新机研制中总装装配指令策划研究
2019-09-10侯兆坷陆汉东刘宣辰溥光星王立松曹胜挺
侯兆坷 陆汉东 刘宣辰 溥光星 王立松 曹胜挺

摘要:针对新机研制过程中总装装配指令编制存在的各类瓶颈问题,通过分析指令策划的作用,提出借助前期指令策划彻底解决指令问题的思路,并对实现指令策划的路径进行了分析研究。在对数模进行装配单元划分的墓础上,形成总装指令目录及含装配顺序的装配指令树,用于指令编制及其他业务域的工作准备。同时,充分分析指令策划的技术难点,给出一套对指令策划结果合理性的验证、优化方法,把指令编制、指令策划与型号实践验证有机统一起来,为新机研制指令策划工作提供理论支撑,为指令编制工作明确可靠依据,确保型号指令体系可行、有效。
关健词:新机研制;飞机总装;指令策划;装配指令;装配指令顺序
中图分类号:V262.4 文献标识码:A
工艺指令是飞机制造过程中重要的工艺技术文件,是工艺技术人员与操作者沟通的纽带,也是指导操作人员进行各项作业的依据。指令的实用性直接影响产品的质量,特别在飞机总装阶段,手工作业占比较高,人的因素对飞机装配质量影响较大,而装配指令又直接影响并决定操作的正确性和合理性,因此总装装配指令在飞机总装过程中具有举足轻重的作用。但在实际的型号研制过程中,行业内普遍存在装配指令的指导性不强、可实施性差的问题,制约飞机装配,影响型号研制进度。
单纯从指令本身出发,对比国内外主流飞机制造企业装配指令可以看出,国外装配指令多以图片形式详细示意操作过程,表达相对直观明了,易于理解。国内装配指令多以文字概括叙述,在理解方面对操作者要求相对较高。其实,影响飞机装配效率和质量的不仅仅是指令本身的编制情况,还与型号指令整体策划紧密相关,优秀的整体策划在做好全机指令划分的同时,还能体现出指令装配顺序及各指令间的逻辑关系,可以大大拓展指令在生产计划、采购、配套等各相关业务域的应用。在新机研制过程中,如何做好总装装配指令策划是一项亟待解决的课题,从顶层对设计数模进行合理分解,划分装配单元,对应形成总装装配指令目录,确定总装装配指令树,并通过装配指令间的逻辑关系促进指令编制质量是本文研究的主要方向。
1 总装装配指令策划的作用
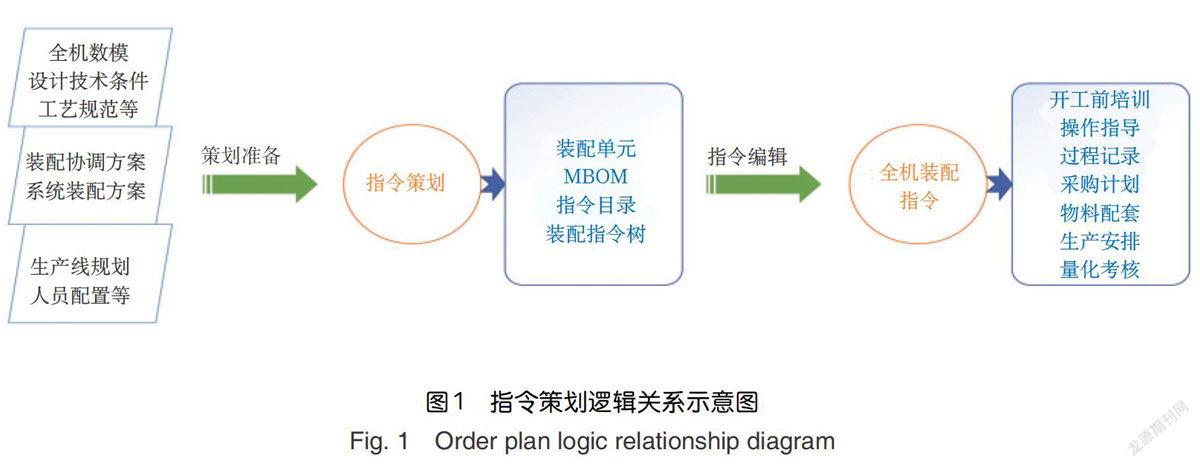
在新机研制过程中,总装装配指令具有非常重要的作用,是开工前培训、操作指导、过程记录、采购、配套、生产计划安排的依据,这些活动涉及总装阶段的各个方面,通过这些活动完成飞机总装装配及系统试验调试工作,如何实现装配指令承载的上述功能是总装装配指令策划的目的和意义。分析总装装配指令各项功能,可以看出指令间的装配顺序贯彻始终,各系统单独编制本系统的指令,最后汇总成全机装配指令的方式无法体现全机装配顺序,只能通过指令前期策划实现[1]。
