一种适用于弧面键槽加工的定位夹具
2019-09-07张国庆
张国庆
(河北钢铁集团宣工公司技术中心,河北 张家口 075100)
在机加工领域中,夹具是机床中不可缺少的辅助装置。仅仅靠机床本身来定位装夹工件是不可能完成的,这就需要额外增加一些辅助装置来协调和配合机床来实现工件的装夹。工件的装夹定位,往往离不开夹具的辅助这个功能,零部件通过夹具的定位,进而控制其加工的位置精度和尺寸精度,通过夹具可大大缩短零部件加工的时间和成本。从而实现低精度机床加工高精度工件。
1 工件结构
本夹具基于我公司生产的尾套是高驱系列履带推土机重要零部件之一,是左右行走系统的重要组成部件之一。如图1所示。此零件材质为20号无缝管,其中在其圆周面上有上下两处深13mm,宽46±0.05mm,长293±0.2mm的键槽,在键槽的末端还有R80的过渡圆弧,且上下两个键槽的对称度要保证在0.02mm,此键槽即为需要加工。对于一般的圆形零件,使用铣床对工件进行加工时,首先应该将工件精确装夹在夹具上,而且对需圆周加工的工件(例如图1所示的工件)不同的工位重复装夹,装夹精度和重复定位直接影响了加工精度。
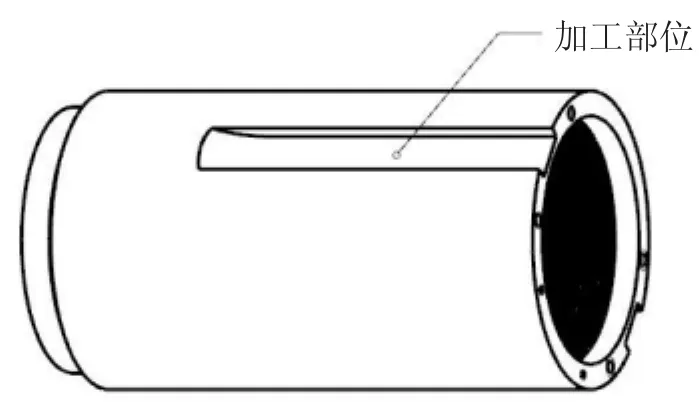
图1 所加工工件的结构图
传统的铣床夹具一般采用划线定位,不同工位需要重新装夹,这样很难保证工件的位置精度,而且严重影响了加工效率,操作也很复杂。传统夹具对于圆周不同工位的加工效率低,重复定位尺寸精度和位置精度低,影响了加工质量,增加了成本。为保证加工精度、提高加工效率、设计了简易夹具,通过夹具利用普通铣床,加工该零件尾套上两个深13mm,宽46±0.05mm,长293±0.2mm的键槽.此外此夹具还适用于对不同圆形工件快速定位、装夹,圆周方向不同弧形部位加工的夹具,具有范围广,实用性强等特点。
2 夹具结构
参看图2,此定位夹具,构成中主要包括底座、左支撑、右支撑、定位销、压板、压紧螺栓、定位销、轴、第二螺母、第一螺母、第一环形压盖和第二环形压盖,左支撑和右支撑通过螺栓精确的装配在底座上并通过定位销精确定位,第一环形压盖和第二环形压盖通过第一螺母和第二螺母紧固在定位轴上,并且第一环形压盖和第二环形压盖外圆尺寸均为mm,直径220(-0.015,-0.044)刚好和工件的两端止口配合定位。定位轴的中部位于工件的中心孔内,其两端安装在左支撑和右支撑上。两个环形压盖均套装在定位轴上并分别旋转定位轴上的两个螺母压在工件的两个端面上,定位插销位于一个支撑的插销孔内,其一端插入相邻环形压盖的分度定位孔内,通过压板压紧固定,压板上设有压紧螺1.底座;2.右支撑;3.左支撑;4.塞尺;5.第一环形压盖;6.第二环形压盖;7.对刀块座;8.对刀块;9.定位轴;10.弹簧;11.定位块;12.手柄;13.定位插销;14.套;15.导套;16.第二螺母;17.第一螺母 栓,松开压紧螺栓后,由第一环形压盖、第二环形压盖、第一螺母、第二螺母和定位轴构成组件能自由转动,以便调整工件的加工工位。

图2 铣夹具的正向视图
此定位铣夹具,在底座上设有对刀块座、对刀块和塞尺组成的对刀装置。对刀块座通过螺栓链接到底座通过定位销精确定位。对刀块通过螺栓链接到对刀块座上通过定位销精确定位,塞尺安装在对刀块座上。此定位铣夹具,定位插销、弹簧、导套和手柄构成了分度旋转定位机构组成。该旋转定位机构安装在右支撑上并且定位插销与第一环形压盖上各分度销孔对应。
3 工作原理
使用本夹具加工高驱系列推土机尾套的上下两个弧形面的键槽时,首先将夹具安装在铣床上,然后利用工件已加工过的内孔两端止口定位将工件套装在夹具上通过第一环形压盖和第二环形压盖一端与之配合,并采用第一螺母和第二螺母在两外端压紧。然后通过第一环形压盖上的两个定位销孔定位,此时工件完全被约束住。铣刀在开始铣工件时先与对刀块找正,然后开始第一个弧形键槽的加工,加工的深度直接和塞尺平齐。当第一个弧形键槽加工完后,松第一螺母和第二螺母,转动工件到适当的位置,开始第二个弧形键槽的加工。(在整个加工过程中工件与第一环形压盖和第二环形压盖均无相对运动),如此则两个弧形键槽完全被加工完。最后卸下工件。
4 结语
采用对刀块对加工位置快速对刀,具有操作简单、定位精度高、速度快,实现各工位无需重新装夹即快速切换定位等优点。此铣夹具投入使用后大大节省了加工时间提高了工作效率,有利于产品的批量化生产。
