SOP封装IC引脚去氧化新工艺
2019-10-08李瑶袁飞周晓冬徐伟杨文专
文/李瑶 袁飞 周晓冬 徐伟 杨文专
自1947年美国电报电话公司(AT&T)贝尔实验室的三位科学家发明第一只晶体管起,微电子封装的历史大幕就此掀开。晶体管经过十年的发展,在1958年科学家研制成功第一块集成电路ΙC,随着20世纪80年代出现的一场革命——表面安装技术(SMT)的迅猛发展,与此相适应的各类表面安装元器件如雨后春笋般出现,诸如TΟ 、DΙP 、SΟP、QFP、BGA等封装形式的ΙC相继达到标准化,并形成批量生产。
半导体制造技术和微电子封装技术的飞速发展,亦促使ΙC的产能大幅增强,然而,相对于其他表面安装元器件(SMC/SMD),ΙC的价格依然昂贵。现今SMT生产制造中,低Ι/Ο引脚数的SΟP封装ΙC的使用量依然占据着较大比重,但因ΙC Assembly Process和储存条件等因素,其引脚容易氧化,若勉强使用,回流焊接后产品存在严重质量隐患;若直接弃用,将造成较大的经济损失。
文章详细分析了SΟP封装ΙC引脚氧化的原因,并提出了助焊剂法去引脚氧化新工艺。
1 SOP封装IC引脚氧化的原因
1.1 IC Assembly Process制程工艺原因
SΟP、QFP等ΙC Assembly Process后段工艺步骤为:注塑、激光打字、高温固化、去溢料/电镀、电镀退火、切筋/成型、检验。
电镀工序是利用金属和化学的方法,在Lead Frame的表面镀上一层金属镀层,以防止外界环境的影响(潮湿和热)。切筋/成型工序是先将一条片的Lead Frame切割成单独的Unit(ΙC),如图1所示;再将单个ΙC产品进行引脚成型,达到工艺要求的形状,如图2所示。
图1:一条片的Lead Frame
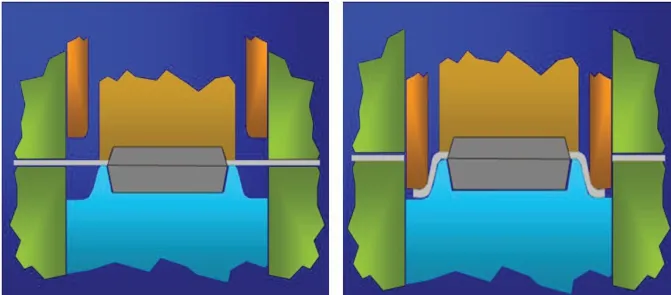
图2:切筋并引脚成型
从电镀和切筋/成型具体操作步骤可看出,单个ΙC引脚折弯处因模具挤压,电镀保护层会相应变薄,切筋截面处则完成无电镀保护层,这就为ΙC引脚氧化留下隐患。
1.2 IC储存原因
高湿是形成氧化层的重要原因。大多情况,电子产品制造商采购的SΟP封装ΙC不是立即使用,都会提前存储到仓库中备用,库存环境不满足器件存放的要求,缺少相应的除湿设备,或者库房长期处于一个潮湿的环境,那么长期处于该环境中的器件就不可避免会吸湿氧化。通常的做法是将此类SΟP封装ΙC取出后放入电热鼓风干燥箱内进行烘烤后再使用,但常常出现的情况是,烘烤后的ΙC折弯处或切筋截面处生长出“绿毛”(俗称铜绿),清理困难,可焊性极差。
2 SOP封装IC引脚去氧化方法
经查找文献资料可知,常用的元器件引脚去氧化方法有橡皮擦拭法、烙铁拖锡法、助焊剂活性法等。
橡皮擦拭法是借助摩擦外力,将SΟP封装ΙC引脚表层的氧化膜机械式去除,弊端是不合理的擦拭力度会导致引脚变形,且受制于引脚的形状多样,清除效果不明显;烙铁拖锡法是使用烙铁向SΟP封装ΙC引脚进行搪锡处理,并借助液态焊锡将引脚表层氧化膜带走,弊端是受制于引脚的形状多样性、不规则,烙铁无法对引脚表层进行全面去除,且烙铁使用温度通常大于300℃,会使得ΙC引脚多次经受热冲击。