总装装配指令策划逻辑关系示意图,如图1所示,从逻辑关系可以看出,指令策划工作内容主要包括:依据设计要求和顶层型号工艺规划,结合现有生产线规划及各类资源配置,对全机数模进行装配单元(每个装配单元对应一份指令)划分,形成全机装配指令目录;并规划各装配单元间的装配顺序,形成全机总装装配指令树,用于表达全机装配顺序及各指令之间的交联关系,为型号后续采购、配套、生产计划安排提供支撑[2]。因此,指令策划在指令编制中承担着前期规划方案性质的作用,是指令编制的基础和依据。同时,指令策划又是个迭代的过程,指令目录及指令装配顺序通过指令编制过程及型号总装实践验证,进一步优化调整,最后固化型号指令。
通過指令策划,综合考虑型号与装配要求相关的设计技术文件、工艺技术文件及公司资源保障条件,形成符合公司实际的型号装配单元划分,在此基础上开展指令编制工作。参照行业内对车间工艺室的定位,指令策划工作应由总装车间工艺室主任负责,其承上启下的岗位定位,有利于向上协调指导工艺,向下安排各系统专业组长。指令策划的过程,既能熟悉数模及相关技术要求,又能对顶层装配方案的合理性进行验证,特别有助于车间工艺员了解全局,形成整机概念,为编制高质量指令奠定基础[3]。
2 总装装配指令策划存在的问题
虽然总装装配指令策划作用重大,借助前期策划活动可以解决装配指令存在的系列问题,但在新机研制过程中,受诸多因素制约,策划环节未受到应有的重视,主要体现在以下三个方面。
(1)策划意识缺失
按照传统的新机研制模式,型号启动至设计数模冻结之前的联合设计阶段,工艺系统由工艺主管部门组织各车间工艺人员参与并行工程,该阶段主要工作是对设计数模进行工艺性审查及型号顶层制造方案策划、编制。至于指令编制工作,由于工艺系统基本采用二级设置,即技术主管部门及车间工艺室两层,分别对应指导工艺和车间工艺,其中,指导工艺负责型号各类工艺方案策划、编制,车间工艺负责指令编制[4]。车间工艺的定位导致其对型号缺乏全局性认识,加之型号研制进度往往较紧迫,总装装配指令编制通常是采用各系统分别编制,最后汇总形成全机指令的形式,往往跳过前期策划阶段。前期指令策划工作准备不足,致使总装装配指令自身质量不高,可操作性差、指导性不强,不利于新机研制。
(2)对总装装配指令功能认知不足
总装装配指令在编制时通常关注各自系统工作内容,对全机装配顺序没有从顶层规划,尽管有时会对系统间的交联关系进行分析、辨识,但对装配指令所具有的其他附加功能认知不足,如开工前培训、过程记录、装配关系、采购配套、生产计划、量化考核等工作均不同程度上借用装配指令才能实施[5]。在指令编制时仅仅从安装、调试的角度出发,容易出现单份指令工作量过大或过小,不利于生产计划安排及考核,需要对指令进行拆分或合并,形成工作量适中(一般单份指令工作量不宜超过8h)、界面清晰、易于闭环的指令。另外,在飞机实际总装过程中恰恰是配套不及时、计划安排不合理、记录不规范等因素造成型号返工、停滞,影响型号总装进度。
(3)指令整体协调性差
由于前期策划不充分,加上各系统工艺员定位的局限性,导致指令之间的协调性较差,与生产线站位划分结合亦不紧密,指令基本是串行关系为主,并行工作及交联关系体现不充分。从指令编制角度,指令之间没有相互印证关系,影响指令编制质量;从后续采购配套准备、生产计划安排等对指令附加功能的借用方面,不能体现全机装配顺序的指令,很难有效缓解采购压力,促进及时配套,合理安排生产计划,亦不能为量化考核提供行之有效的依据。
