高涵道比涡扇发动机低压涡轮平衡工艺浅析
2019-09-10孙贵青王文宇杨法立
孙贵青 王文宇 杨法立


摘要:高涵道比涡扇发动机低压涡轮具有转静子级数多、质量大等特点,国内的研制尚处于起步阶段,其平衡技术是发动机的主要工艺技术难点之一。本文以PW4000、CFM56-7、V2500-A5、GE90-115B等发动机为主要研究对象,运用平衡相关理论和方法,总结其平衡工装、平衡技术、盘轴连接工艺控制等特点和设计要求,得出的结论对今后发动机结构设计和装配工艺实施具有参考价值。
关键词:涡扇发动机;振动;低压涡轮;平衡
0 引言
高涵道比涡扇发动机一般用作大型商用飞机的动力,与传统小涵道比军用涡扇发动机相比,现代大型商用航空发动机更多地追求安全性、可靠性和经济性[1],进而对发动机振动特性要求较高。转子平衡工艺是降低轴承不均衡负荷、减小发动机振动、保障发动机正常工作的重要手段,对满足高涵道比涡扇发动机长寿命、高可靠性、低噪声等技术指标具有重要意义。高涵道比涡扇发动机低压涡轮级数多(3~7级)[2]、轴向及径向尺寸大、结构复杂,通常需要带静子组件进行平衡,平衡工艺相对难度较大。对于高涵道比发动机平衡工艺,国内的研究主要集中在本机平衡或现场动平衡[3-13],低压转子部件平衡仍处于技术起步或研发阶段[14],相较欧美等航空发达国家差距较大。
本文针对PW4000(94in风扇)、CFM56-7、V2500-A5、GE90-115B等发动机,对低压涡轮平衡工艺分类,进行平衡工艺选择应用分析,研究总结平衡工装、平衡技术、盘轴连接工艺,為国内高涵道比涡扇发动机的研发提供重要的技术参考。
1 低压涡轮平衡工艺分类
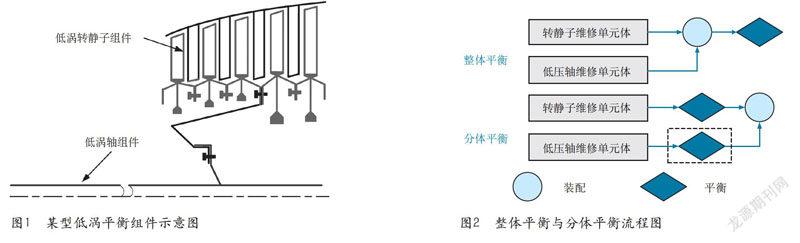
现代先进发动机为提高维修性,通常采用单元体设计,因此,低压涡轮平衡组件主要由低涡轴组件和低涡转静子组件(低涡盘片转子组件)两部分组成,两者之间通过圆柱面定心、短螺栓连接(见图1)。
相应地,低压涡轮转子组件在平衡工艺上有分体平衡、整体平衡两种[15]。分体平衡工艺是分别对低涡轴组件(或低涡轴)和低涡转静子组件平衡,组装后不再进行平衡;整体平衡工艺是将低涡轴组件和低涡转静子组件组装后再进行低涡转子组件平衡,如图2所示。其中,低涡转静子组件中各级盘片转子均静平衡合格,并按照内部弯力、弯矩最小原则进行相位匹配组装,每级组装后均进行盘后端面跳动检查,确保装配到位。
2 平衡工艺选择应用分析
通常,整体平衡工艺是对低涡轴组件与转静子组件的本身不平衡量以及两者装配产生的附加装配误差进行综合平衡,平衡效果更好,CFM56-7低压涡轮采用的是整体平衡工艺,而PW4000(94in风扇)、V2500-A5、GE90-115B等发动机主要采用分体平衡工艺。分析认为主要原因如下。
1) 与CFM56-7不同,PW4000(94in风扇)、V2500-A5、GE90-115B发动机的高压转子采用了1-0-1二支点支承方案,未采用中介支点,可有效减小高低压转子间振动耦合影响和振动变形,对于低压涡轮转子不平衡的敏感度要求降低。
2) 与CFM56-7不同,PW4000(94in风扇)、V2500-A5、GE90-115B发动机低压涡轮转子后支点均采用了挤压油膜阻尼器设计,可有效抑制不平衡量产生的整机振动响应[16]。
