标准化作业在AP公司组装线上的应用
2019-08-19
(1.中国石油大学(华东)经济管理学院 山东 青岛 266500;2.江苏宝得换热设备有限公司 江苏 江阴 214400)
一、前言
作为一门科学,标准化毫无疑问有其自身的理论,标准化活动是多数人一种社会实践,是有组织和有目的的实践活动,同时伴随着其实践的总结即可获得理论的提炼,然后依照PDCA的模式不断的上升到它的高级阶段。
标准化作业的目的正如徐雷所讲“标准化的目的在于一定范围内获得最佳秩序和社会效益,其在统一、规范和互换通用等方面的作用已为社会各界所认同。笔者认为随着知识经济时代的到来,标准化进一步呈现出知识体系构建与传播的价值,各层级的标准体系就是高度系统化的公共知识承载平台,而标准化活动则起到了知识积累,知识传播以及整合应用的作用[1]。”所以综合来讲,标准化主要有四个目的,包括企业的技术储备、企业生产效率的提高、防止不良或故障问题的再发、新员工的教育训练资材。在工厂里要达到上述目的,如果现场作业中的工序的次序混乱或随意变更,作业方法或者作业条件随人而异的变动,生产稳定和符合要求的产品将无法进行,特别是当前新经济时代环境下人员的流动率较大,我国企业自动化程度仍然较低,产品质量无法保证的情况下,企业对其作业流程和作业方法应用精益管理的工具加以规范并贯彻执行,显得尤为重要。近些年,很多学者一直致力于标准化理论的研究,包括在高度分工合作的现代产品制造体系下,承载着“产品技术指标的规定、组织生产的依据、共同使用和重复使用的规则”任务的标准化建设对于保障产品质量具有非常重要的意义[2]。“作业标准化是制定出一套适合员工操作的工作流程,以此来对某一操作过程进行规范化生产或者操作,作业标准化并不是对某一个工序生产方式固定,然后重复,而是要不断的进行改进,正如今井正明所说任何流程非标准化,否则不可能达到真正的改进[3]。”这些研究在其研究领域分别取得了不小的成就,但是对于一个具体的组装线上的标准化作业应用方面讨论的较少,所以本文将主要讨论标准化作业在AP公司组装线上的应用。
二、AP公司目前组装线上的主要问题