针对指令策划存在的上述问题,工艺系统应举行专项培训工作,让型号参研人员都清查并理解策划活动的作用,并从制度层面明确策划要求,把装配指令策划纳人型号研制工作计划,借助项目考核推进策划工作落实。
3 总装装配指令策划技术难点
(1)装配单元划分合理性无具体判据
飞机装配是一项复杂的系统工程,特别是飞机总装涉及结构大部件对接,系统零件、成品安装,系统试验调试等工作,且在新机研制时由于项目进度受多方面因素制约,总装装配周期往往被大幅度压缩。如何在有限的时间内高质量完成繁杂的型号总装工作,完备的装配指令体系不可或缺,这就对总装装配指令策划工作提出了较高的要求。按照型号规划的装配顺序,把全机总装数模划分为合理的装配单元,每个装配单元对应一份指令,且单份指令工作量要适中,关联指令衔接需紧凑,同时需考虑指令的指导性和可操作性,可见指令装配单元划分难度非常大[6]。尽管在装配单元划分时可以借用数模设计构型项划分,但通常设计构型项划分与工艺实施过程不一致,且有多个设计构型项交叉装配的情况,需要结合公司实际情况对设计构型项进一步分解。目前行业内未形成统一的标准,也无具体的指标去评判装配单元划分的合理性,需要工艺技术人员在型号实践中逐渐探索完善。
(2)确定装配顺序对策划人员技术要求较高
合理的装配单元划分仅是总装装配指令策划的第一步,确定全机指令装配顺序,建立全机装配指令树是整个总装装配指令策划的工作重心。准确理解顶层装配工艺方案意图,合理把握装配关键环节,同时要结合公司实际装配能力及各项资源配置,才可能策划好型号装配顺序,这就要求全机装配指令策划者必须有丰富的总装装配经验,同时需具有较强的项目策划能力和协调能力。鉴于指令策划的能力要求较全面,具体实施时可以成立以总装车间工艺室主任为核心,指导工艺员和车间工艺组长为骨干的指令策划团队,共同完成指令策划工作。
(3)装配指令策划需考虑指令承载的其他功能
指令策划时,单纯考虑指令自身的指导性和可实施性难度已很大,同时还要兼顾其他业务域对指令附加功能借用,进一步加剧了策划的困难。如生产部门在安排型号研制计划时,希望知道指令间的装配顺序,把生产计划细化到每份指令,便于计划管控和考核;采购部门在接到物料采购申请后,希望申请能有一个轻重缓急的排序,来缓解采购压力;供应部门同样希望配套需求有明确的先后顺序,确保紧急的指令得到优先配套。所有这些指令延伸功能,在指令策划初期均需全面考虑,确保型号研制得以全面推进。
4 新机研制中总装装配指令策划流程
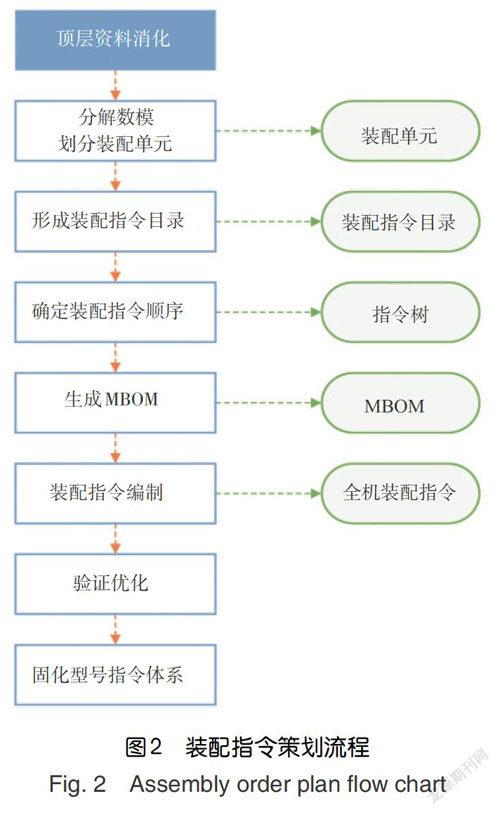
总装装配指令策划内容主要包括:顶层资料消化;分解数模划分装配单元,对应输出物为全机装配单元;形成装配指令目录,对应输出物为总装装配指令目录;确定指令装配顺序,对应输出物为总装装配指令树;生成MBOM,对应输出物为MBOM;装配指令编制,对应输出物为总装装配指令;验证优化;固化型号指令体系闭。详细策划流程如图2所示。
(1)顶层资料消化
