苏阿皮蒂电站混流式水轮机组尾水肘管安装要点
2019-08-14郭亮辉黄永胜
郭亮辉,逄 亮,黄永胜
(中国水利电力对外有限公司,北京 100120)
苏阿皮蒂水电站尾水管设计为弯肘型,水平扩散段设置1个中墩,尾水肘管由12节钢衬组成,其余部分采用混凝土结构。由于运输原因,尾水肘管钢衬除(10-12)节为整体外,其余每节分两瓣,在工厂内进行预装后运输至现场,分瓣纵缝及分节环缝焊缝在工地完成,肘管钢板厚度20 mm、材质为 Q235-B、肘管总重约42 815 kg(含内部支撑重量)。
1 施工流程
尾水肘管安装与验收程序见图1。

图1 安装与验收程序
尾水肘管钢衬运输至工地现场后,为缩短肘管安装工期,可提前在制作厂搭设组装平台,将肘管钢衬分瓣组装成一体,并完成单节的焊接与检测工作。再将尾水肘管12节肘管分五个单元拼装后吊入机坑调整。尾水肘管(10-12)节为第一单元,尾水肘管(7-9)节为第二单元,尾水肘管(5-6)节为第三单元,尾水肘管(3-4)节为第四单元,尾水肘管(1-2)节为第五单元(如图2)。
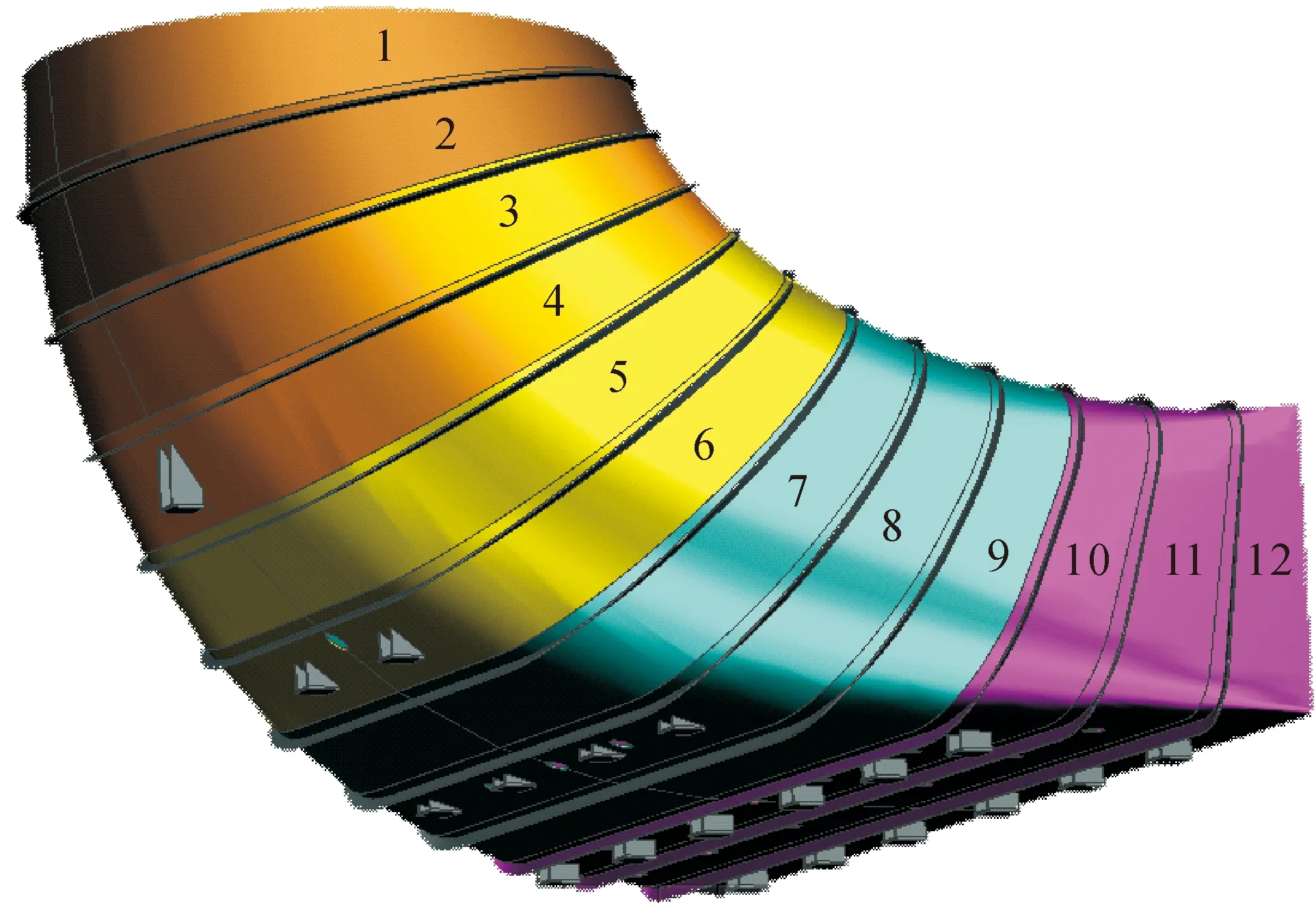
图2 肘管管节编号
尾水肘管尺寸调整合格后焊接,焊接完成并探伤;探伤后防止混凝土浇筑变形,需再一次进行加固,架设百分表、全站仪进行变形监控,如果发生位移,及时调整混凝土浇筑方案;混凝土浇筑完成后验收。
2 施工解析
2.1 单节拼装和单元组装
制作厂组装平台用工字钢(或槽钢)垫底调整水平,20厚钢板盖面搭建,保证刚性足够,水平度要求2 mm;用水准仪(或全站仪)检测调整平台合格。
根据尾水管单线图在钢板上做点,放样;作为分单元拼装时的尺寸参考,根据尾水管单线图和肘管装配图在组装平台上划出单节肘管拼装地样,地样尺寸应按照所拼装的管节的外部周长来确定。同时在所画地样上放置多对调整楔子板。
单节拼装时,将尾水管肘管瓦片合缝坡口50 mm以内的油漆打磨干净,同时找出肘管在制造厂内的预装标记并用记号笔明显标识;将肘管瓦片吊放在尾水管肘管组装平台上,调整各瓣的相对位置,根据肘管装配图,装焊工地焊缝调整工具(调节板、斜楔、连接板),装入工具组合螺栓和螺母。将单瓣瓦片焊接成一体。
考虑到第12节、11节、10节为整节,可以作为拼装分瓣节肘管环节的安装基准,所以先组装该肘管节。
按照制造厂预装时编制的编号找到第12节尾水肘管,将其吊上平台,检查进水口和出水口段面尺寸,(周长、开档、圆弧角)是否与设计尺寸相符,同时参照厂家给定尺寸,分析运输变形情况,为肘管调整参考。同样工序把第11节、第10节吊上平台检查,调整合格后,进行下一步。
