降低某车型压缩机异响故障率
2019-09-10何雪解








摘 要 针对某车型压缩机异响导致用户抱怨的问题,找出根本原因后,对空调压缩机进行改进和验证;事实表明改进后的压缩机异响故障率大大降低。
关键词 轨道变形,铆压工艺
Reduce abnormal noise failure rate of compressor
HE Xue-xie
SGMW,Guangxi Liuzhou 545007
Abstract Aiming at the problems caused by abnormal noise of compressor of a certain model, this paper finds out the main failure modes from the maintenance data, analyzes the root causes and formulates long-term measures to effectively reduce the abnormal noise failure rate.
Key words Track deformation Riveting process
随着汽车工业迅猛发展,空调系统已经成为现代汽车的基本配备,而作为汽车空调系统的核心部件——压缩机,在技术和质量上也取得了长足的进步,压缩机的设计正朝着减少重量和体积、降低噪音方向发展,目前压缩机按压缩方式主要分为两种:一、活塞式压缩机;二、涡旋式压缩机。本文针对公司某款车型的涡旋式压缩机异响导致用户抱怨开展了攻关活动,找出根本原因,制定对策降低异响故障率。
1 原因分析
1.1 背景
为了保持足够的产品竞争力,公司于2017年年初推出某款车型,同年8月,维修数据显示压缩机当月换件量高达185件,故障率71%,用户抱怨强烈。
1.2 故障件分析
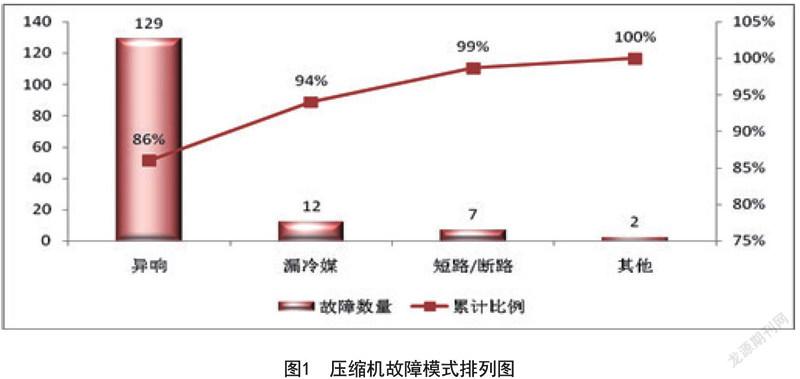
我们从售后三包收集到150件故障件,对故障模式分析后,利用排列图1得出,压缩机异响故障率在所有模式中占比86%,为此我们成立攻关小组,并设立攻关目标:降低该车型压缩机异响故障率到20%,减少用户抱怨。
攻关小组对异响故障件进行拆解,发现压缩机前盖小轴承钢球剥落、滚道被啃噬,如图2
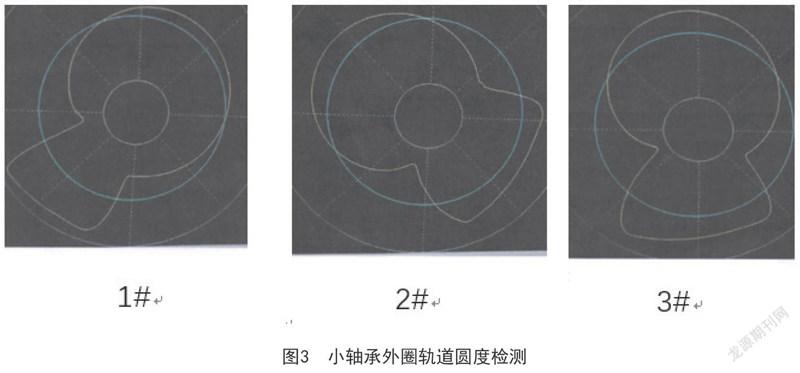
进一步使用专用设备对损坏的小轴承外圈滚道圆度进行检测,发现轨道已严重变形,如图3
1.3 要因分析
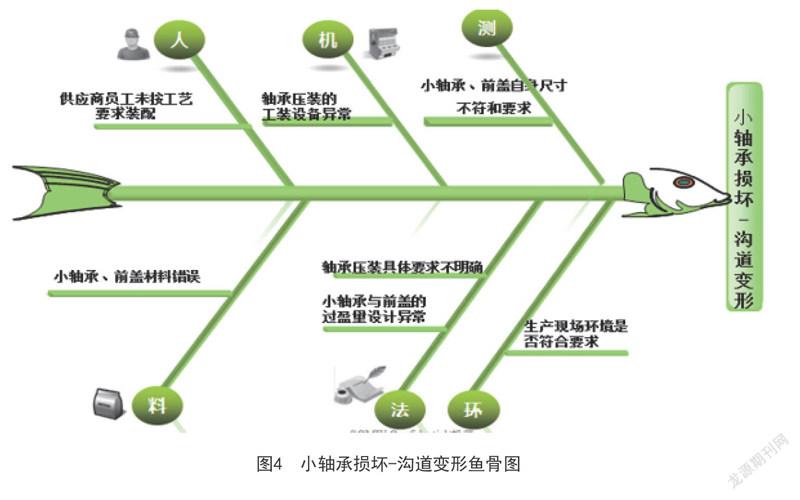
为了找到小轴承外圈轨道变形的要因,我们采用鱼骨图对人、机、料、法、环、测等进行了分析确认,如图4
人:
现场观察供应商员工操作,员工按照标准化进行操作,未发现有异常现象。
机:
检查轴承的压装压头及压装设备,未发现异常,且工装定期点检,如图5
料:
使用的小轴承和前盖零件正确,未发现异常。
环:
生产现场环境的清洁度、照明、工艺和设备布置等符合要求
测:
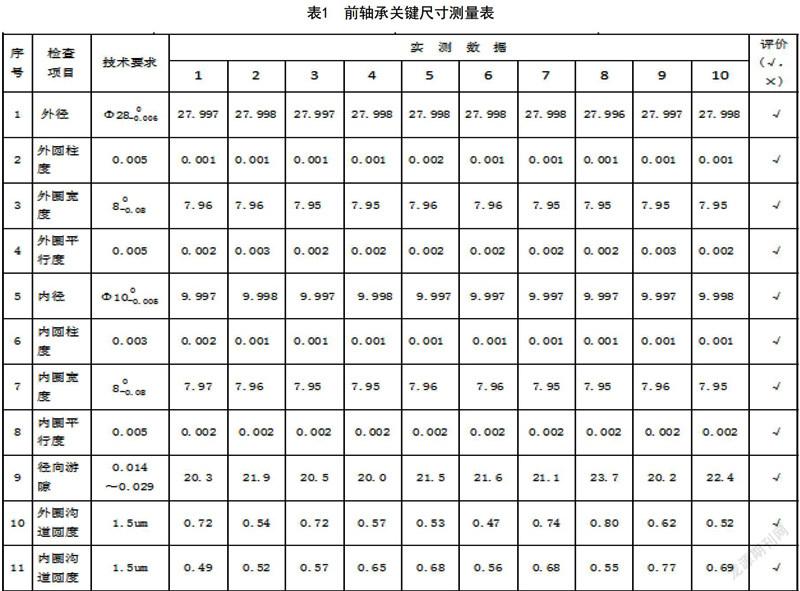
