基于二维码及RFID的汽车制动器装配质量追溯方法研究
2019-08-10李天音刘锐涛邵立
李天音 刘锐涛 邵立
摘要:针对缺陷汽车产品召回管理条例实施的要求,亟需建立汽车制动器装配过程中的物料批次追溯及装配参数追溯。首先,以二维码作为信息载体,制动器总成以“批次号+序列号”作为唯一码,其他零部件以“批次号”作为批次码,建立总成与零部件的物料追溯关系;接着,以托盘RFID标签作为临时唯一码,建立装配工艺参数与RFID、总成唯一码与RFID的关联,进而通过转换建立工艺参数与总成的追溯关系;最后,在实验部分,以某制动器总成为例,对提出方法的有效性进行了实例验证。
关键词:制动器总成;二维码;RFID;质量追溯
中图分类号:TP391 文献标识码:A
文章编号:1009-3044(2019)17-0261-03
开放科学(资源服务)标识码(OSID):
Abstract: Aiming at the requirements of implementing the regulation of defective automobile product recall management, it is urgent to establish the traceability of material batches and assembly process parameters in the automobile brake assembly process.Firstly, QRcode is used as information carrier, “batch + serial” number is used as unique code for brake assembly, batch number is used as batch number for other parts, and traceability relationship between assembly and parts is established;Then, tray RFID tag is used as temporary unique code to establish assembly process parameters and RFID correlation, assembly unique code and RFID. The relationship between process parameters and assembly is established by conversion. Finally, in the experimental part, the effectiveness of the proposed method is verified by an example of a brake assembly.
