新型基于柔性薄壁材料的自动定心夹具研究
2019-09-10康淇钧李德震周威龙雷相国陈杨
康淇钧 李德震 周威龙 雷相国 陈杨


摘 要:针对易变形柔性薄壁材料,本文设计了一种内锥形自动定心夹具。经受力分析和精度检测可知,该夹具能在较高定位精度下极大减少对柔性薄壁材料的破坏,大大提高生产质量和生产效率。希望本文的研究能为同类型柔性薄壁材料夹具设计提供研究方向。
关键词:柔性薄壁材料;自动定心;高定位精度
中图分类号:TG751 文献标识码:A 文章编号:1003-5168(2019)25-0060-03
A New Type of Automatic Centering Fixture Based on Floatation Material
KANG Qijun LI Dezhen ZHOU Weilong LEI Xiangguo CHEN Yang
(Northeastern University at Qinhuangdao,Qinhuangdao Hebei 066000)
Abstract: A cone-shaped automatic centering fixture was designed for flexible thin-walled materials with easy deformation. Through force analysis and precision testing, the fixture can greatly reduce the damage to the flexible thin-walled materials with high positioning accuracy, and greatly improve the production quality and efficiency. It is hoped that the research of this paper can provide research direction for the design of the same type of flexible thin-walled material fixture.
Keywords: flexible thin-wall material;automatic centering;high positioning accuracy