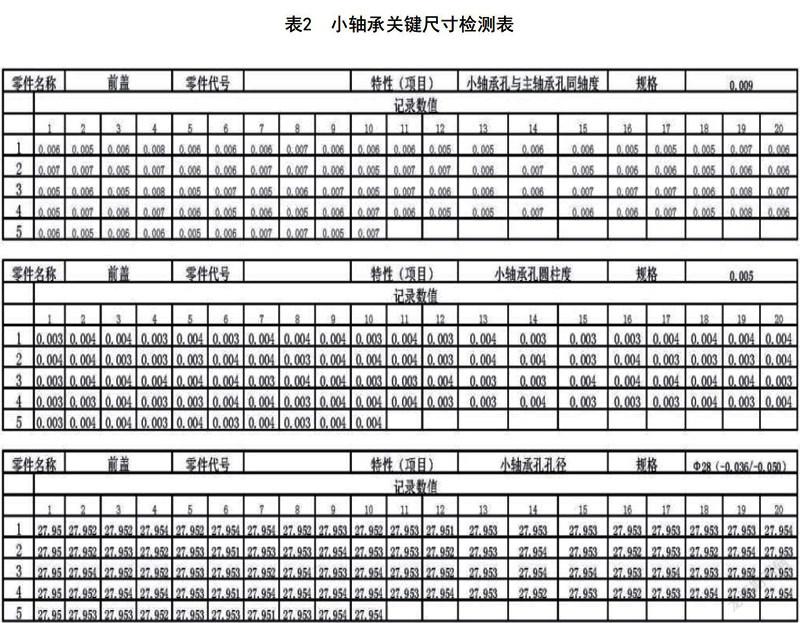
小组分别抽取3个不同批次的小轴承和前盖,对其关键尺寸进行测量后未见异常,如表1和表2
法:
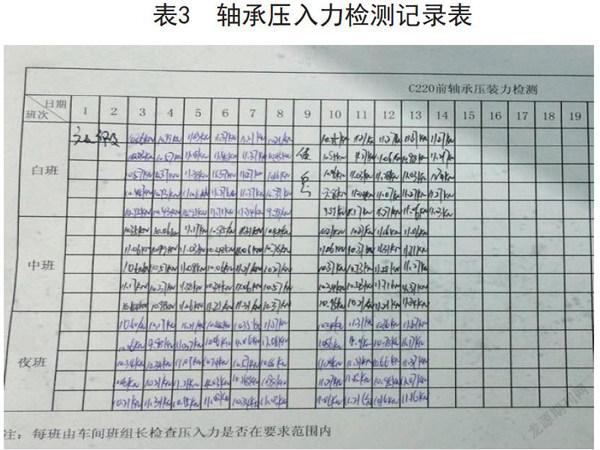
现场查看小轴承的压装工艺,都有明确的压装压力及高度要求,如表3、表4。
经过与供应商沟通,了解到在产品开发阶段,有三次调整压缩机小轴承铆压工艺:
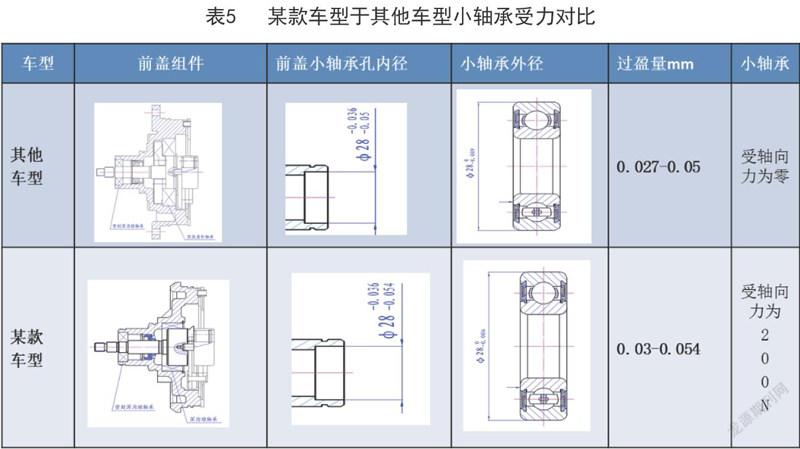
(1)該款车型的压缩机是轻量化结构(与其他车型结构不同),供应商计算出当压缩机离合器吸合时小轴承承受200N轴向力,如表5。因为承受轴向力,供应商在产品设计前期,加大了小轴承与前盖的过盈量,并通过铆压的方式进行加固,铆压方式:8点一次铆压,铆压力采用10±2KN的中间值。
(2)产品开发中期,样件试验时出现小轴承轴向脱落,供应商误认为小轴承与前盖的过盈量不足,所以第二次更改铆压工艺,由8点一次铆压更改为8点两次铆压,共16个铆压点,压力为10±2KN的上限值。
(3)产品开发后期,虽然进行第二次工艺更改,但零件试验的故障率居高不下,生产效率不高,于是供应商又进行了第三次更改:由8点两次铆压改成16点一次铆压,压力为10±2KN的中间值,更改后,故障率明显下降,如表6。
攻关小组将三次工艺调整所对应的损坏率做了统计,发现前两次工艺8点铆压工艺,小轴承铆压时单点受力均为1.25KN,对应的损坏率最高,第三次16点铆压工艺,对应的损坏率最低,如表6。