Key words: brake assembly; two-dimensional code; RFID; quality traceability
《缺陷汽车产品召回管理条例实施方法》已经2015年7月10日国家质量监督检验检疫总局局物会议审议通过,自2016年1月1日起实施。该实施方法第九条“生产者应当建立健全汽车产品可追踪信息管理制度,确保能够及时确定缺陷汽车产品的召回范围并通知车主”。
叶明海等[1]提出了以批次管理为核心的质量追溯方法,实现贯穿召回前及召回中的全过程追溯管理;赵红全等[2]开展了基于GS1的汽车零部件统一编码与标识研究,展示了一维码和二维码在汽车零部件上的编码与标识应用示例,为汽车零部件产品的信息化、标准化和可追溯管理提供了一條有效的技术发展思路;娄洁[3]采用条码读取和计算机网络通信技术,将整车VIN码与关键零部件条码信息予以绑定,实现了关键零部件出现质量问题的快速追溯;宁林炎[4]、翟婧宇[5]采用 RFID信息采集技术实现追溯汽车零部件的供应链;汪灏[6]采用二维码打标技术实现汽车发动机机加生产线的精准打标及精确追溯;刘桂君[7]、王兆华[8]从质量管理角度对汽车质量追溯进行了研究。
汽车制动器总成在车辆的安全方面上扮演着至关重要的角色,因而建立汽车制动器总成的召回追溯系统极其重要。在汽车制动器总成召回过程中,主要会存在以下三种召回情况:1)由于材料配比问题,导致材料性能满足不了设计要求,需要对同批次的材料进行召回;2)由于设计错误,导致零件设计尺寸不满足实际要求,需要修改零件尺寸,此时对已加工完的零件进行召回;3)装配过程中的工艺参数不符合实际要求,需要精准定位工艺参数不符合的总成进行召回。针对上述存在的三种召回情况,本文在汽车制动器装配过程中以二维码与RFID为信息载体构建质量追溯系统。在质量追溯系统方案设计中,以二维码作为信息载体,制动器总成以“批次号+序列号”作为唯一码,零部件以“批次号”作为批次码,建立总成与零部件的物料追溯关系;以托盘RFID标签作为临时唯一码,建立装配与RFID关联、总成唯一码与RFID关联,进而通过转换建立装配参数与总成的参数追溯关系,从而实现汽车制动器正反向质量追溯。
1 总体思路
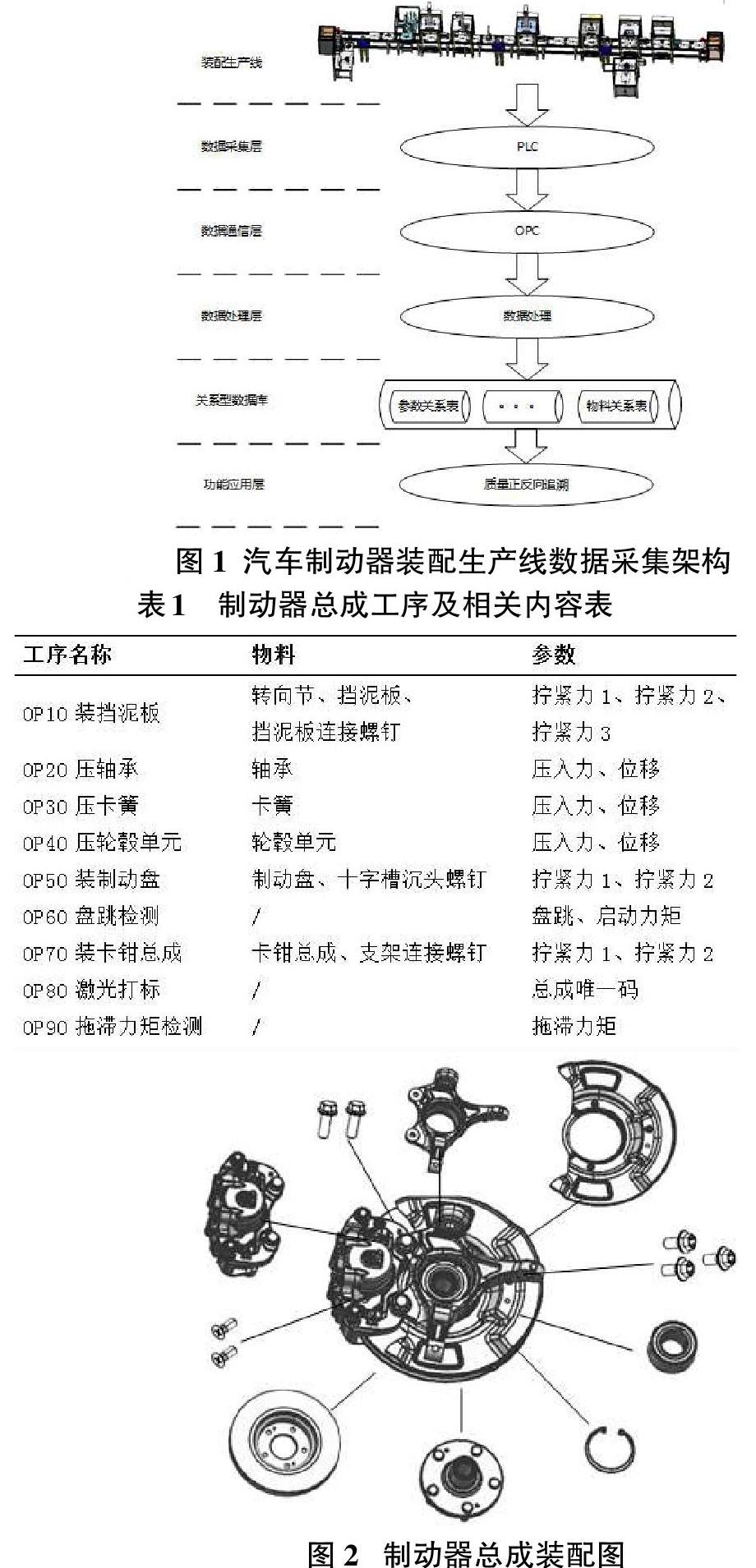