1 柔性薄壁材料夾具行业现状
随着生活水平日益提高,人们在满足基本物质需要的同时,对休闲活动的要求也不断高,钓鱼便是一项参与度较高的运动。鱼漂在渔钓活动中扮演着不可或缺的角色。在众多鱼漂材料中,皮薄、有韧性而且自重轻的芦苇成为大多数垂钓者的首选。市面上60%的鱼漂都采用芦苇作为原材料。本文以芦苇材料为基础研究针对柔性薄壁材料的夹具。
随着我国工业化水平逐步提高,自动化生产逐渐代替传统的手工业生产,鱼漂行业同样如此。在利用机器自动化生产鱼漂时,一般先将材料一侧装夹进与电机同轴转动的夹具中,然后将材料另一侧装夹进单独的夹具中,通过双侧装夹来实现夹紧的效果。虽然这样生产出的鱼漂规格较为统一,但由于芦苇类材料柔性大、壁薄,在被传统机器夹具夹持加工时,夹具很有可能会对其内部的纤维组织造成破坏,致使同等材质和大小的鱼漂与手工加工的鱼漂相比浮力要略微小一些。除此之外,由于芦苇是自然产物,形状并不是标准圆柱形,易衍生定心误差,造成鱼漂质量不佳。因此,市面上缺少一款能良好夹持芦苇这一类柔性薄壁材料的夹具。
2 新型柔性薄壁材料夹具
2.1 设计原理
在夹持柔性薄壁材料时,关键是要尽可能减少对材料本身的破坏。因此,设计的出发点是保护材料。采用增加受力点以使受力更加均匀的方法实现这一点。增加受力点不可避免地要增加夹持爪数量,同时要实现自动定心,故本夹具设计思路为双侧固定,可同时达到保护材料和自动定心的目的。
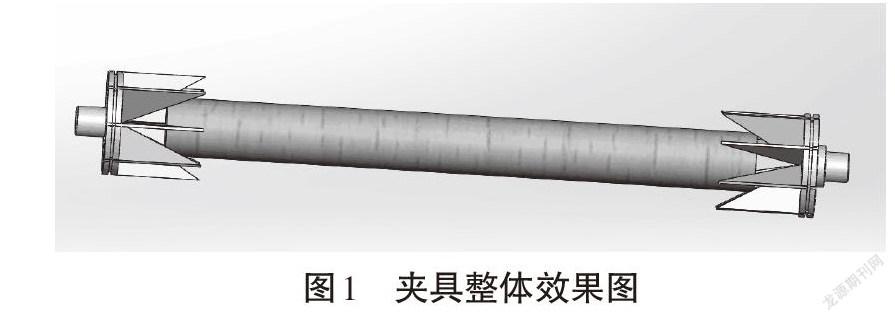
新型柔性薄壁夹具为兼顾材料性能和加工成本,所有部件均采用45钢制作。整体夹具由夹片、卡盘和卡簧三部分组成。卡盘通过数铣加工制作,夹片通过电火花线切割制作,共8片,整体呈内锥形,均匀分布在卡盘上。通过对卡盘进行开槽处理,将夹片嵌入卡盘内定位,最后用卡簧将二者固定。卡盘分为主动卡盘和从动卡盘,其中主动卡盘与电机直接相连并提供动力,带动材料旋转;从动卡盘只与支撑座相连,起到固定和辅助定位作用。夹具整体效果图如图1所示。
2.2 卡盘设计
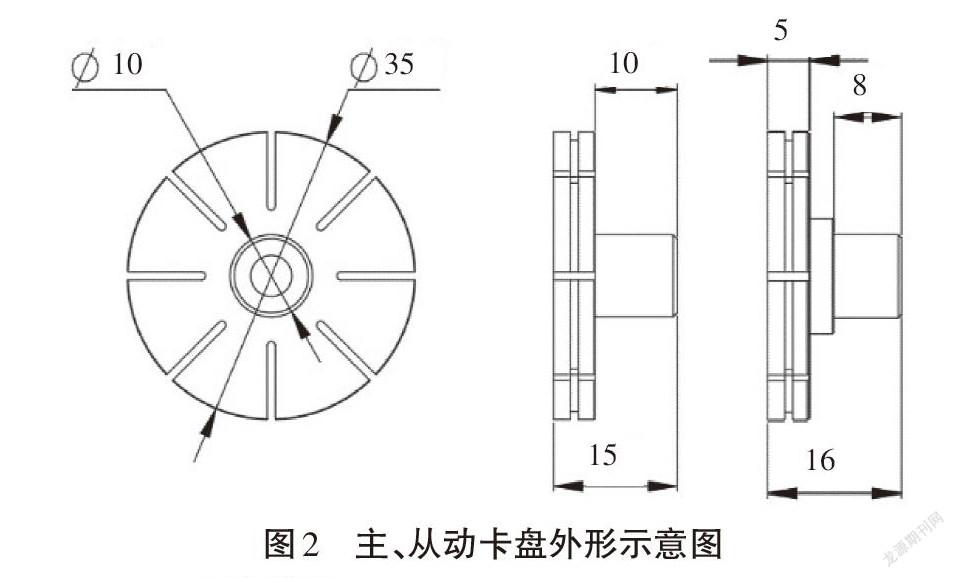
夹具的卡盘采用圆盘设计,分为主动和从动卡盘两种。卡盘均垂直于盘面,均匀开出8道沟槽,用于和夹片相连。中间轴为滚动支撑轴,通过轴承与支撑座相配合。卡盘沿侧面圆周中线开出宽1mm、深1mm的卡簧槽,用于和卡簧相配合。
