余热发电工程电站高温高压耐热钢管道焊接施工操作工艺研究
2019-09-18吴学才
吴学才

【摘 要】依据高温高压汽轮机本体管道和电站系统管道工艺参数和安全运行要求,论文对提高新型高效节能汽轮发电机组主机管道和电站系统管道的焊缝安全、质量、焊接效率等焊接工艺进行研究,将改进后的工艺方法应用于主机生产和安装工程,取得了良好的效果。
【Abstract】 According to the process parameters and safe operation requirements of high temperature and high pressure steam turbine main pipeline and power station system pipeline, this paper studies the welding technology of improving the welding safety, quality and efficiency of the new high-efficiency steam turbine generator and power station system pipeline. The improved process method is applied to the host production and installation engineering and has achieved good results.
【关键词】耐热钢管道;质量;安全;焊接效率
【Keywords】 heat-resistant steel pipe; quality; safety; welding efficiency
【中图分类号】P755.1 【文献标志码】A 【文章编号】1673-1069(2019)07-0145-02
1概述
1.1市场需求
洛阳中重发电设备有限责任公司为适应市场需求,自主研发的高温高压汽轮发电机组,是一种新型高效节能汽轮发电机组。多次改进生产制造工艺,破解了多项技术难题,已经成为中信重工余热发电和成套电站的新产品、新技术和新亮点。近几年,发电机组应用于燃气发电、干熄焦余热发电、生物质发电、多种工业余热发电产业的节能减排、热电联产、能源阶梯利用项目,市场前景广阔。
1.2 设计要求
高温高压电站系统一般压力为8.83MPa、蒸汽温度530℃左右,电站高温高压管道焊接包括系统管道和主机部分的汽轮机本体的喷嘴室、蒸汽室,对ZG15Cr2Mo1、ZG15CrMoV,接管部分为12Cr1MoV等材料进行焊接,这些低合金珠光体耐热钢的抗高温综合性能强,稳定性好,但是可焊性差,对焊接工艺的要求非常高。
1.3 质量安全
电站系统高温高压管道焊缝的质量优劣直接关系到系统的长期高负荷安全运行,焊缝质量是保持耐高温蠕变性、高温保持设计强度的主要因素。2016年8月11日14时49分,由某公司施工的湖北省当阳市马店矸石发电有限责任公司发生高压蒸汽管道裂爆事故,造成重大人员伤亡和财产损失,除人为管理因素外,高压管道的焊接质量未达标也是主要的原因之一。因此,高温高压管道的焊接事关安全,责任重大。
1.4 高效生产
高温高压电站系统的主机生产和管道安装周期较长,为缩短周期,在保证或提高焊缝质量的前提下,探索了采用摇摆焊法对小于57mm小口径管道进行全氩弧焊摇摆焊;对大口径管道采用氩弧焊摇摆焊打底手工电弧填充焊盖面、MAG焊填充盖面、手工电弧焊填充盖面或MAG焊填充手工钨极氩弧焊摇摆焊盖面的焊接工艺方法焊接,不但大大提高了焊接效率,也提高了焊缝质量,焊后射线探伤,一次合格率达到100%。
1.5 外观美化
随着对工业产品的质量要求越来越高,对重工产品焊接技术要求不断提升,焊缝的外观质量不断升级,焊接工艺与艺术的结合日益紧密。因此,工匠精神、工业艺术与技术深度融合,使焊缝的外观日益趋于艺术化。
2 焊接工艺方法介绍
2.1 焊接方法
手工钨极氩弧焊摇摆焊操作手法是手持焊枪焊嘴靠挨母材坡口一侧引燃电弧,大拇指沿食指指尖方向摩擦送丝,形成熔滴、熔池。然后利用手腕的摆动使焊嘴按照要求的线型和方向摆动,利用熔滴的表面张力作用来填充坡口的一种手工钨极氩弧焊接方法。
这种焊接方法也可应用于MAG焊,但是操作的方法略有不同,原理一致,获得的效果较好。
2.2 技术特点
①以焊把保护瓷咀两侧在母材上确定支撑为支点,获得最佳操作手感,摇动焊把,形成电弧摇摆的宽度,沿一定形状路線有规律地前进,保持一定的频率和速度。根据焊缝的宽窄、深浅、温度等,选择适当的前移量、频率、速度、送丝方法,焊出均匀漂亮的合格焊缝。②根据匹配的焊接参数,准确地控制热输入量,进行快速焊接。③由于最佳焊接支撑点的支撑作用,减轻焊接操作的强度,快速焊接提高焊接生产效率,精准的热输入量保证熔敷金属的元素成分烧损率最低,保证合金金属晶粒细化。
2.3 工艺目标
①快速获得均匀和一定厚度的打底、填充及盖面,而且打底的焊缝背面成型良好。②形成较为完美的外观及成型焊缝花纹,如均匀连续的鱼鳞纹、花形纹、几何纹等。
3 焊接工艺手法操作要领
3.1 送丝方法
就用大拇指与食指、中指紧夹焊丝,用大拇指沿食指指尖方向靠摩擦向前推动焊丝,焊丝从无名指和小拇指中间穿出,起定位作用。
摇把送丝法的特点是续丝稳而快,不间断,均匀地摆动加大了Ar的保护圈,更好地保证了焊缝的质量。特别是不锈钢、有色金属材料的焊接,熔池均匀、气体保护得当,焊接外观更美观,稳定性高,又减少了坡口两侧的咬边现象。
3.2 摆动方法
焊嘴摆动是氩弧焊摇摆焊操作关键,焊嘴轻轻挨着坡口作为支撑点,一侧停留并引燃电弧形成熔池,靠大拇指与食指摩擦送丝,随着焊嘴电弧热源及氩气流保护迁移方向的摆动,熔滴在牵引力和表面张力作用下,从坡口另一侧与该侧母材相连,等熔滴与另一侧母材形成稳定的熔池、焊缝后,再摇摆回到母材原来一侧。如此反复,形成的焊缝两侧熔合良好,不易产生咬边及未焊透、未熔合现象。由于焊丝一直没有脱离氩气的保护圈,故焊缝内部、表面质量都能够保证。
3.3 摆动方式
根据不同的焊接内外质量要求和外观需求,摆动的方法也有所不同,常用的主要有以下几种形式,图1为焊接试件图。
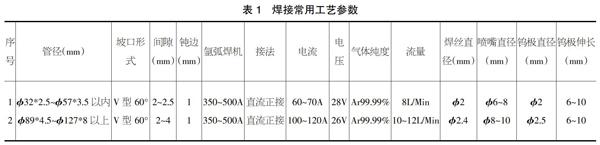
4 焊接常用工艺参数
焊接常用工艺参数如表1所示。
5 焊接手法的操作应用
①汽轮机主机高温高压蒸汽管焊接:高温高压汽轮机生产制造;高压蒸汽室及接管制造。
②电站热力系统高温高压蒸汽管焊接。
6 结论
洛阳中重发电设备有限责任公司生产的高温高压、高转速、冲动式汽轮机,与锅炉、发电机及其他附属设备组成成套电站系统,汽轮机排出的蒸汽可供工业用汽,适用于大、中型工矿企业的自备热电站,具有高效、节能、环保等特点,也是在高效高转速汽轮机研发项目中取得的重大突破。
主机高温高压管件与系统主蒸汽管道的焊接部分的高温高压焊接工艺,所取得的突破包括摇摆焊接的应用,为电站成套系统的开发,提供了重要工艺技术支撑。
