数车刀具刀尖半径补偿与G71指令结合编程加工应用策略
2019-09-25刘才志
刘才志


摘要:车刀刀尖半径补偿功能是数控车削编程、加工中的重点、难点,G71指令是数控车削外圆中应用最为普及的一个指令,正确、有效的将以上两个指令结合在一起进行编程和加工,对提高粗精车外圆的效率、加工质量有着极其重要的意义。本文就刀具刀尖半径补偿在G71功能编程中的具体应用进行分析,以提高編程效率和加工质量。
关键词:刀具半径补偿;G71;结合;编程;加工
中图分类号:TG519 文献标识码:A 文章编号:1007-9416(2019)06-0014-02
0 引言
在数控编程与加工中,大多数工程技术人员均习惯于使用G71指令进行外圆车削,对G71的应用相对而言也比较得心应手,他们在进行外圆切削时的一般做法是:先对零件放出一定余量,然后用G71进行粗、精车,在完成G71加工后,再进行尺寸测量,视误差大小,最后用基本指令进行精加工完成。这样做下来过程比较繁琐,同时也人为的将刀具半径补偿功能与G71功能分裂开来,不利于高效率编程。特别是面对零件加工精度要求较高时,必须考虑刀具圆弧半径的实际存在以及刀具圆弧对加工精度的重大影响,因此在熟练运用G71的基础上,有效融入刀具半径补偿指令是提高工件加工指令的关键所在,也是一个数控技术人员必备的编程基本功。
1 理解功能、明晰意义
1.1 刀具半径补偿的意义
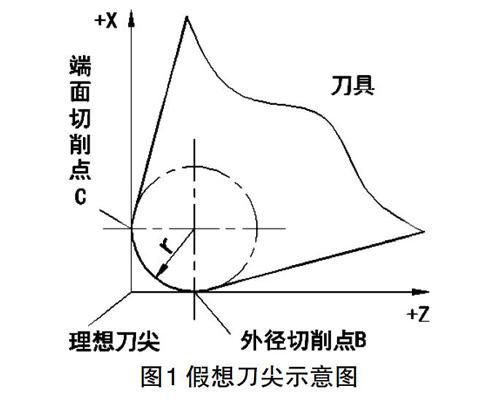
任何车刀的刀尖都会由于制造、刃磨、磨损等原因而带有一定的刀尖圆弧,但在编程及对刀过程中我们都是以理想刀尖点作为刀位点,如图1中所示的O点。数控编程和加工中,我们都是以这个理想刀尖点进行编程,设想在加工过程中理想刀尖点和工件轮廓重合,而实际切削时刀具的切削刃是刀尖的圆弧切点而非理想刀尖点,在切削内外圆柱面和平端面时,被加工的工件轮廓和实际切削刃的走刀轨迹重合,不会产生加工误差。但在加工圆锥面和内外圆弧时,被加工的工件轮廓(编程轨迹)与实际切削刃的走刀轨迹存在明显误差,从而造成工件尺寸不同程度的过切或欠切,将会造成加工误差,见图1。
刀尖圆弧的存在虽然有利于提高刀具寿命和降低工件表面粗糙度,但在加工圆锥和圆弧轮廓时由于会造成实际切削点与刀位点之间的位置偏差,特别是在加工高精度零件时影响很大。要消除由于刀具刀尖圆弧半径带来的加工误差就必须采用刀尖圆弧半径补偿功能,即通过刀具补偿指令,我们编程时依然可以依据工件轮廓尺寸采用G71进行编程,而刀具实际运动轨迹由数控系统自动计算,从而自动调整各坐标轴的移动量,确保实际加工轮廓和编程轨迹上完全一致,从而消除刀具半径带来的误差。
1.2 刀具半径补偿的指令
车刀刀具半径补偿指令包括G41、G42、G40,其中G41表示刀具半径左补偿指令(简称左刀补),G42表示刀具半径右补偿指令(简称右刀补),G40表示刀具半径补偿取消指令。
1.3 左右刀补的判别方法
以加工平面(XZ面)的第三轴(Z轴)的负方向为观察方向,沿着刀具运动方向看去(假设工件不动),若刀具位于工件左侧,则为左刀补G41刀具,反之则为右刀补G42。
1.4 科学确定刀具半径补偿功能参数
采用刀尖圆弧半径补偿进行加工时,如果刀具的刀尖圆弧和切削时所处的位置(即刀尖方位)不同,那么刀具的补偿量与补偿方向也不同。
(1)刀具刀尖圆弧半径。现数控车床使用的刀具在加工效率、加工精度等方面的考虑下一般使用的都是可转位车削刀片,此类刀片可直接根据刀具型号得到刀尖的圆弧半径,如我们最常使用的80度菱形刀片CNMG120408,08代表的就是刀尖圆角半径为0.8mm。
(2)车刀形状位置参数。车刀形状位置参数即刀具刀位点与刀尖圆弧中心的位置关系,其从0~9有10个方向,如图2所示。
1.5 正确输入刀具半径补偿功能参数
在数控系统编程时,不需要计算刀具圆弧在加工中造成的尺寸误差,而只需要按照工件的轮廓编程,在程序中加入使用刀具半径补偿指令编程即可。具体做法是在“刀补表”任务栏中设置好相应刀号的刀具半径值及刀尖方位,数控系统在自动运行时就能自动计算出刀具中心轨迹,即刀具自动偏离工件轮廓一个刀具半径值,从而加工出所要求的工件轮廓。
2 结合应用,形成经验
加工图3所示零件,我们可以先单独以大家熟识的G71指令进行编程,然后再在此基础上加入刀具半径补偿指令,从而形成编程方法的格式化、经验化,以便编程者深刻了解,既降低学习难度,又达到灵活运用的目的。现以华中数控系统为操作系统,使用G71指令与刀具半径补偿指令对图示零件进行结合编程。通过G71指令单独编程程序和在G71编程基础上加入了刀具半径补偿功能后所编程序的对比可以看出,只要在“循环体”中的进刀程序段加入G42,在“循环体”外的退刀程序段加入G40即可完成刀具半径补偿功能,实现零件的粗精加工,确保零件加工精度,见图4。
3 总结要点,巩固强化
(1)刀径补偿的建立和取消应在不加工的空行程段上,且在G00或G01程序段上实施。建立和取消补偿的程序段,必须是在补偿平面内不为零的直线移动,且移动距离大于刀尖半径补偿值,否则系统会产生错误报警信号。(2)在进行G71循环指令粗加工时,数控系统并没有执行刀尖的半径补偿功能,待G71指令执行完毕后,才会在其后的精加工中执行刀具的半径补偿功能。(3)由于刀具在加工过程中存在磨损情况,致使刀具的半径值是动态变化的,因此当我们所加工的零件精度要求特别高时,可以在粗加工之后,精加工之前对当前刀具实际刀尖半径值进行测量,将此实际刀具半径测量值再次输入半径补偿界面,而不必修改零件原程序,即可消除加工误差,提高加工效率。
4 结语
数车外圆复合循环切削指令G71和刀具刀尖半径补偿功能是数控编程中十分重要的两个编程加工指令,合理、科学的结合运用该两个指令来进行编程,对于降低编程难度,提高加工质量和效率有着重要的意义。对于不同的数控系统而言,其编程方法和技巧是基本不变的,变化的只是指令的格式而已,这需要编程者在实际使用过程中必须做到触类旁通,举一反三,多加练习,以不断提高编程技能。