主动卡盘需要与电机连接,形成过盈配合,故滚动支撑轴设计有开孔,孔径应根据选取的ZD6209-V2的39步进电机定为5mm。
从动卡盘只与支撑座相连,故在滚动支撑轴上设计一阶梯轴,用于支撑座定位。主、从动卡盘阶梯轴末端均设计2mm倒角。主、从动卡盘外形如图2所示。
2.3 夹片设计
为了达到自动定心的效果,把夹片组设计成倒锥形,单个夹片设计成类三角形。采用增加受力面积的办法来解决对被夹材料的损伤,从传统的三片式改为八片式。同时,为使自动定心的范围更大,夹片夹持端的倾斜角设计为60°,可夹持直径在0~34mm内的材料。
3 新型柔性薄壁材料夹具优势
为保证同一批柔性薄壁材料与刀具、床身的相对位置固定,常采用夹具定位与夹紧材料等工艺步骤来实现,新型柔性薄壁夹具不仅可以实现上述基本功能,较传统夹具还具有以下优点。
3.1 自动定心
柔性薄壁材料在自由状态下可通过夹具的倒锥形实现自动定心与夹紧的效果,通过控制卡槽相对于夹具卡盘的同轴度,以及夹片和卡盘两者各自的垂直度来确保较高的定心精度。
3.2 精度误差较低
夹具的精度误差由四方面引起,分别为定位误差、夹紧误差、磨损造成的加工误差和夹具相对刀具位置误差。本文主要研究的是新型柔性薄壁材料夹具的设计,后三项误差由于主要受材料以及加工机床的实际操作数据影响,与夹具本身无关,不予考虑。而定位误差是最主要的误差来源,同轴度与垂直度共同影响。
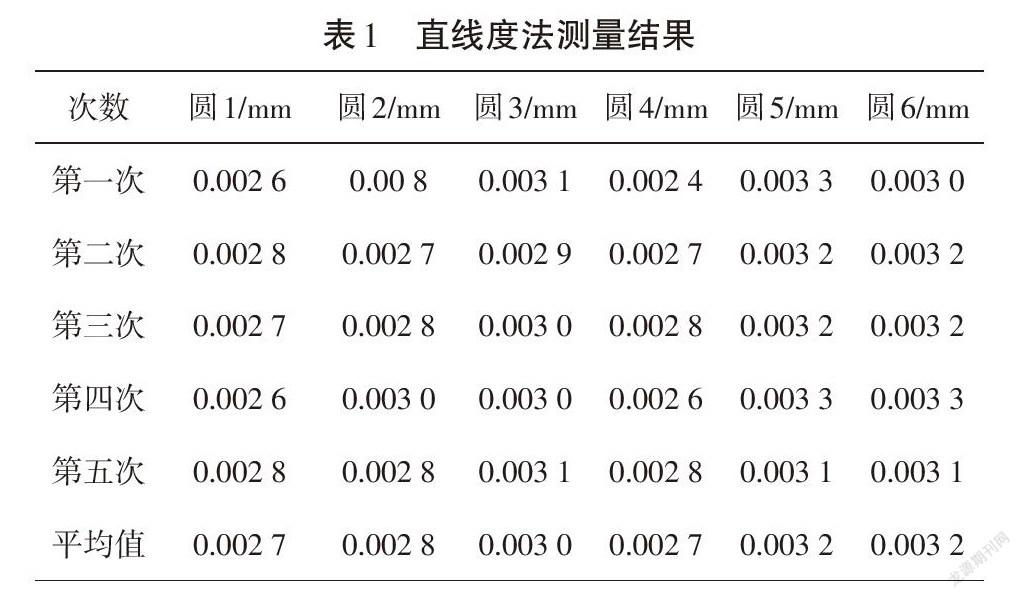
3.2.1 同轴度误差分析。同轴度误差是指在直径为[Φt]的圆柱面内,被测轴线与基准轴线的同轴程度[1]。本文考虑的是夹具上放置各夹片的卡槽相对于夹具卡盘的同轴度。由于被测工作截面很短,因此,用改测直线度替代同轴度的方法进行测量。在这种情况下,卡盘轴的倾斜对装夹影响较小,而轴心偏移影响较大,测量轴心偏移实际上就是测量轴心连线的直线度[2]。具体实现方法为:分别在连接电机转轴的夹具卡盘孔的圆柱体与8个卡槽顶部围成的虚拟圆柱体上测量6个截面圆,对每个截面圆分别测量5次,得到当前截面圆的均值圆心,然后选取这6个圆的均值圆心拟合一条三维直线,该直线的直线度的2倍可近似替代同轴度。直线度法测量结果如表1所示。
根据公式(1)求得各截面圆处直线度均值,确定直线度误差值为0.003 2mm,因此同轴度误差为0.006 4mm。
[x=x1+x2+…+xnn=i=1nxin] (1)