3) 高涵道比涡扇发动机受制于风扇叶尖速度限制[17],低压转速均不高。在振动响应值不变的情况下,不平衡量与转速平方关系成反比,因此,低压转速越低,对剩余不平衡度的要求越宽松。根据表1所示,PW4000(94in风扇)、GE90-115B发动机的要求均低于CFM56-7。
4) 高涵道比涡扇发动机低压转子设计有整机平衡功能及结构,可在整机试车环节进一步修正及提高低压转子平衡精度。
另外,发动机结构设计对平衡工艺性影响较大,以PW4000(94in风扇)为例,其低涡转静子组件前修正面(W面)安装到低压涡轮主单元体后,因被前封严蓖齿环封闭在不可达空间内(见图3),只能采用分体平衡技术。之后,在低压涡轮前蓖齿环锥壁上改进设计了配重块安装边(截面AS),可以使分体平衡后的低涡转子组件利用AS修正面、X修正面再次进行平衡。其中,X修正面可以使用旋压(SPIN-ON)配重块再次修正,由于X修正面与转静子组件平衡中后修正面一致,这种平衡工艺称为半整体平衡。如果对分体平衡后的低涡转子组件利用AS修正面、AT修正面(6级低涡转子叶片外缘,利用平衡夹修正)再次平衡,可修正低涡盘轴连接产生的附加装配不平衡量,这种平衡工艺是分体平衡后的整体平衡。半整体平衡、整体平衡为改善低涡转子平衡质量提供了更多的技术选择方案,但在PW4000实际生产中不作为强制执行工艺,只有当分体平衡效果不好时才使用整体平衡工艺。
又如GE90-115B,其低涡轴受发动机总体结构设计限制(见图4),长径比较大,刚性较弱。为了控制工作转速下的挠曲变形,采用低涡轴通风管支架组件、低涡轴转接锥段法兰边等结构进行多面平衡修正。其中,低涡轴内部装有三个通风管支架组件,中间支架组件用于静平衡修正,前支架组件作为动平衡前修正面进行修正,低涡轴转接锥段法兰边作为动平衡后修正面,工艺要求见表2。其他发动机低涡轴组件缺少不平衡量调整结构,故只对低涡轴进行去材料动平衡,后续组件不再进行平衡。
3 平衡关键技术分析
高涵道比涡扇发动机低压涡轮平衡关键技术主要包括平衡工装、平衡技术及盘轴连接工艺。
3.1 平衡工装
高涵道比涡扇发动机低压涡轮转子平衡与其他部位的平衡原理相同,即视为刚性转子采用卧式动平衡机进行低速动平衡。其中,平衡工装是平衡工艺的重要组成部分,主要起到将支撑转子固定到平衡机上、驱动转子平衡等作用,对转子平衡质量有直接影响。
平衡工装通常要求设计重量尽量轻,以减小工装寄生重量给转子平衡带来的不利影响,刚度应满足要求,防止扭转带来的不平衡力,以及防止在平衡转速或附近转速产生共振。
1) 低涡轴组件平衡工装
低涡轴组件前后端为轴颈结构,如无后轴颈(如GE90-115B),应设计模拟轴颈用于平衡支承,模拟轴颈的质量、质心、转动惯量、跨距等应与发动机后轴颈一致,定位基准参数应不低于发动机机件。如后轴颈带有轴承(如CFM56-7B),如图5所示,应将轴承拆下。因为如果采用轴承支承平衡工艺,轴承游隙会产生一定平衡误差,影响平衡精度。此外,需采用工艺轴套保护发动机轴颈的精密配合面,避免平衡过程中产生表面损伤。这样,前后端在平衡机上均可采用滚轮支承。
2) 低涡转静子组件平衡工装
由于高涵道比涡扇发动机低压涡轮级数较多,且涡轮机匣为整环式结构,为避免平衡组件重复拆装产生新的不平衡量,基本采用带静子平衡方式。
