内浮顶储罐高效防火与快速灭火技术探讨
2019-08-19邵洪槐郎需庆张卫华张健中
邵洪槐,郎需庆,张卫华,张健中
(1.中国石化销售股份有限公司浙江石油分公司,浙江杭州 3100092.中国石化青岛安全工程研究院化学品安全控制国家重点实验室,山东青岛 266071)
0 前言
随着环保要求越来越高,内浮顶储罐已经成为石化企业储存挥发性介质的主要罐型之一,约占石化企业储罐数量的90%以上。在部分企业,存储介质相同的储罐还采用储罐气相空间联通的方式将相邻储罐进行串联,形成一个密闭的储罐群,以消除储罐大小呼吸造成的气体无组织排放。
然而,内浮顶储罐的燃爆风险也不容忽视。近些年,国内发生了多起内浮顶储罐着火爆炸事故,如福建漳州古雷3台5 000 m3内浮顶储罐火灾事故、大连某柴油内浮顶储罐爆炸事故、镇海石化5 000 m3内浮顶储罐雷击起火事故等,这些储罐火灾扑救难度较大,且容易发生复燃。究其原因,内浮顶储罐发生燃爆事故主要是因为罐内存在大量可燃气和潜在的点火源。国内学者对此开展了大量研究工作,聂世全等分析了内浮盘密封失效原因[1],包括浮盘搭接面存在缝隙、密封圈与罐壁之间存在缝隙、浮盘的附件不密封等,提出从浮盘设计、施工、定期检测等方面提升浮盘的密封性能。孔昭瑞分析了国内组装式浮盘结构合理性,指出浮盘与油面间存在的油气空间是保障内浮顶储罐与组装式浮盘安全运行的有利条件[2]。吴宏章等研究了内浮顶储罐“小呼吸”对环境影响过程,指出内浮顶储罐油气挥发的主要动力是温度变化引起的油气分子热扩散作用[3]。汪映标等研究了储罐主动安全防护系统历与装置结构特点,提出了应用建议[4]。
本文针对内浮顶储罐的火灾防控开展研究,旨在提出有效的储罐火灾预防措施和高效灭火技术,提升内浮顶储罐的安全性能。
1 内浮顶储罐火灾原因分析
内浮顶储罐火灾事故起因于罐内存在大量处于燃爆范围的可燃气以及点火源,其发生火灾后,罐内气相空间往往先爆炸,造成罐顶部分掀开,同时,浮盘倾斜或破裂,形成罐内部分液面持续燃烧,很快铝制浮盘沉没或熔化,罐内形成全面积火灾,罐内火焰从罐顶开口处猛烈喷出。
1.1 罐内可燃气泄漏源分析