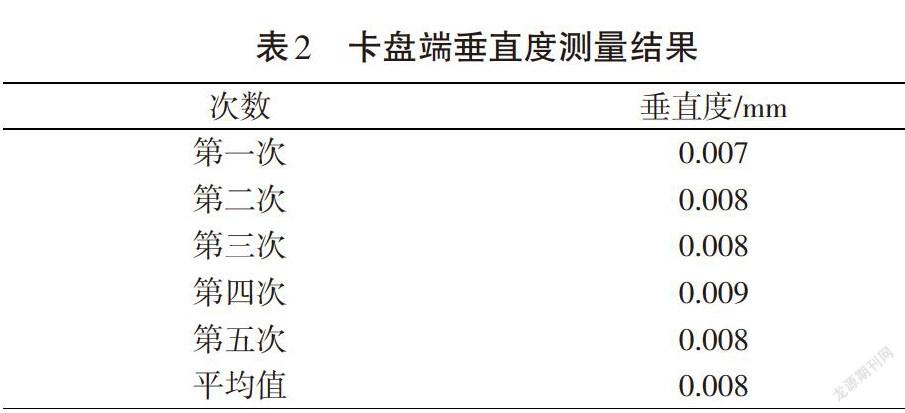
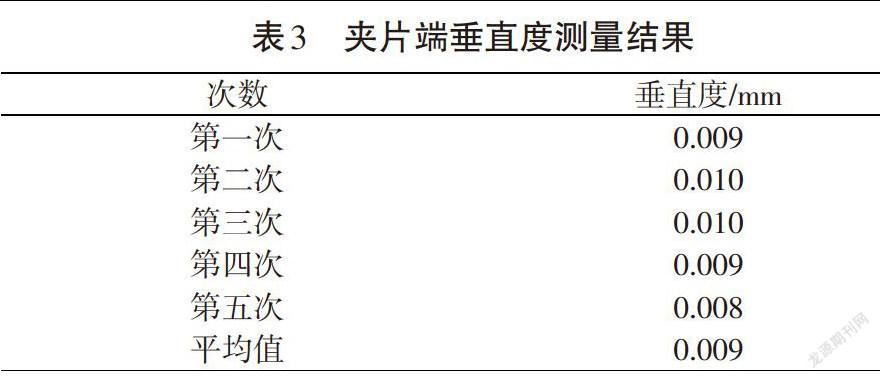
3.2.2 垂直度误差分析。垂直度(面对面)误差是指垂直于基准平面距离为公差值[t]的两平行平面之间的区域。本文考虑的有两方面:一是夹具卡槽相对于卡盘表面的垂直度;二是夹具夹片(与卡盘面配合的部位)的垂直度。测量时,用一个工作面安装在卡盘与夹片基准面上,并把相应的测量定位触头推顶到垂直面上,分别进行5次记录器划线和测量,求取平均值作为实际垂直度误差[3]。测量结果如表2和表3所示。
根据公式(1)求得卡盘端与夹片端的垂直度误差值0.008mm/0.009mm,满足精度要求。
综上所述,同轴度与垂直度误差控制在较小范围内,因此该夹具可以达到较高的定心精度,在实际使用中可以较好地完成自动定心。
3.3 减少对柔性薄壁材料的破坏
对于薄壁且材质偏软的柔性材料的加工,因为传统装夹方式的夹紧力不易控制,易产生变形,对材料本身造成破壞,新型夹具由于分集在各夹片上的变形量相同,使受力较为均匀,对材料的外表面支承性能好,减少对材料本身的破坏。
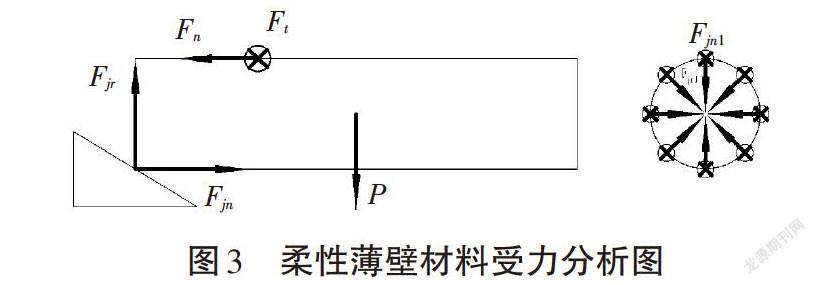
3.3.1 夹紧力分析。选择夹紧力需要确定三个要素:夹紧力方向、作用点的选择以及夹紧力的大小。夹紧力方向与夹具上定位表面的位置、夹持材料的重力方向及刀具切削力方向有关。夹紧力作用点的选择是指在夹紧力方向已知的情况下,确定夹紧力作用点的位置和数目。本文采用的是柔性薄壁材料的专用夹具,因此夹紧力的方向应尽可能与材料重力和刀具切削力方向重合,并采用多点夹持使夹紧点分散,从而减小加工所需的夹紧力[4]。柔性薄壁材料受力分析如图3所示。
[Fjn]与[Fjr]是夹紧力的轴向与径向分力,[Fn]与[Ft]是切削力的轴向与周向分力,[P]是材料的重力。图中右视图为八个夹片分别形成的夹紧力。
3.3.2 夹紧力大小的计算与校核。夹紧力需要与材料重力和刀具切削力平衡。
[F=KMLμ] (2)
[K=K0K1K2K3K4] (3)
式中:[F]为夹具总夹紧力;[K]为夹紧力裕度系数;[M]为刀具切削力与材料重力合成的综合力矩;[L]为夹持材料的长度;[μ]为接触面的摩擦因数;[K0]为基本安全系数;[K1]为动力源波动系数;[K2]为复合加工系数;[K3]为切削状况及刀具钝化系数;[K4]为加工性质系数。