把第12节出水口朝下放置在平台上,按照厂家预装时留下的定位块调整放置第11节,用楔子版调整对接焊缝错位小于2 mm,调整合格后,用全站仪检查第11节进水口高程和里程尺寸是否符合设计值;同方法调整第10节,调整合格后,在平台上加固,为焊接环缝做准备,在焊接过程中,用全站仪做监测点监控焊接变形,必要时做反变形焊接。注意调整数据需考虑焊接收缩和变形,每条焊缝2~3 mm收缩余量。
第二单元至第五单元均以相同的方式进行调整焊接,第五单元调整合格后段焊加固,吊入机坑待其余四个单元均焊接完成后,检测数据调整合格后焊接。尾水肘管第1节进水口纵缝位置预留150 mm不焊接,和锥管对接时调整用。
2.2 吊装就位
厂房尾水布置1台MQ 600B门机,门机至厂房机组中心可吊装重量为18.5 t;基础板在混凝土浇筑验收合格;厂房机坑具备肘管安装条件后,依次按照第一单元第二单元吊入机坑调整,每个单元调整合格后才可以吊入下一个单元。吊装时注意挂钢丝绳的长度,因为尾水肘管单元节吊入时斜面对接,需要调整吊装角度,防止手拉葫芦调整钢丝绳不够长,吊装简图如图3。
1)基准建立。根据相应图纸正确设置尾水肘管安装用的机组基准线X、Y标点和尾水肘管安装用的高程点,测点偏差不超过±1 mm。必要时应挂钢琴线等方法来校核不同高程位置的机组基准线X、Y标点。
2)基础板埋设。设备安装应在基础混凝土强度达到设计值的70%后进行,基础板混凝土应浇筑密实。在肘管下部基础第一期混凝土钢筋网编制过程中根据下部基础图给定的坐标,埋设尾水肘管外部加固调整用的千斤顶支撑基础板和拉锚预埋锚勾。基础板高程偏差一般不超过0~5 mm,中心和分布位置偏差一般不大于10 mm,水平偏差一般不大于1 mm/m。拉锚分底部、侧面、后面,可以根据肘管加固需要进行调整和增加。

图3 单元吊装示意图
3)机坑定位块的预设焊接。为了节省门机的吊装调整时间,在机坑内尾水肘管第12节出水口下部位置预先焊接4个定位块,做好中心标记,以及计算中墩护头的距离,第一单元吊入机坑时,可按照定位块初步调整第一单元的位置;吊入后,按照尾水肘管装配图、下部基础图焊接拉紧器,做微调用;用全站仪测量,根据机组中心线和第12节肘出水口断面高程控制点调整肘管断面垂直度≤5 mm、肘管断面中心偏差≤6 mm,高程偏差0~8 mm;调整合格后将该组肘管固定;将肘管支座与千斤顶调节螺栓、千斤顶与预埋基础板点焊牢固。用全站仪检查第一单元的进水口和出水口尺寸,在进水口位置加10 t千斤顶调整第一单元,尺寸合格后继续加固,防止第二单元调整时位移。
4)第二单元吊入机坑前,在第一单元上焊接辅助挡块,和在下游侧挂手拉葫芦,防止第二单元滑落,出现安全事故;第二单元吊入后,先调整环缝错位小于2 mm,第二节按照下部基础图焊接拉紧器,用全站仪测量第二单元进水口尺寸,调整至合格;辅助用铁板加固第一单元和第二单元。如果需要节省全站仪测量时间,可在尾水肘管两边墙预设挂十字钢琴线圆钢,参照钢琴线也可以。