汽车制动器装配质量追溯的核心在于采集数据及建立数据之间的关联关系,从而实现基于关系的正反向搜索数据。如图1所示,首先通过PLC (Programmable Logic Controller)技术采集生产线上产生的装配数据及扫码枪读取的二维码信息;接着通过OPC(OLE for Process Control)通信技术将PLC数据传递给数据处理层;然后,数据处理层对离散的数据进行处理,通过总成二维码、RFID标签值建立物料批次关系、装配参数与总成关系,并将数据存储到关系型数据库;最后,基于构建的关系型数据,实现制动器总成的正反向质量追溯。
汽车制动器装配质量追溯其具体步骤如下:
步骤1:开启制动器半自动化装配线,人工扫码物料框码,获取物料编码、物料批次号及物料数量,并将数据保存在PLC中;
步骤2:人工将轴承、卡簧放置到各自料仓上,其他物料放置各工位旁;
步骤3:第一道工序上的RFID读写器将固定于托盘上的RFID标签进行修改并写入当时时间作为唯一值;并将该工序的装配参数值、物料相关数据、RFID标签值写入到数据库中;
步骤4:人工将放置转向节组件的托盘放入到半自动化装配线,各工位上的RFID读写器读取托盘上RFID标签值,并与该工位的装配参数值、物料编码、RFID标签值一起写入数据库中;
步骤5:在激光打标工序中,生成制动器总成二维码并激光打标在挡泥版上,将RFID、二维码总成二维码数据写入到数据库中;通过RFID值搜索前几道工序并将二维码数据写入到关联的数据库中,实现总成二维码与工艺数据、物料数据的关联。
步骤6:拖滞力矩检测为抽检,通过扫码枪扫描挡泥板上的二维码与PLC获取的拖滞力矩写入到数据库中。
2 质量追溯系统实现方法
2.1 制动器总成装配组成
制动器总成由转向节、挡泥板、轴承单元、卡簧、轮毂单元、制动盘、卡钳总成、挡泥板连接螺钉、十字槽沉头螺钉以及支架连接螺钉组成,如图2所示。挡泥板连接螺钉用于将挡泥板固定在转向节上,十字槽沉头螺钉用于将制动盘固定在轮毂单元上,支架连接螺钉用于将卡钳总成固定在转向节上。
2.2 制动器总成装配工序
制动器总成装配工序包含装挡泥板、压轴承、压卡簧、压轮毂单元、装制动盘、盘跳检测、激光打标及拖滞力矩检测。表1显示了每个装配工序所涉及的物料及相关参数。
装挡泥板工序通过拧紧机用螺钉把挡泥板固定在转向节上,并分别采集螺钉拧紧力。压轴承工序通过压机将轴承压入至转向节内,并采集压轴承的压入力、位移。压卡簧工序通过压机将卡簧压入至转向节卡槽内,并采集压卡簧的压入力、位移。压轮毂单元工序通过压机将轮毂单元压入至转向节内,并采集压轮毂单元的压入力、位移。装制动盘工序将制动盘装在轮毂单元上,并通过拧紧机用字槽沉头螺钉进行固定,并采集螺钉拧紧力。盘跳检测工序检测制动盘的启动力矩及周边盘跳量,并采集盘跳值、启动力矩。装卡钳总成工序通过拧紧机用支架连接螺钉把卡钳总成固定在转向节上,并采集拧紧力。激光打标工序通过激光机将总成最终二维码打标在挡泥板上,并存储总成二维码信息。拖滞力矩检测工序对制动器进行拖滞力矩检测,并采集拖滞力矩。