本文选用电机型号为ZD6209-V2的39步进电机,因此刀具的切削扭矩为0.8N·m,最终综合力矩[M]经测算约为1N·m;夹持的柔性薄壁材料长度[L]约为0.2m;摩擦系数[μ]取0.3;[K0]取2.0;[K1]取1.5;[K2]、[K3]、[K4]都取1;最终夹紧力裕度系数[K]为3。
根据公式(2)求得夹紧力为50N。
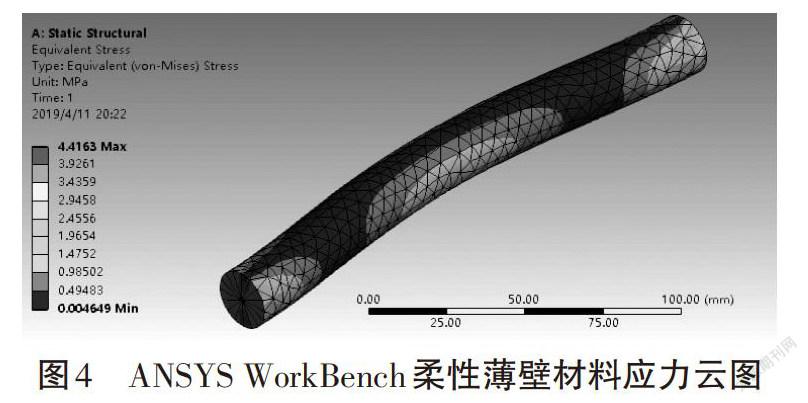
用ANSYS绘制材料装夹应力云图,如图4所示。
分析图4可知,应力主要分布在材料与八个夹片点的接触区域以及刀具在材料上的切削区域,其中最大应力在夹片与材料的接触点,而切削区域受力远小于此力,因此只需要校核夹紧力的大小即可确定材料是否会发生破坏。
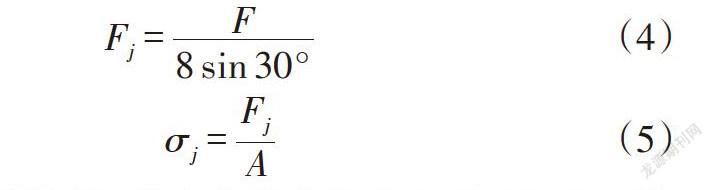
经过查验,材料的弹性模量[E]为9.49GPa,泊松比[μ]为0.35。夹紧力如式(4)所示,挤压应力如式(5)所示。
[Fj=F8sin30°∘] (4)
[σj=FjA] (5)
经过式(4)计算得,单个夹片夹紧力[Fj]为12.48N,其轴向分力[Fjn]为6.25N,径向分力[Fjr]为10.8N,最终由式(5)求得挤压应力[σj]为4.4MPa。查验得材料许用挤压应力[σ]为20MPa,远大于求得的挤压应力,因此材料不会发生破坏。
综上所述,在50N夹紧力的作用下,材料既可以被夹紧,不会发生自行旋转,又能防止材料发生挤压变形,减少对材料本身的破坏。
3.4 结构简单,工艺成本低
与传统定心夹具相比,该夹具可分步加工,然后通过卡簧将各部分组装起来,成本低廉,是一种可批量生产的通用型夹具。
4 结语
本文研究了一种新型的柔性薄壁材料夹具,在保持定位高精度的同时可以很好地自动定心、保护材料。新型夹具应该得到广泛关注,通过不断改进,有效提高生产效率,降低生产成本,促进机械行业长足发展。
参考文献:
[1]易亚星,安郁虹,李忠科.同轴度测量的原理与方法[J].仪器仪表学报,2002(S1):39-41.
[2]叶宗茂.用三坐标测量机正确测量同轴度误差[J].工具技术,2007(3):77-80.
[3]朱正德.螺孔垂直度测量原理及误差分析[J].汽车工艺与材料,1992(3):39-41.
[4]晋华升.圆筒形薄壁零件夹持变形问题的分析研究[D].合肥:合肥工业大学,2011.