在AP公司组装线上,“标准化作业的主要作用是是把企业内知识型和实践型员工所积累的技术、经验通过小组活动的方式来加以优化然后以文件的形式给予保存,从而防止因为人员在流动中造成整个技术、经验的流失”[4]。所以标准化作业时将可重复的作业和复杂的管理有机的结合,使工作有流程,管理有章法,动作有标准;标准化作业时将让人及功效要求和规章制度,产品和过程要求更加的具体化,它所产生的效益不仅仅在质量,效率和安全方面,还有益于企业管理水平的不断提高,特别是对基层人才队伍的建设也有很重要的意义。达到个体知道的越多,组织就会拥有的更全面,最终将个人的智慧和实践汇聚为团队和公司的财富,从而全面提高企业经济效益和市场竞争力。所以标准化作业对企业有极大的积极作用。
由于AP公司目前的发展出现了瓶颈,特别是在基层人员流动率方面居高不下,生产效率和同行相比较低,对AP公司进行标准化作业改进是迫在眉睫的事。活动中,我们选择了AP公司的其中一条组装线进行了研究,进行以点带面,在实践中教会团队如何利用标准化作业方法解决问题,并培养出一支了解理论和掌握应用的团队。在AP公司目前共有10条组装线,活动中选取的A组装线每天产量根据产品的复杂度不同而不同,但是该条产线每班基本需要换型两到三次,人员固定在7人,共分两个班次,每个班次工作12小时。生产现场的布局基本为一字型布局。生产中,目前该生产线的生产效率较低,人均每小时180支,而且近几年来因为产品中部件相位的问题,多次接到了客户的投诉,再加上人员波动比较大,产品的质量和生产效率无法保证,另外由于产线作业的不平衡,导致作业工位上的在制品较多而且无法受控,导致作业现场混乱,所以我们决定对该生产线通过应用精益生产的基础工具之一—标准化作业进行改进,只有通过基础的改善,生产效率和质量才有保证,才可以稳定的提升。
三、AP公司标准化作业在组装线上的改善
按照标准化作业活动的流程,我们先对活动的小组成员进行了选拔,成立了项目小组,考虑到标准作业的有效性和是否能够真正的为现场服务,为企业服务,在小组成立时我们邀请了生产一线的班长,以及车间主任,质量工程师,工艺工程师和设备维修工程师,以及IE人员,共计7人组件了一个多功能小组。