为触摸屏更新操作和伺服电机驱动器的控制操作,实际的操作过程会一直检测串口指令。 点胶机系统开机时系统调用初始化函数,触摸屏进入主页。 主页函数中检测串口指令,检测到串口指令后由主页上的菜单项进入其他下级功能页面,此功能由主控芯片通过状态机语句实现。 在每个页面的函数体中检测驱动器发来的反馈信号,发生报警时进入中断服务函数,在触摸屏上显示报警。 步进电机的启停、转速和运动方向都由伺服电机驱动器接收到的脉冲信号控制,根据脉冲信号模拟量通过改变速度参数值控制电机转速;脉冲信号起始的高低电平决定方向,驱动器根据接收到的方向信号,修改当前方向控制位的电平状态,控制电机转向。
4 系统调试结果
本次调试主要根据设计的界面,点击界面上的按钮,观察触摸屏按照指定要求工作的情况。 点击图2 参数旁边的“+”或“-”设置参数然后点击运行,电机按给定的量正常运行10 s,,利用精密微量天平称量10 s 内挤出胶液的质量将其与给定量进行对比,结果表明误差在3%左右。 点击待机按钮,电机从任意状态停止运行。 点击菜单按钮,触摸屏从主页切换至菜单页面, 菜单页面下有其他功能按键,分别可以进入到不同的功能界面,通过在触摸屏输入参数也可以达到控制电机参数的效果。 这种页面切换式的操作方式让人一目了然,使用方便,运行调试结果说明在该点胶机系统能够基本达到预期显示和控制效果。
5 结语
本次设计方案主要针对市面上主流的点胶机系统提供人机操作界面方案优化,对于操作人员更加友好易于维护, 容易输入参数和观察异常报警。在效率、成本、功能和可操作性等方面进行了综合考虑后,提出了触摸屏界面的设计并简要介绍了关键部分的功能和实现。 相比一般工厂使用的半自动化按钮式或者单页面式的人机界面,本文提出的人机界面设计方案功能齐全、结构简单,方便了操作人员,而且具有范围很广的可扩展性,除了可以运用在点胶机上,同样可以运用到其他中小型工作模式类似的仪器上。