2.3 二维码定义
制动器总成作为一个整体直接安装在汽车上,为保证汽车安全性需要进行单个追溯,而组成制动器总成的部件可以批次进行追溯。本文将总成二维码定义如下:
其中,[material]为9位编码,表示物料号;[batch]为8位编码,表示物料批次,用年月日进行表示;[order]为4位编码,表示序列号,依次增1。采用该二维码定义方法,可唯一表示总成。
本文将零部件二维码定义如下:
其中,[material]为9位编码,表示物料号;[batch]为8位编码,表示物料批次,用年月日进行表示。采用该二维码定义方法,可批次表示零部件。
2.4 RFID定义
在制动器总成装配中,每个托盘固定一个RFID标签,每个工位固定一个RFID读写器。第一个工序对RFID标签进行写入,其他工序读取RFID标签值,从而以RFID标签值作为临时唯一码来建立物料之间、物料与参数之间的关系。本文将RFID标签值定义如下:
其中,[time]为14位编码,用年月日小时分钟秒来表示,从而确定生产线及数据库中的RFID为唯一值,不产生数据之间的冲突。
2.5 物料关联建立
为实现通过总成二維码正向追溯部件批次、通过部件批次逆向追溯总成,需要建立物料之间的关联关系,本文将物料关联定义如下:
其中,[QRCode_Assembly]为总成二维码,[QRCode_part]为部件二维码,[Process]为工序序号,[ RFID_Value]为托盘RFID标签值。在激光打标工序之前,部件二维码与[RFID_Value]进行关联,[QRCode_Assembly]为缺省;在激光打标工序时,总成二维码与[RFID_Value]进行关联,并通过[RFID_Value]将前工序[QRCode_Assembly]进行补充,从而建立总成与部件之间的关联关系。
2.6 装配参数关联建立
为了实现通过总成二维码追溯该总成的装配参数,需要建立总成与装配参数之间的关联关系,本文将总成与装配参数关联建立如下:
其中,[QRCode_Assembly]为总成二维码,[Parameter]为装配参数值,[Process]为工序序号,[Order]为该工序下的参数序号,[RFID_Value为托盘RFID标签值。]在激光打标工序之前,[Parameter]与[RFID_Value]进行关联,[QRCode_Assembly]为缺省;在激光打标工序时,总成二维码与[RFID_Value]进行关联,并通过[RFID_Value]将前几道工序的[QRCode_Assembly]进行补充,从而建立总成与装配参数之间的关联关系。
3系统实例验证