从罐内可燃气的集聚情况看,内浮顶储罐的浮盘及其密封圈是主要泄漏源。首先,国内内浮顶储罐绝大多数采用组装式铝制浮盘,浮盘框架底部设多个铝制浮筒,框架上设置多片铝制蒙皮,蒙皮搭接处采用铆钉固定。浮筒的一半体积浸没在液体内,蒙皮与油面之间存在较大的油气空间。由于框架是铝制结构,柔性较强,在罐内收油时液面波动剧烈,导致浮盘在运行一段时间后,蒙皮的搭接处出现缝隙,造成浮盘下液面油气持续挥发。
其次,浮盘上的附件未进行密封处理,如导向柱与浮盘的穿越处以及导向柱上的通气孔均裸露,造成罐内油气持续挥发至外部空间;浮盘上的取样口等也存在未密闭的做法。
再次,浮盘密封圈多数采用舌型密封,密封与罐壁采用搭接方式,密封不严,尤其是在浮盘波动时,罐壁处存在大量的泄漏点。即使采用了填充式一次密封,在运行一段时间后因密封填充物变形导致密封圈与罐壁之间出现缝隙。
1.2 罐内点火源分析
内浮顶储罐的点火源主要包括静电、雷击、硫化亚铁自燃和明火等。对静电而言,在储罐浮盘落地后,初次进油时需严格控制进油流速,而且进油口末端要做缓和设置,减轻油料射流对罐内设施的直接冲击。大连港某内浮顶储罐曾因进油速度过快导致浮盘下部油气空间被静电引爆,造成整个罐体倾倒。
随着原油品质的劣质化,高含硫油料的腐蚀性加强,导致罐内气相空间的壁面形成硫化亚铁腐蚀物,在储罐发油时,新鲜空气进入罐内与硫化亚铁作用,待腐蚀层的热量集聚到一定程度后即发生自燃,从而引燃罐内可燃气,这类事故在近20年内国内发生了十多起。对于雷击而言,主要是直击雷对罐体的冲击,罐壁遭受雷击后因无法及时泄放强电流而造成放电打火,从而引燃罐内可燃气。宁波地区某5 000 m3储存石脑油的内浮顶储罐因雷击中罐壁顶部通气孔处,造成火花引燃罐内可燃气发生火灾。
内浮顶储罐的明火主要发生在检维修环节,如2018年上海某石化企业在拆除内浮盘附件时使用非防爆工具,违章作业过程产生火花,导致罐内着火爆炸,造成多人伤亡。
2 内浮顶储罐泡沫灭火存在的问题
内浮顶储罐多数安装了固定式或半固定式泡沫灭火系统,泡沫喷射器安装在罐壁顶部。内浮顶储罐在发生罐内燃爆时,首先将罐顶部分掀开,罐顶形成一个鳄鱼嘴状的火焰喷射口,在罐内爆炸时,罐壁顶部的泡沫喷射口也容易被炸毁,导致泡沫无法喷入罐内灭火,这造成固定式或半固定式泡沫系统瘫痪[5]。因此,内浮顶储罐发生火灾后,多数情况依靠移动式消防装备实施灭火。采用消防车进行喷射泡沫灭火时,由于罐顶开口较小,且火焰热气流强烈,泡沫射流难以克服对流射入罐内,且燃烧形成的黑烟覆盖,泡沫炮难以准确对准开口,泡沫通过鳄鱼嘴进入罐内时,泡沫因热挥发损耗严重[6]。