5)按上述方法依次吊装调整第三第四第五单元至合格后加固;调整肘管中间各单元出水侧断面的标记与先安装的肘管进水侧断面标记对正,轴管腰线对齐。安装每一单元尾水肘管均需采用全站仪测量和控制管口中心坐标和高程等满足设计和规范要求,并进行可靠加固。
6)尾水管第1节进口节调整要求。安装尾水肘管进口节时,首先调整肘管中间节出水侧断面的上、下、左、右对称点与先安装的肘管进水侧断面的上、下、左、右对称点对正。根据机组基准线X、Y标点和肘管进口节上管口高程架设十字钢琴线,调整尾水肘管进口节上管口的X、Y标记与钢琴线重合,偏差≤6 mm;调整肘管上管口的圆度,使尾水肘管进水断面的圆度不超过7 mm。
7)相邻肘管环缝调整要求。在相邻肘管环缝附近装焊工地焊缝调整工具(调节板、斜楔、连接板及螺栓螺母),利用焊缝调整工具调整调整肘管中间节与先安装的肘管节组合环缝的错牙 和间隙,错牙应小于2 mm,间隙应满足2±1 mm。对于局部间隙大于3 mm的地方,应采用长焊的办法,直至焊缝间隙小于3 mm为止;对于局部错牙大于2 mm且不可调的部位,可采用1∶3焊缝平滑过渡,必要时应在相应的肘管上开设纵缝来调整。
8)注意调整数据需考虑焊接收缩和变形,高程方向在调整时预设约8 mm,每条焊缝2 mm收缩预留,中心向上游侧预设约8~10 mm余量。
9)尾水肘管整体加固焊接。为防止变形,同一截面的焊接应在180°方向交替进行。
10)焊缝的打磨。肘管组合环缝错牙和间隙调整合格后,根据相应的肘管焊接工艺守则按图焊接各组合缝。焊后应将过流面焊缝打磨平顺,去掉毛刺,凸起部分不超过1.5 mm,并进行100%PT或MT探伤检查。
11)混凝土浇筑。肘管混凝土浇注上升速度不超过300 mm/h,浇筑应对称分层分块,液态混凝土的高度一般控制在0.6 m左右。浇筑过程中应监测肘管变形,并按实际情况随时调整混凝土浇筑顺序。在混凝土浇筑时,特别是浇第二层(肘管本体埋入)时应注意尾水管肘管下部的变形和尾水管肘管的移位,一旦发现有异常,须立刻停止施工,进行处理。
12)肘管混凝土养护期过后采用敲击的办法检查肘管里衬与混凝土的间隙。当脱空面积大于200 mm×200 mm时,需通过压力灌浆填实空隙。根据《尾水肘管装配图》所示在肘管衬板上开出φ27的灌浆孔和排气孔,压力灌浆后灌浆孔和排气孔按尾水肘管装配图用φ25圆钢进行封焊。焊后将焊缝打磨光滑过渡并进行PT探伤检查。
13)尾水肘管油漆。混凝土浇筑前,尾水肘管非过流面在焊接完成后按工艺补漆(环氧富锌底漆,漆膜厚度50 μm);过流面在混凝土浇筑结束,割除支撑打磨合格后,油漆(①环氧富锌底漆50 μm,②环氧通用底漆50 μm,③耐水环氧漆150 μm,④耐水环氧漆150,漆膜总厚度400 μm)。
3 结 语
施工准备要充分,配置资源齐全,施工组织要严密,施工过程监控得力,是保障优良的安装质量的关键。