在新机研制详细设计结束前的工艺性审查阶段,总装车间工艺室主任在组织工艺员熟悉数模的同时,应全面梳理设计技术条件、工艺规范及各类试验要求,真正理解设计意图。与型号指导工艺员同步沟通,消化装配协调方案及各系统装配方案,理解型号装配思路及實现路径,积极构思承接装配方案的指令框架,为指令策划做好前期准备工作。
(2)分解数模划分装配单元
在全面熟悉数模及各项顶层技术要求的基础上,结合对型号的生产线站位划分,开展对数模的装配单元划分工作,具体分解示意如图3所示。首先确定各站位主要工作内容,相应把全机数模划分为几个大的模块/系统,分配到各站位。例如,某型号生产线规划第一站位进行机身各段对接,在装配单元划分时,就要把涉及机身各段对接的工作划分到第一站位。其次,在各站位内,按照装配的先后顺序,结合设计构型项划分(指令划分时尽量一个设计构型项划在同一份装配指令中),对划分好的模块/系统做进一步细化,分割至最小装配单元——指令级,即每个装配单元对应一份指令。最后,汇总各站位装配单元,形成全机数模完整的装配单元划分。
(3)形成装配指令目录
对已划分完成的装配单元,根据每个装配单元的主要工作内容予以赋名(指令名称应能体现该份指令的作用),形成与全机装配单元一一对应的总装装配指令目录,即型号总装指令体系,作为后续指令编制的依据。同时,在指令目录的基础上增加指令说明栏,对每份指令的主要工作进行简要描述,注明装配指令或调试指令,用于后期指令装配顺序划分。
(4)确定指令装配顺序
总装工作是飞机总成的最后一步,既有部件装配、零件定位,又有成品安装、功能调试,各系统互相交联,装配关系错综复杂。因此,确定合理的装配顺序,提高装配效率,确保装配质量是总装工作首先需要考虑的问题。结合飞机总装阶段的工作内容及相关型号的装配经验,总装装配指令顺序确定应遵循“定位安装优先,成品安装其后;系统安装并行,功能调试穿插”的原则。在完成全机装配单元划分及指令目录的基础上,采用甘特图的形式来展示装配指令之间的装配顺序,形成总装装配指令树,某型号机翼结构及系统装配指令树,如图4所示。在甘特图上对每份指令所需工时进行赋值,就能得出全机总装装配周期,结合指令之间的串并行关系,便可安排型号生产计划。
(5)生成MBOM
完成全机装配单元划分,确定指令间的装配顺序后,即可生成全机MBOM。可通过MBOM与设计EBOM进行比对,核查装配单元划分是否有遗漏。同时,工艺部门可把MBOM提供给采购、供应、生产等部门,用于长周期材料、成品采购,配套及生产计划安排等前期准备工作。
(6)装配指令编制
按照全机装配指令目录,比对各指令所对应数模的装配单元内容,按照装配指令编制规范要求,车间结构、系统工艺员便可开展装配指令编制工作。指令编制过程中工艺人员应与操作者进行沟通,把操作者的实操经验融人指令工步中,切实提高指令的指导性和可实施性。同时,指令编制的过程,也是对指令策划工作的初步验证过程,通过指令编制过程中发现的问题,针对需要调整装配单元划分的部分,及时调整指令策划内容。
(7)验证优化