活动前,对于小组成员,我们首先分别在会议室和现场结合的方式进行了充分的沟通和交流,并对标准化作业的理论知识做了简短的培训。在小组充分的交流和沟通后,小组成员按照各自承担的任务到现场进行了作业的观察。为了观察结果的真实有效,我们提前和员工以及当班班长进行了沟通,并选择了一个技能为中级的作业员作为现场观测时的主操,同时为了防止出现意外,我们准备了两块秒表和铅笔,准备铅笔的目的是为了便于观察过程中异常问题的修改。在此次改善中,作业时间的测量采用了现场测量的方法,而且在10次循环作业中每个作业的最短重复作业时间将确定为标准作业时间。在一切准备工作完成后,我们让员工按照正常的每10只一个小批的方式进行工序间的流转生产,共计重复作业了10个循环即共计生产了100只产品(因为定压一次需要10支产品,所以定压10次需要100支产品),然后对每个循环中单支产品每个工步用时进行了换算。另外,AP公司组装线上的作业员为固定工位,基本没有走动的浪费,所以为了达到与实际情况符合,在观察中我们采用了分段的方式对时间进行记录,时间单位为秒。记录结果见表1:
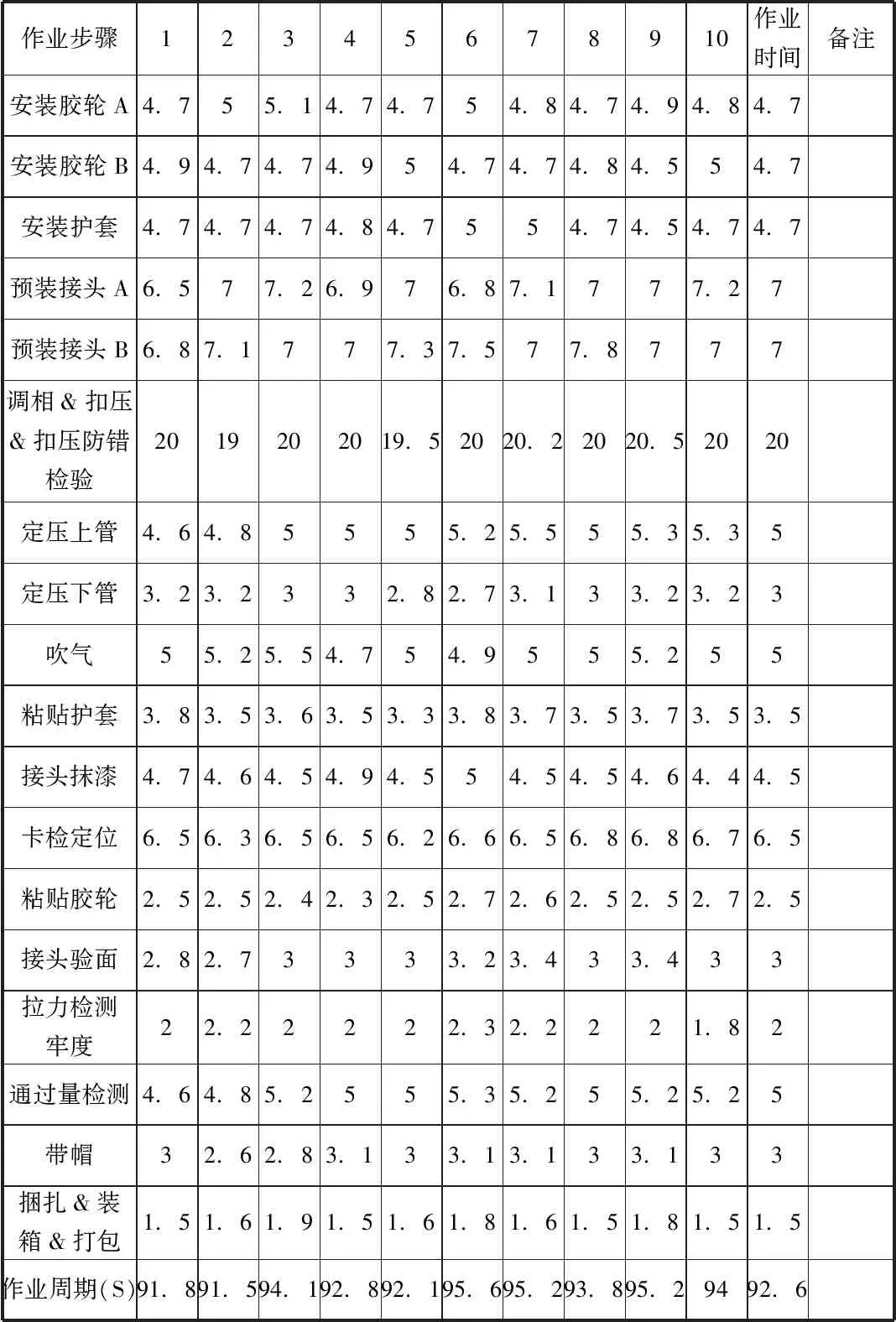
表1 工序/产线:组装A#线

图1 调整前作业平衡图
根据表1的记录结果和现场实际观察,以及调整前的作业平衡图1,不难发现目前的作业中存在较多的问题,主要包括了作业布局的不合理,工作分配的不平衡问题,以及工装设计的不合理等问题,但是考虑到时间、资金、重要度以及其它资源的限制后,在消除特殊因素后,我们决定首先解决工作分配不平衡的问题和工装设计不合理的问题。针对作业不平衡的问题,通过应用删除,重新安排,合并组合,简化操作方法。关于工作分配的平衡率,根据目前的标准作业和时间观测结果,工作的平衡率为:各工序的时间总和/(工位数*C/T),所以目前的平衡率66%,根据删重并减的原则,我们对工序中的作业流程进行了分析,然后对作业内容进行了部分的重新分配和调整,主要是针对之前的调相&扣压&扣压防错检验工步的工作要素进行了拆分,将扣压防错检验工作调整到后端其它作业员,即将原3号作业原承担的扣压防错检验工作调给7号作业员。调整后,在员工运行作业两小时后,现场观察并制作了调整后的作业平衡图见图2。

