加氢反应器12Cr2Mo1V钢焊接工艺制定
2019-09-10牛翰卿
牛翰卿

摘要:12Cr2Mo1V钢主要用于高温、高压和高氢分压的加氢装置中,是大型压力容器锻件的理想材料。为保证焊后焊接接头安全性,必须要进行焊接工艺评定。在对12Cr2Mo1V钢焊接性进行理论分析的基础上,制定了12Cr2Mo1V钢的焊接工艺方案,并按照ASME IX钢卷标准进行了焊接工艺评定试验。结果表明,所制定的焊接工艺方案其焊接接头性能符合TSG21–2016《固定式压力容器安全技术检测规程》有关技术要求。
关键词:12Cr2Mo1V;焊接工艺;焊接接头
随着加氢工艺技术的提高、特别是渣油加氢改质和煤加氢液化工艺的不断发展,加氢装置规模趋于大型化,加氢设备使用条件趋于更高温。目前12Cr2Mo1V钢因加入钒和微量合金元素提高钢的淬透性和钢的强度等级;具有较高的抗高温蠕变性能、抗回火脆化能力、抗氢侵蚀、氢脆和氢致裂纹的能力,是大型压力容器锻件的理想材料[1]。因12Cr2Mo1V钢使用要求及服役环境的特殊性,为确保焊后产品的安全性,合理评价焊接工艺,保证焊接工艺的合理性,使焊接接头符合技术要求,具有非常重要意义。
试验试板材料
焊接试板规格及坡口形式
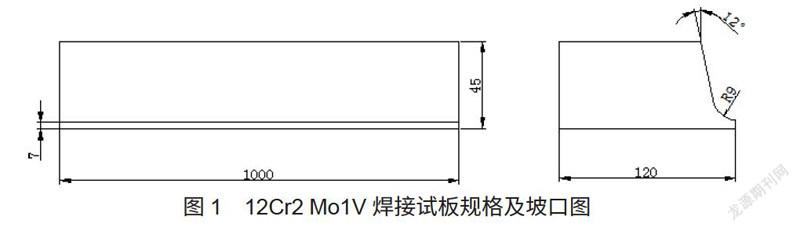
12Cr2Mo1V鋼焊接试验所用锻件试板规格为1000×120×45,4块(2对),坡口加工图如图1所示:
12Cr2Mo1V焊接试板化学成分如表 1 所示。12Cr2Mo1V钢碳和合金元素含量高,根据公式CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15可得,12Cr2Mo1V钢CE≥0.6%,焊接性较差,属难焊材料。一方面,焊接过程中存在着一定程度的硬化倾向,另一方面,在焊接热循环所决定的冷却速率条件下,焊缝和热影响区可能形成对冷裂纹敏感的显微组织,可能会生成Cr、Mo和V碳化物,容易引起接头过热区的再热裂纹。因此在焊接时需采用较高的预热温度和严格的工艺方法。
力学性能要求
12Cr2Mo1V钢锻件试板焊接后经过最大(Max.PWHT)和最小(Min.PWHT)焊后模拟热处理后检测力学性能。要求室温拉伸强度590–760MPa;454℃、540℃高温屈服强度Rp0.2≥350;夏比冲击功–30℃(V型缺口)平均值≥60J,允许一个试样≥54J,HV(10)硬度≤247,侧弯无裂纹;显微组织为贝氏体组织;回火脆性敏感性试验vTr54+3△vTr54≤0℃。
焊接工艺制定
焊前预热温度制定
由于母材的碳当量大于0.6%,容易产生焊接冷裂纹和再热裂纹,因此选择了焊前预热的方法。根据Ito–Bessyo和Seferiau[2]提出的预热温度公式,预热温度范围为200℃–300℃。焊接前预热温度定为220℃。
焊前工艺参数制定
采用手工电弧焊方法进行多层多道焊接;