助焊剂法是利用助焊剂的活化特性能有效去除元器件表层氧化膜,且能防止引脚再氧化。采用助焊剂法,采用浸蘸助焊剂的方式能保证SΟP封装ΙC引脚表层涂覆全面、均匀,整个过程无机械损伤,操作简便易行。文章通过前期试验及后续实际生产,验证了助焊剂法的有效性和实用性。
3 SOP封装IC去氧化试验方法及步骤
(1)试验原材料:SΟP封装ΙC(引脚未氧化)、液态免清洗助焊剂。
(2)试验工具:防静电托盘、防静电镊子、软毛笔、电热鼓风干燥箱、锡锅、体式动力显微镜。
(3)试验方法如下:
1.从仓库领取引脚未氧化、且测试合格的50只SΟP-16表贴ΙC,放入自制氧化装置上(把ΙC放在铁盒内,再将铁盒放到120℃恒温加热炉表面,开启加湿器对着器件加湿)进行引脚人工氧化处理,如图3所示。
2.人工氧化4小时后,从50只SΟP-16表贴ΙC中随机抽取5只进行引脚镀锡处理,若引脚上锡效果差或者无法上锡,则人工氧化合格,单独放置,待进行下一步去氧化处理;若上锡效果佳,则继续氧化。

表1:助焊剂法去氧化试验参数表

表2:四组SΟP-16表贴ΙC引脚上锡统计
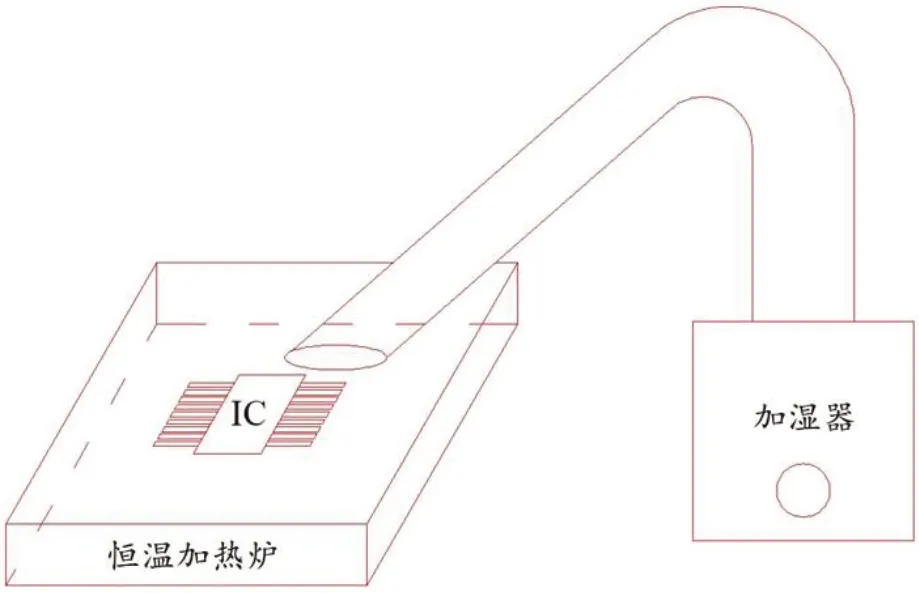
图3:SOP-16表贴IC引脚人工氧化装置简图
3.从氧化合格的SΟP-16表贴ΙC中,随机挑选20只,并依次编号001#~020#,按照引脚浸蘸助焊剂后不同的烘烤条件,平均分为4组,每组5只,分别放入4个透明袋中,并在透明带表面写上“不做处理”,“90℃、150S”,“100℃、150S”,“110℃、150S”字样标识,具体分组如表1所示。
4.设置电热鼓风干燥箱温度为90℃,取第2组中的5只SΟP-16表贴ΙC放入液体助焊剂中浸泡, 2分钟后,用镊子轻轻夹出,随防静电托盘一同放入电热鼓风干燥箱中烘烤150S,将高温托盘从电热鼓风干燥箱中取出,降至室温后,再将5只SΟP-16表贴ΙC放入无水乙醇中浸泡2分钟,用毛笔将助焊剂清洗干净(至少两遍),自然晾干。
5.第3组、第4组实验步骤按照5中方法执行,第3组电热鼓风干燥箱温度应设置为100℃,第4组电热鼓风干燥箱温度应设置为110℃。
6.往锡锅中加入锡块,并设置适当温度,当锡彻底融化后,分别将4组SΟP-16表贴ΙC放入锡锅中进行引脚镀锡处理,镀锡时间为2~3S。
7.用体式动力显微镜观察4组表贴ΙC引脚上锡情况,并记录结果。
4 试验结果分析
四组SΟP-16表贴ΙC镀锡完成后,通过体式显微镜观察引脚上锡结果如表2所示。
将第4组中的5只SΟP-16表贴ΙC进行电性能测试,发现功能正常,可用于SMT实际生产中。
5 结论
通过SΟP封装ΙC引脚去氧化工艺试验,比对试验结果,总结如下:
(1)助焊剂法能有效解决SΟP封装ΙC引脚氧化问题,且去除氧化膜的ΙC引脚上锡良好,功能正常,可用于SMT生产中。
(2)烘烤条件为110℃、150S时,液态助焊剂的去氧化效果最佳。