上海某石化企业的5 000 m3内浮顶储罐发生火灾后,消防炮喷射泡沫无法控制燃烧,最终采用泡沫钩管置于罐顶开口处,向罐内注入大量泡沫,完成灭火。
3 储罐火灾防控技术
3.1 储罐防火技术
储罐防火主要是降低罐内可燃气浓度、消除点火源。
3.1.1新型浸液式蜂巢浮盘
GB50160-2018《石油化工企业防火设计规范》规定容积大于5 000 m3的内浮顶储罐应采用钢制浮盘,目的是消除大型储罐铝制浮盘熔化后形成全面积火灾的风险。从防止浮盘沉没的角度看,蜂巢式浮盘较浮筒式浮盘及钢制浮盘都有优势,只要浮盘不沉没,裸露的油面即不会出现。即使罐内发生燃烧,其燃烧面积也仅仅是浮盘周围的环形区域,灭火难度相对较小。蜂巢式浮盘内有成千上万个独立的密闭的气囊,组合在一起具有强大的浮力。蜂巢式浮盘采用组装式安装方式,浮盘整体上具有良好的韧性,能较好地适应液面波动,能够吸收液面波动产生的能量,有利于保持浮盘的完整性。这类浮盘在东南亚和欧洲应用广泛。
由于蜂巢式浮盘材质是非金属材料,隔热性好,但抗烧性差,持续燃烧会破坏蜂巢板块的完整性。在应用时,需对浮盘进行防火处理,如刷涂耐火涂料、包覆耐火材料等。
3.1.2全尺寸浮盘一次密封装置
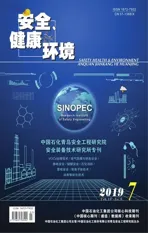
内浮顶储罐浮盘边缘采用全尺寸一次密封装置,增大浮盘密封圈与罐壁的接触面积,提高浮盘密封效果,减少浮盘下部油面的挥发。相对于传统的填充式软密封,全尺度密封装置改变了密封包袋的形状,将三芯型泡沫改为矩形泡沫,密封效果大大增强,见图1。某储罐组对采用2种浮盘密封的罐内油气浓度监测数据进行了对比,对比数据如图2所示,采用全尺寸浮盘密封圈的储罐罐内可燃气浓度增长远低于标准形状浮盘密封圈的储罐,且罐内油气浓度基本处于极低的范围内。
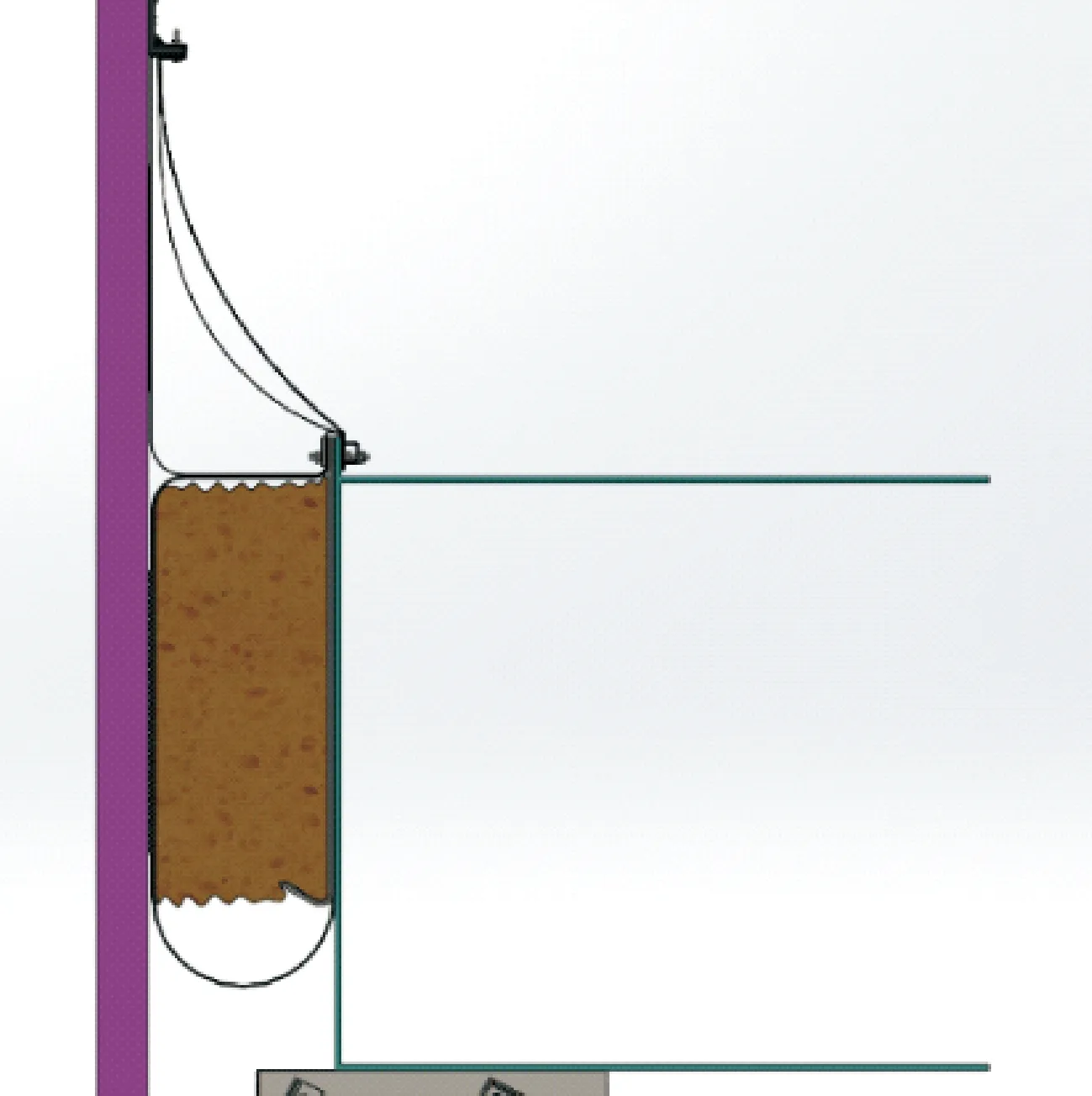
图1 全尺寸一次密封装置示意
图2 密封圈油气挥发量数据对比
3.2 储罐高效灭火技术
对于内浮顶储罐的火灾扑救,关键问题是将足量的灭火剂注入储罐内,供给强度满足快速压制火焰的需求。