图2 第一次调整后作业平衡图(S)
说明:本次主要对改变了作业员和工序内改进的工序进行了测量,其它工序仍然借用了第一次测量的数据。根据第一次调整后的作业平衡图数据,可以看出作业平衡率提高到了82.7%,生产效率由之前的人均每小时180支提高到了人均每小时225支。
作业中,通常把一个流程中生产节拍最慢的环节叫做瓶颈工序。流程中存在的瓶颈不仅限制了一个流程的产出速度,而且影响了其它管理方面的绩效。在该组装线上,虽然经过了上面的改善,但是扣压调向依然是作业流程中的瓶颈工序,只有疏通了该瓶颈工序,才可以提高作业平衡率和生产效率,减少过程的在制品。目前的工装是一个所谓的万用调向的多功能复合工装,在每次换型时,需要员工使用扳手,卡尺等工具进行多次反复测量和调整,难度比较大,而且花费时间较长,每次调试设置的时间大约需要10min。调整结束后,作业时需要每次将产品放在工装中对相位进行调整,然后连同工装一起推动进行扣压作业,这样完成每个产品用时为20s。为了改善,我们采用了重新优化调向工装的方案,首先我们对产品的相位要求和生产计划进行了分析,发现该产线涉及到的产品的相位要求并不复杂,且产品类别共有20种,但是相位要求仅为3类,为了简化了设计和作业,我们将之前的多功能的复杂的调向工装重新设计为3种简单的专用调向工装。
设计完成后,我们随机选取了其中一个工装进行了生产使用,并对相位的过程能力进行了评估。评估时,由于我们选取的检验人员是之前经MSA评估合格的检验员,所以在此我们没有再进行测量系统的评估,而是直接进行了相位的过程能力评估。在评估过程能力时,我们随机跟进了四个班次,包括了两个白班,两个夜班,每个班次至少取样3次,每次抽样5支,抽样测量结果如表2,表中相位的单位为度。

表2 抽样测量结果序号班次
依据表2中的数据,首先进行了过程正态分布的检验,由图3可知:数据点对称分布在线的两侧,且P值小于0.05,所以该过程符合正态分布。

图3 过程正态分布的检验
依据表2中的数据,对该过程进行能力评估,根据图4可以看出,该过程受控且过程能力为2.04,过程能力满足要求。