打底层选择φ5.0mm 的CM–A106HD 焊条,填充层选择φ5.0mm的 CM–A106HD 焊条施焊,侧层间温度230℃–300℃。
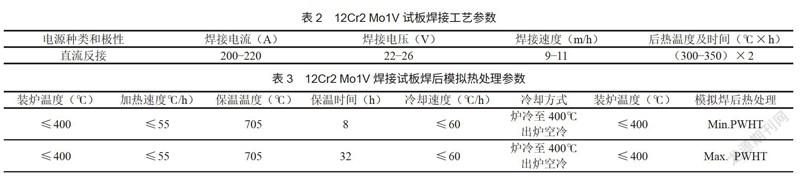
坡口形式及尺寸见图 1,焊接时焊接工艺参数见表 2所示。
焊后热处理参数如表3所示。
焊接试板性能结果
对Min.PWHT和Max. PWHT后的焊接试板均进行了对应的试验,其中Min.PWHT试板编号为SMAW–1,Max. PWHT试板编号为SMAW–2,试验结果如下:
拉伸试验
焊接试板按照GB/T228.1–2010进行室温拉伸试验,作接头板拉2件;按照GB/T 228.2–2015进行高温拉伸试验,分别作454℃、540℃拉伸各1件,试验结果见表4所示。
焊接试板按照GB/T229–2007 进行母材区、焊缝区和热影响区3区–30℃冲击试验,取样位置在试板厚度方向的距上下表面1.6mm、T/2处取样,–30℃KV2冲击吸收功均大于等于60J,试验结果见表5所示。
弯曲试验
焊接试板按照GB/T232–2010进行侧弯试验,试板SMAW–1与SMAW–2全焊缝各做侧弯2件,弯心直径d=4a,试样厚度a=10.0mm,弯曲角度α=180°。经过试验,冷弯后4件侧弯均未出现裂纹,结果合格。
硬度试验
焊接试板按照GB/T231.1 –2009进行硬度试验,分别取焊缝2点、热影响区6点、母材2点(上、下表面1.6mm处及T/2处)进行硬度测量,HV(10)硬度测量值均小于等于247,符合要求,检测结果见表6所示。
金相组织
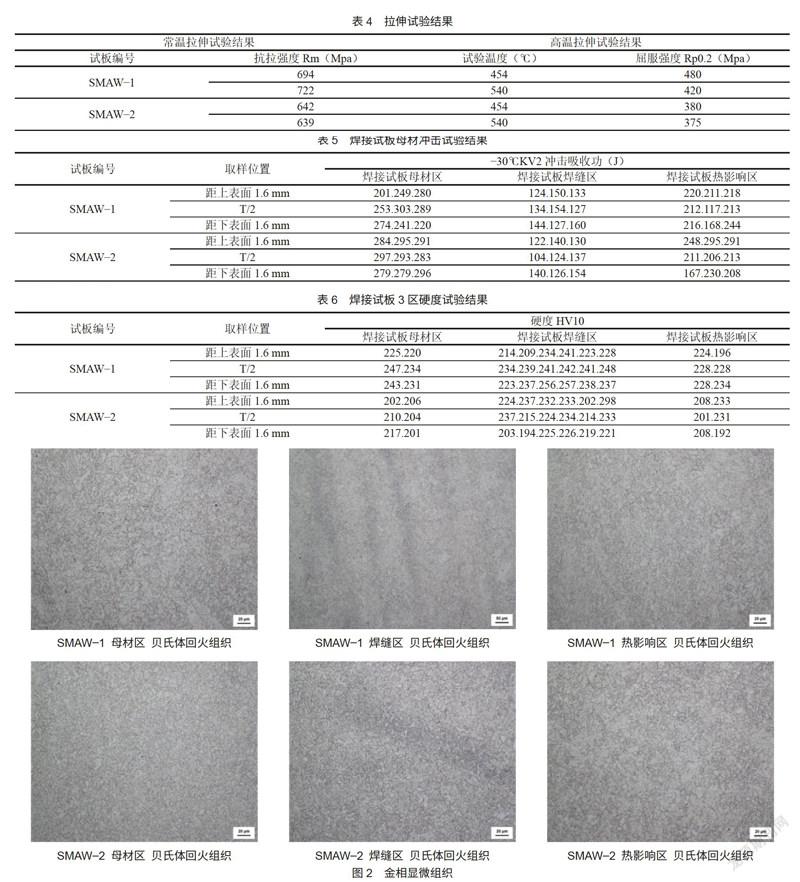
焊接试板按照GB/T13298–2015进行显微组织检验,在母材区、焊缝区、热影响区进行检测,显微组织均为贝氏体回火组织,试验结果见图2所示。
模拟焊后热处理焊接接头进行回火脆性敏感性试验,实验结果热影响区vTr54+3△vTr54=–91.0℃;焊缝金属vTr54+3△vTr54=–83.0℃,结果均低于规定温度,符合标准要求。
结论
本试验针对规格为1000×120×45焊接试板,制定了焊接和热处理规范,并进行焊接工艺评定实验,得出以下结论:(1)对12cr2mo1v焊接试验板的焊接接头进行分析后,得到焊接试板经Min.PWHT和Max. PWHT焊后模拟热处理后其焊接接头室温抗拉强度、高温屈服强度、–30℃夏比冲击功、弯曲实验、HV(10)硬度、显微组织、回火脆性敏感性试验结果,均符合要求。(2) 评定结果表明,本文所制定的焊接工艺方案其焊接接头性能符合TSG21–2016《固定式压力容器安全技术检测规程》有关技术要求[3]。
参考文献
赵猛.加氢裂化反应器全面检验及缺陷处理[J].石油和化工设备,2013.
周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1998:301–323.
TSG21–2016.定式压力容器安全技术检测规程[S].
