光整机工作辊粗糙度控制概述
2019-09-10王霞
王霞




摘 要:比对光整后带钢表面粗糙度微观组织照片,发现不同厂家之间在光整机工作辊表面粗糙度控制差异;同时,对光整机粗糙度衰减进行分析。
关键词:超精磨;金属流向;延伸率
1 概述
汽车板在表面質量上有较高要求,尤其是在汽车外板上需要经过打磨、电泳以及涂漆外观检查等一系列严格检查。
2 带钢表面形貌比对
比对唐钢与奥钢联钢厂样板,可以肉眼直观看出其表观纹理细腻程度不同,唐钢产品略显粗糙,通过比对微观照片,看出唐钢在未光整部分区域较大,而且不规则边界明显;而另外样板,几乎做到全部光整,带钢表面未被毛化区域非常小。
图中白色部分为未光整区域,唐钢白色区域面积较大且区域间相互勾连;奥钢联钢卷白色区域小,且相对孤立分布。通过带钢表面微观情况分析光整机工作辊毛化情况如下:
经过削峰处理后,光整机工作辊毛化面积增大,与带钢接触面积同时增大;同时,增加光整机工作辊单位面积上峰的个数,可以有效提高光整表面的细腻程度。
3 光整机工作辊粗糙度衰减
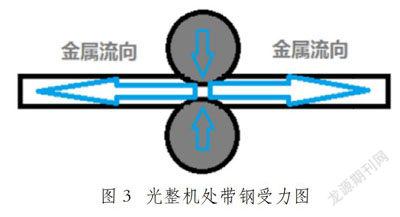
光整机工作辊在轧制过程中与带钢表面接触,并发送如下图受力情况。
对于接触金属,在上下工作辊的压力下,产生速度方向和逆速度方向的微观区域金属流动。
对微观毛化峰受力进行分析,如图4所示:
①在横向金属流动作用下,峰收到横向切向力;
②在带钢变形抗力作用下,受到压应力作用。上的力共同作用在毛化后的峰上,其中切向力对峰高度的影响要大于压应力,也就是工作辊粗糙度的降低主要来自于带钢横向金属流动。
4 总结
①纹理上的粗糙,在微观表现为未光整区域的大小,可以通过增加毛化峰值个数与削峰处理来提高;
②粗糙度的衰减主要来自于横向金属流动的切应力。
参考文献:
[1]崔绍文.光整机在连续热镀锌生产线的应用[J].河北冶金,2009.
[2]张子亮.连续热镀锌线光整机控制系统研究及改进[J].东北大学,2010.