图4 对该过程进行能力的评估
四、AP公司组装线上标准化作业改善结果
通过上面的优化和过程能力分析,我们和生产线员工进行了沟通,并由生产班长对员工进行了培训,然后重新测量和观察了员工的作业,观察结果如下表3,表中的作业时间单位为秒。
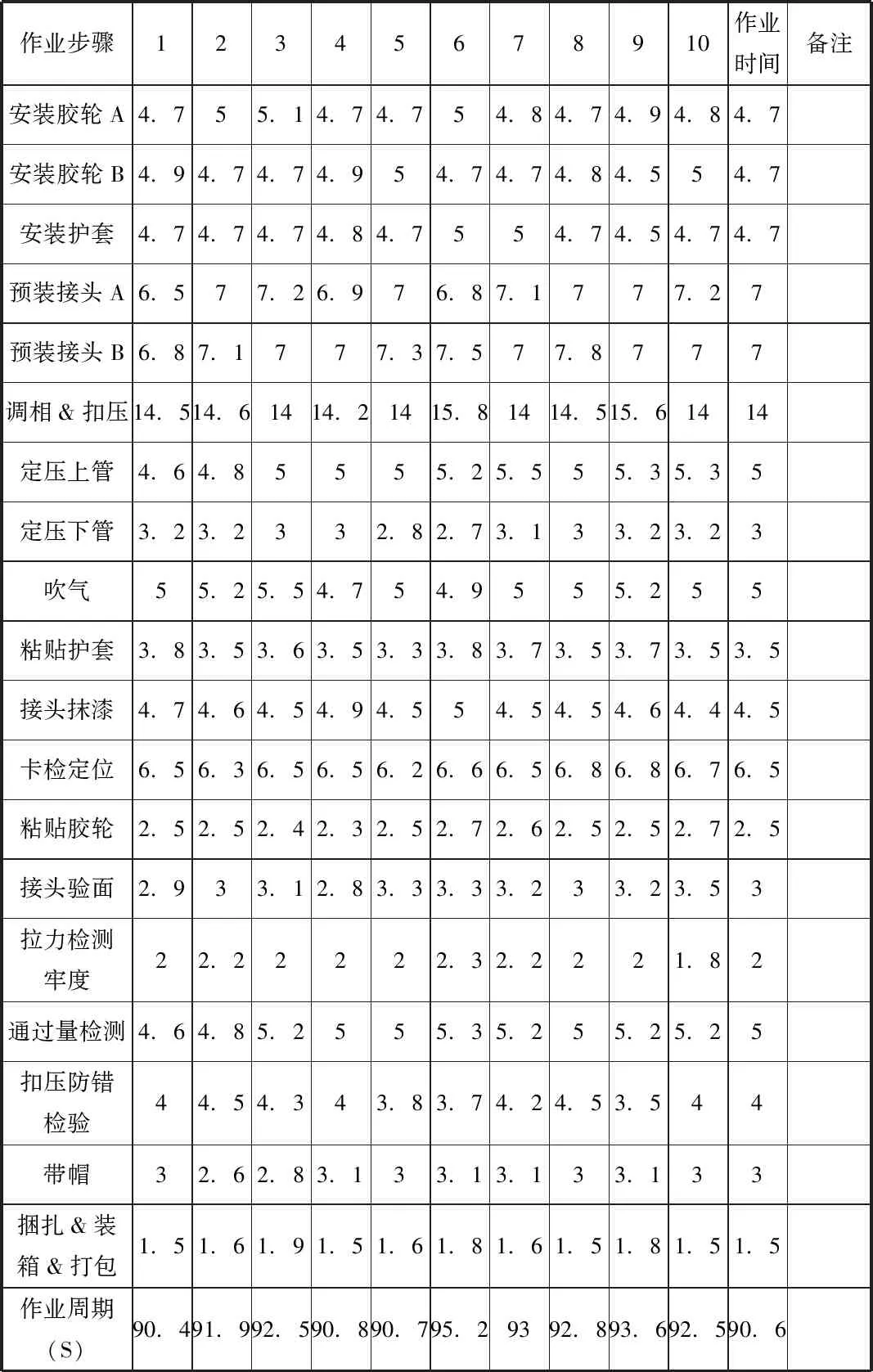
表3 第二次调整后:工序/产线:组装A#线
根据观察结果,重新评估了工作平衡率和生产节拍,其中作业平衡率提高到了92%,生产效率由之前的人均每小时225支提高到了257支。第二次改进后的作业平衡率见图7。
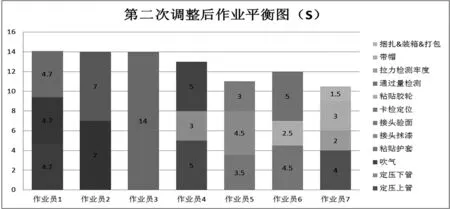
图5 第二次调整后作业平衡图(S)
通过上面的改进结果和对结果的验证后,我们创建了A单元组装线的标准作业指导书,在新的标准作业指导中主要包含了在制品的要求和节拍和作业顺序等内容,当然还包括了安全作业和员工PPE方面的要求。该文件经受控后发布到现场,以供下次改善的基础和新员工培训的资料使用。通过长期对改进结果的跟进,在生产效率方面,当月人均每小时生产效率比上个月提升了40%多。在质量方面,通过三个月的客诉追踪,客户投诉率相对上年度同期降低了30%。
五、结论
标准化是现代管理区别于传统管理的特征之一。随着科学发展、企业技术进步,标准化是一个不断演进的动态过程。标准化是企业提升现场作业水平的有力工具,是防止企业管理水平下滑的制动力。
特别是“班组作为企业生产活动东的第一线”,“班组长应将流程制度化,工作标准化,作业简单化,工具愚巧化”[5]。只有这样,每一项工作即使换了不同的人来操作,也不会因为不同的人,在效率与品质上出现太大的差异。如果没有标准化,老员工离职时,新员工可能重复发生以前的问题。没有标准化,不同的师傅将带出不同的徒弟,其工作结果的一致性可想而知。所以工作中,企业领导层需要关注标准化的应用。要“以质量控制、安全与效益为重要的目标,及时对作业过程进行改善,能促进生产系统的不断优化,利于提升企业生产与运作的高效性与安全性。将最佳实务标准化,以提升企业生产与运作的高效性和安全性[6]。”