对于带有静子机匣的平衡工装需要采用摆动轴承支架方式,因为摆动轴承支架可提供扭转自由度,是平衡机进行双面准确动平衡所必需的结构配置。
低涡转静子组件中转子缺少轴颈结构,因此转子组件需借助平衡芯轴定位连接,平衡芯轴与平衡机驱动联轴节相连,并通过滚珠轴承、滚棒轴承支承在支撑框架上,为拆装方便,滚棒轴承通常与转子支撑锥盘在低涡轴法兰边同侧,如图6所示。涡轮机匣可作为平衡工装中支撑框架的重要组成部分,机匣前后端配以盘结构,形成刚性连接支撑框架,用以保证平衡机轴承摆架之间精密的轴承对中。
其中,平衡芯轴设计成空心轴(见图7),以减少寄生重量,提高平衡精度。在两支承(截面K、截面L)跨距间有两个平衡修正面,用于加装平衡配重,经过平衡合格的芯轴可用于低涡组件平衡。使用芯轴进行组件平衡操作超过20次(根据实际情况,也可小于20次)后,必须重新进行芯轴动平衡,保证芯轴剩余不平衡量满足要求。为了保证重复性,转子与芯轴连接应使用过盈配合,选择冷却或者加热方式进行装配。
3) 整体平衡工装
在整体平衡中,转静子组件需同低涡轴组件组装后一起平衡,工装结构尺寸相对较大。由于带静子机匣,仍采用摆动轴承支架方式,为减轻重量、增加刚性,通常采用钢板卷制的筒体和钢管焊接而成的框架结构。
由于转子质量较大,低涡轴相对细长,为提高转子支承刚性,在低涡轴前端采用两个小滚轮辅助支撑,同时考虑到低涡轴后支点在涡轮内部,结构形式一般如图8所示,轴承采用小径向游隙的工艺轴承外环。不同于分体平衡带有球轴承进行轴向位定位,在翻转过程中应有限制转静子轴向间隙的功能设计,如卡板等,同时需要考虑吊装、停放、同联轴节连接等功能设计。
3.2 平衡技术
与平衡工装一样,平衡技术对于减少平衡误差、提高平衡准确度也具有非常重要的作用。对于高涵道比低压涡轮平衡工艺来说,应注意以下几点。
1)平衡转速应避开“平衡机—机件—工装”系统的共振转速,选择测量读数相对稳定的转速范围,为安全起见,转速不应过高,可通过试验确定。
2)为减小低涡转子叶片松动带来的影响,正式测量前应开几次车使转子稳定,并通过多次测量取平均值。
3)为减小平衡芯轴等本身不平衡量及工装连接带来的附加不平衡量影响,尽量采用转位平衡法。
4)应注意平衡工装与机件间的连接,对于过盈止口配合部位,应设计专门压具,并按照完全十字交叉顺序拧紧连接螺栓。
5)对于停放时间较长的转子,尤其是长径比较大、容易变形的低涡轴组件,为了保证测量数据的稳定、真实可靠,需在平衡机上运转一定时间后再进行测量,并进行检查。如GE90-115B低涡轴组件要求测量BK、BM动不平衡量(参见图4),在370rpm、920rpm下各截面矢量差不超过1015gmm。
6)检查平衡结果的准确性,可用橡皮泥作为检验配重,检验配重引起的不平衡量等于2倍剩余不平衡量。在沿平衡面圆周均布的4个点上依次加检验配重时,不平衡量显示值均应不小于放置检验配重前的值,角度应该在检验配重位置±30?范围内。
3.3 盘轴连接工艺
盘轴组件连接是影响低涡转子装配附加不平衡量值的关键因素。对于分体平衡而言,是影响整机低涡转子组件平衡品质表现的关键环节,除了盘轴端面跳动高点错开180?安装、采用专用压具保证配合到位外,连接螺栓轴向预紧力的均匀性和准确性对于整个低压涡轮转子组件影响最为重要。因此,对于连接螺栓的拧紧工艺需要精细控制。