装配指令编制工作完成后,指令策划前期工作亦基本完成,对于策划结果是否合理需要进一步验证,可采用虚拟装配仿真验证和型号实施验证两种方式:一是虚拟装配仿真验证:借助CATIA软件或DELMIA软件按照装配指令内容逐项进行模拟装配仿真,重点核查装配顺序安排是否合理及各系统间干涉情况,通过仿真验证及时发现指令存在的问题,促进策划的合理性[8]。二是型号实施验证:型号实施验证包含新机研制验证及小批试制验证两个阶段,型号装配实践是对指令策划工作及指令自身质量的最终验证,指令策划与公司现有各种软硬件及人力资源相结合,才能反映公司真實的制造能力。
验证工作结束后,需要对策划工作进行相应的调整、优化,具体优化方法如下:问题收集:收集指令编制、虚拟装配仿真验证和型号实施验证过程中存在的与指令策划和编制相关的问题,并对问题分类甄别,识别出需要调整指令内容的问题。指令内容调整:针对需要调整指令内容的问题对装配单元划分微调,同时更新指令目录及对应指令主要内容。指令装配顺序调整:依据型号装配实践,对更新后的装配单元与指令目录重新进行排序,形成新的装配指令树。装配指令更新:针对调整、优化的指令目录,比对相应装配单元调整的内容,重新编制装配指令,同步更新指令体系。
(8)固化型号指令体系
通过前期指令编制和型号试制的调整、优化,初步形成相对合理的指令体系,结合型号后续小批生产,进一步对装配指令实施验证。在小批生产结束后,集中对指令进行全面调整,最终固化总装装配指令、装配指令顺序和MBOM,用于型号批产。
5 结束语
当前国内新机研制已基本实现数字化三维建模,后续可通过DELMIA软件进行生产线规划,利用二次开发实现基于三维数模的站位/装配单元任务分解,实现将全机零件安装工作分解到各个装配单元上,完成装配指令的规划,并完成装配过程的仿真及验证[9]。
总装装配指令策划是新机研制过程中形成型号指令体系的重要环节,如何通过指令策划为指令编制提供合理、明确的依据,同时为型号采购、配套及生产计划安排等工作提供前期准确输入信息,是每位工艺技术人员均应思考的问题。本文在分析总装装配指令策划作用的基础上,根据国内新机研制过程中的经验、教训,系统研究了开展总装装配指令策划的思路和方法,希望能为行业工程技术人员提供一定的借鉴和启发。
参考文献
[1]王海宇.飞机装配工艺学[M].西安:西北工业大学出版社,2012.
[2]《航空制造工程手册》总编委会.航空制造工程手册:飞机装配[M].北京:航空工业出版社,2010.
[3]薛鹏,李原,彭培林.基于实例的飞机装配单元划分技术研究[J].中国机械工程,2007,18(19):2318-2321.
[4]燕宜军.基于AO的飞机装配架次管理系统的研究与开发[D].南京:南京航空航天大学,2007.
[5]李丽萍,李原,张开富.基于图树模型的飞机装配单元划分[J].机械科学与技术,2008,27(2):157-161.
[6]靳江艳,黄翔,刘希平,等.基于广义装配关系的复杂产品装配单元划分方法[J].南京航空航天大学学报,2012,44(l):50-55.
[7]景武,赵所,刘春晓.基于DELMIA的飞机三维装配工艺设计与仿真[J].航空制造技术,2012,408(12):80-86.
[8]彭培林.基于实例的装配协调方案设计技术研究[D].西安:西北工业大学,2005.
[9]范玉青.现代飞机制造技术[M].北京:北京航空航天大学出版社,2001.