本系统以Microsoft visual studio 10为开发平台,C#为开发语言,SQL作为关系型数据库,开发了一套制动器总成装配质量追溯系统。首先采用PLC技术采集制动器总成装配生产线上产生的数据,接着采用OPC通信技术将PLC中数据传递给数据处理层,最后数据处理层将数据转换成结构化的数据并存储到SQL数据库。
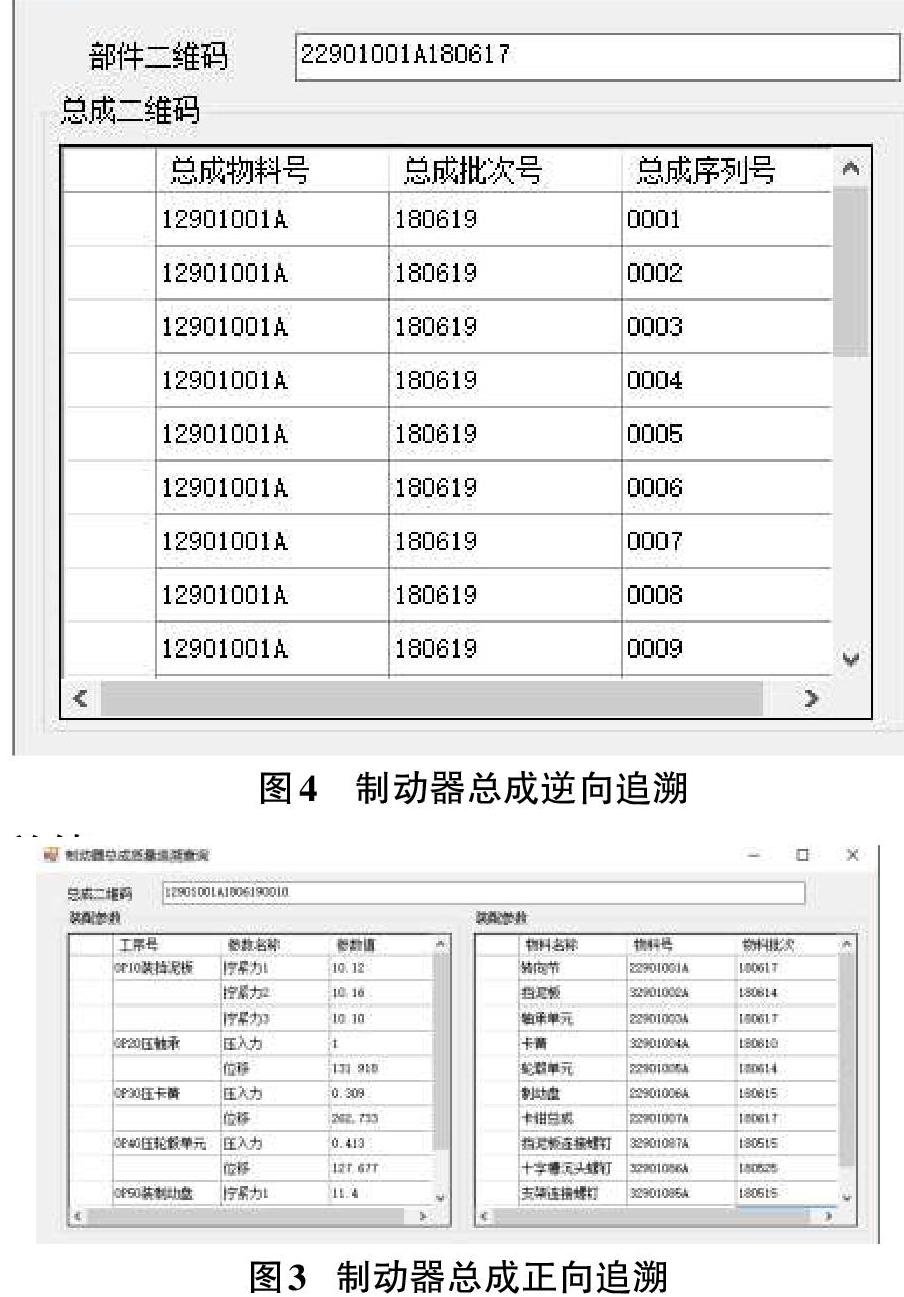
在完成数据采集、转换及存储的基础上,实现了制动器总成装配质量的正反向追溯。如图3所示,总成二维码 “12901001A1806190010”中, “12901001A”“180619”“0010”分别表示总成物料编码,总成批次码,总成序列号。通过扫码总成二维码,可以查询得到部件的物料号及物料批次;并可获得总成装配过程中的装配参数,从而实现以数据证实制动器总成的装配质量。
当某个部件因为产品材料配方出现问题时,可逆向追溯总成二维码,从而实现精准召回。如图4所示,部件二维码 “22901001A180617”中,“22901001A”“180617”分别表示部件的物料编码、物料批次。通过输入部件二维码,可逆向查询总成二维码,显示由该批次物料装配而成的制动器总成。
4 总結
本文提出了一种基于二维码及RFID的汽车制动器装配质量追溯方法,实现了制动器总成的质量正反向追溯。该方法通过将二维码作为信息载体、托盘RFID标签作为临时唯一码,建立了总成二维码与零部件二维码、装配参数的关联关系。当制动器总成出现问题时,实现扫码总成二维码正向追溯零部件物料批次及装配参数;当某个物料材料成分或者尺寸出现问题时,实现输入部件二维码逆向追溯总成二维码。该方法的局限性在于未建立装配参数与制动器总成质量之间的关系,从而无法通过装配参数去定量评估制动器总成的质量,也无法实现通过优化装配参数去提升制动器总成的质量。
参考文献:
[1] 叶明海, 赵敏. 缺陷汽车产品召回的批次性质量追溯方法[J].汽车工程,2006,28(6):595-597.
[2] 赵红全, 陈震宇, 张志远,等. 基于GS1的汽车零部件统一编码与标识应用研究[J].中国标准化,2015(5):123-127.
[3] 娄洁, 王云. 汽车关键零部件装配防错及追溯技术[J].长春工业大学学报,2015(1):17-21.
[4] 宁林炎. 基于RFID的汽车零部件质量信息追溯系统研究[D].武汉理工大学,2011.
[5] 翟婧宇. 基于RFID的汽车供应链质量信息追溯研究[D].上海交通大学,2013.
[6] 汪灏. 南汽二维条码打标追溯系统的设计和实现[D].大连理工大学,2012.
[7] 刘桂君. 华晨金杯汽车质量追溯管理信息系统开发方案研究[D].吉林大学,2014.
[8] 王兆华. 基于质量追溯的质量管理信息系统研究与实现[D].南京航空航天大学,2017.
【通联编辑:唐一东】