如GE90-115B发动机,由于低压涡轮转子质量和转动惯量很大,对连接结构的连接刚性和稳定性要求更高[18],需要可靠的装配工艺才能保障,因此采用了智能拧紧系统实施“扭矩-转角”工艺法进行连接质量控制,如图9所示,在智能拧紧轴前段安装有扭矩/转角传感器,需满足智能拧紧轴与传感器的扭矩⊿(差值)在0±7Nm、扭角⊿在0±3?之内,以精确控制螺栓预紧力的准确性和一致性。
参考文献
[1] 周烁,汪俊熙,刘宜胜,等.大型商用航空发动机整机装配工艺浅析[J].技术前沿,2014(5):92-96.
[2] 陈光,洪杰,马艳红.航空燃气涡轮发动机结构[M].北京:北京航空航天大学出版社,2010.
[3] CHEN Yi, HU Erming, HUANG Xizhi, et al. Exploring wing- mounted engine vibration transmission for new generation airplanes with turbofan engines of high bypass ratio[J]. Journal of Northwestern Polytechnical University,2012, 30(3):384- 389.
[4] 尚洋.民用航空发动机振动配平计算功能设计[J].航空发动机,2017,43(4):56- 60.
[5] 陈曦,廖明夫,张霞妹,等.大涵道比涡扇发动机低压转子现场动平衡技术[J]. 航空动力学报, 2017,32(4):808-819.
[6] 王凤,张德志,刘洪波.民用大涵道比涡扇发动机本机平衡方法研究[R].北京:第2届民用飞机制造技术及装备高层论坛,2010.
[7] 罗立,唐庆如.航空发动机振动与平衡研究[J].中国民航飞行学院学报,2014,25 (2):57-60.
[8] 夏存江. 涡扇发动机风扇配平方法的优化[J].中国民航飞行学院学报,2016,27(4):32- 36.
[9] 姜广义,王德友,焦业秋.大型发动机转子本机平衡技术试验研究[J].航空科学技术,2008,34 (1):6-22.
[10] 晏砺堂,晓光.CFM56-3发动机本机平衡技术[J].国际航空, 1989,(3):32-34.
[11] 杨溢,CFM56-5C4 发动机风扇叶片(N1 转子)振动大的故障排除[J]. 航空维修与工程,2009,(2):77-78.
[12] 董勤,唐正幂. V2500 发动机振动配平简析[J].科技视界,2014 (1):112-113.
[13] 刘静宇. CFM56-7B 发动机振动指示高故障分析[J]. 航空维修与工程,2012(1):58-59.
[14] 王娟,史新宇. 航空發动机低压涡轮转子平衡工艺研究[J].航空科学技术,2016,27 (2):25-28.
[15] 中国国家标准化管理委员会.GB/T 9239.1-2006 恒态(刚性)转子平衡品质要求(第1 部分:规范与平衡允差的检验)[S]. 北京:中国标准化出版社,2006:1-23.
[16] 李书明,赵洪利.民航发动机构造与系统[M].北京:中国民航出版社,2015.
[17] 沈锡钢.大涵道比涡扇发动机总体性能与循环参数设计[J].航空科学技术,2011,(4):4-7.
[18] 洪杰,马艳红,张大义.航空燃气轮机总体结构设计与动力学分析[M].北京:北京航空航天大学出版社,2014.