综上分析,8点铆压方式对小轴承的挤压力大,导致压缩机前盖小轴承钢球剥落、滚道被啃噬,小轴承外圈滚道圆度变形,如表7。
综上,经过鱼骨图(图6)要因确认后,该车型压缩机异响的根本原因是压缩机小轴承铆压工艺设置不合理导致。
2 制定对策
小组对小轴承的压装工艺受力重新分析,发现该轻量化结构小轴承轴向力为0,供应商设计阶段计算错误,误认为小轴承承受200N轴向力,综上,小轴承工艺设计不合理,小组对小轴承的压装工艺进行了设计评审,如表8。
3 对策实施
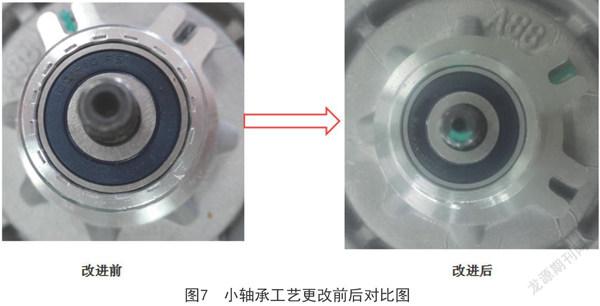
工艺变更实施后(如图7),团队对20组无铆压的前轴承压装后的外圈内滚道圆度测试,结果如表9。
从上表格可知:配合过盈量在0.05mm以内的前轴承,其外圈轨道全部在10μm以内,由此证明取消铆压工艺后轴承外圈圆度符合要求,该措施有效。
4 效果检查
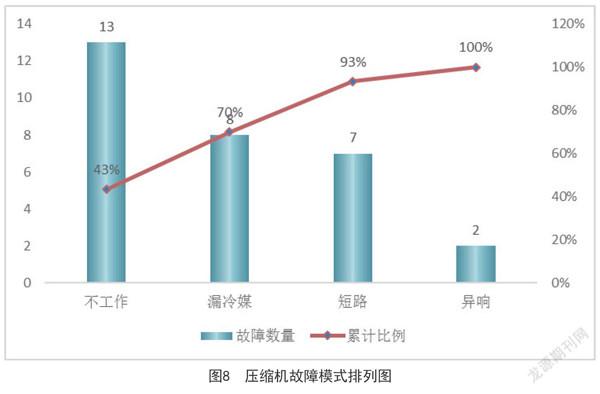
对策实施后,小组成员收集2017年11月-2018年2月份的该车型压缩机售后退赔件进行了效果检查,调查统计如图8:
上图可知,压缩机异响故障率有71%下降到3%,措施实施有效。
5 结束语
某车型压缩机异响分析,拆解故障件后借助专用设备对损坏的小轴承外圈滚道圆度进行检测,发现轨道严重变形,并通过鱼骨图找到根本原因,对策实施措施,最终顺利降低故障率,减少用户抱怨。
作者简介
何雪解,工程师,学士学位,研究方向:汽车空调信息控制质量问题解决。