内浮顶储罐着火时,罐内温度高达800~1 000 ℃,因罐顶部分掀开,在罐顶开口处的火焰热气流强烈,开口处外侧黑烟弥漫,能见度很差。以往灭火时,采用泡沫炮从地面处向罐内开口处喷射泡沫,泡沫射流往往难以瞄准罐顶开口,即使进入罐内的泡沫也难以压制火焰。对于这种灭火条件,笔者提出采用复合型灭火剂协同灭火的方法。在灭火初期,降低罐内温度是关键,而消除火焰是降低罐内温度的主要途径。罐内燃烧时,高温环境加剧了油面的挥发,强化了燃烧,导致罐内环境温度偏高。
因此,可首先采用干粉灭火剂对罐内实施抑制燃烧,干粉灭火剂的主要灭火原理是化学灭火,即高温分解的干粉颗粒形成多个活性粒子,其与燃烧物的活性分子结合,中断燃烧链[7],从而消除了火焰,瞬间可降低罐内温度,减少液面的挥发[8]。笔者曾利用11 m3的立式开口储罐进行了超细干粉的油罐灭火实验,实验结果显示超细干粉的灭火强度低于80 g/m3,干粉灭火剂在静止空气中的最大水平喷射距离超过25 m,具有在罐内喷射灭火的可行性[9]。
其次,在罐内火焰得到有效抑制后,罐顶开口处的热气流将大大降低,泡沫射流容易射入罐内,采用泡沫覆盖燃烧液面,实施油面降温,隔离空气,彻底消除罐内燃烧,完成灭火。
另外,内浮顶储罐在灭火后容易发生复燃,主要原因是罐内存在漂浮物,如浮盘框架、浮盘附件、密封圈残留物等,这些物体在液面会形成死角,泡沫层难以覆盖罐内全部液面,液面死角处持续燃烧,导致罐内液面泡沫层破裂,液面燃烧面积不断扩大,进而形成全液面燃烧。采用干粉与泡沫耦合的灭火方式,可发挥干粉立体灭火的效能,可消除液面死角处的燃烧,防止复燃。
4 结语
内浮顶储罐是石化行业应用最多的罐型之一,因其良好的密封性能而广受认同。随着环保要求的提高,内浮顶储罐的密封性能和防火性能也在逐步提高。备受关注的变化是储罐气相空间联通。这类做法目前尚未在全行业推广,但这是高环保压力下的储运行业有效举措之一,越来越多的企业在尝试这种做法,从燃爆控制的角度,这种做法可能会增加储罐事故的范围,形成多个储罐燃爆事故。
总之,内浮顶储罐的安全控制研究是一个长期的探索过程,关注重点应放在储罐事故的预防与预警方面,建议从储罐材质、附件结构、工艺控制及安全防护等方面进行风险控制,逐步实现储罐的本质安全。