浅析自动打捆机夹紧剪切单元改进
2019-07-29孙王磊
孙王磊
(河北钢铁邯宝冷轧厂,河北 邯郸 056015)
邯宝冷轧厂镀锌线于2010年投产,其主体工艺采用美钢联法连续热镀锌工艺,其品种以家电、汽车板为主,年设计产能为100万吨。为保证生产线连续生产,出口设计自动打捆机,以便通过小车运输到包装线后方便包装,节省人工,由于开始设计缺陷,经常出现剪切单元剪刃崩裂、夹钳断裂等问题,从而经常不得不投入人力进行手动打捆,而手动不仅打不紧速度还慢,严重影响生产线的生产速度,关于上述问题进行了分析,对剪切单元进行了优化设计改进。
1 打捆机剪切单元的问题及改进措施
邯宝冷轧厂镀锌车间自动打捆机在生产使用过程中,由于使用的捆带硬度偏高,同时打捆机夹紧剪切单元的结构设计不能满足强度上的使用要求,自动打捆机在对成品镀锌钢卷的打捆过程中,多次出现夹紧剪切单元的剪刃崩裂、夹钳断裂以及移动剪刃动作不到位剪切不断捆带故障,导致打捆机不能自动打捆。这时需要人工手动打捆,而手动打捆一方面速度太慢,拖累了生产线正常生产节奏,造成产量低下。某些品种钢甚至因为设备运行速度慢,达不到要求的工艺性能而不得不停车。另一方面手动打捆质量差、捆带松散,在包装运输过程中极易造成钢卷外圈吊伤,降低了产品质量等级评判。鉴于以上原因,非常有必要对镀锌线自动打捆机的夹紧剪切单元进行技术改进,设计一种新的、结实耐用的、满足现场实际需要的夹紧剪切单元。
一种改进的自动打捆机夹紧剪切单元,它由前夹板、后夹板、压块、左右连杆、垫环、左右夹钳、移动剪刃、固定剪刃、隔片、连接销、以及若干联接紧固螺栓组成。夹紧剪切单元在自动打捆作业流程中的作用是:喂带机构将捆带从夹紧剪切单元的隔片、固定剪刃之间送出,捆带绕带槽环绕成品钢卷一周后,带头由夹紧剪切单元的夹钳捕捉,并被咬紧在夹钳与固定剪刃下表之间,捆带收紧后由焊接单元进行焊接,之后气缸间接推动夹紧剪切单元的压块,通过连杆及移动剪刃的联动,将捆带剪切。打捆动作完成。在上述的一个动作周期中,①夹钳咬扣捆带过程中,夹钳断裂或固定剪刃产生裂纹及崩裂。②剪切过程中,移动剪刃动作不到位或移动剪刃刃口崩裂或固定剪刃崩裂。针对上述问题采用的解决办法是:(1)使用没有凸点的夹钳,使夹钳与捆带的接触方式由点接触变为面接触,减少夹钳上的应力集中。(2)将固定剪刃的台阶结构更改为平台结构,使固定剪刃与捆带的接触方式由线接触变为面接触,并且刃口位置的厚度因此增加了1倍。同时固定剪刃与夹钳配合夹持捆带带头时,可以承受2bar的预紧力而不至于使捆带脱落。(3)重新确定移动剪刃的定位位置,将移动剪刃的刃口设计为钝口,即保证穿行的捆带不受绊阻,又保证剪切捆带过程中一对剪刃的刃口可以完全闭合,并提高刃口的强度,避免刃口崩裂,避免因动作不到位产生的捆带粘连现象。
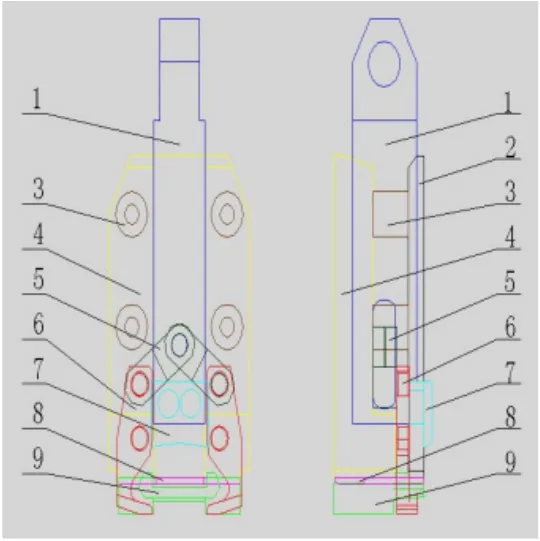
图1 为夹紧剪切单元的装配示意图

图2 为夹紧剪切单元固定剪刃的三视图

图3 为夹紧剪切单元移动剪刃的三视图

图4 为夹紧剪切单元左夹钳的三视图
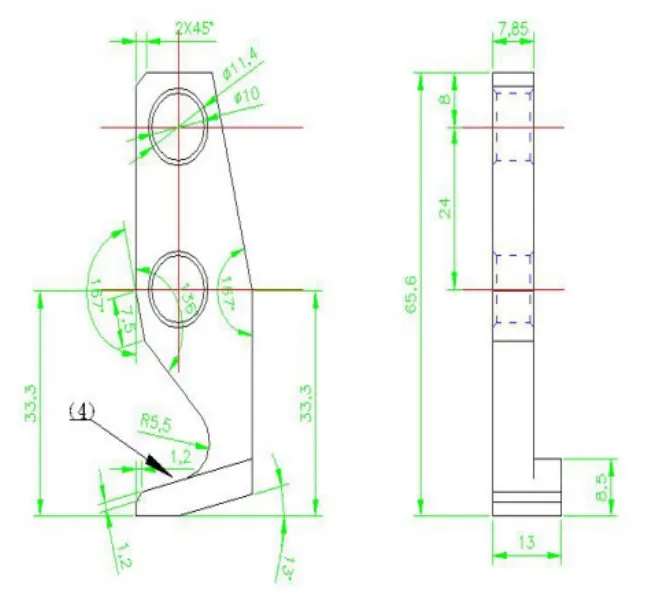
图5 为夹紧剪切单元右夹钳的三视图
图中标记如下:压块1、前夹板2、垫环3、后夹板4、左、右连杆5、左、右夹钳6、移动剪刃7、隔片8、固定剪刃9。
具体实施方式:固定剪刃9的标记(1)处由台阶结构变更为平台结构。移动剪刃7的高度由原来的29mm改为29.5mm,定位孔相应的远离了刃口0.5mm,并将移动剪刃7刃口(2)处更改为钝口。左、右夹钳6的卡爪(3)、(4)将凸点结构设计为没有凸点的平台结构。
2 应用效果
通过对自动打捆机进行改进后,在之后的几个月连续观察,打捆质量良好,剪刃崩裂现象明显减少,夹钳灵活自如,之前的断裂问题也基本解决,每次捆带剪切比较彻底,未出现剪切粘连问题,使生产线可以正常有序的生产,减小了事故的发生率。改进后设计合理、结构性能稳定、造价低廉,大大提高了剪切单元运行的稳定性,降低了检修抢修成本,保证了镀锌线钢卷的正常打捆,节约人力在其他操作岗工作,提高了生产线的工作效率。
3 结语
镀锌线出口自动打捆机设计简单巧妙,使用方便快捷,有效保证钢卷打捆,方便运输和包装,因剪刃设计缺陷导致剪刃易崩,夹钳易断问题,多次进行抢修检修处理,对人财物资源浪费严重,通过改进后有效预防类似问题发生,大大提高了生产线的有序运行,高效保证连续热镀锌生产。
