全自溶分段压裂滑套的研制与应用
2019-07-26杨同玉朱和明吴晋霞
杨同玉,魏 辽,李 强,朱和明,吴晋霞
(1.中国石化华北油气分公司,河南 郑州 450006;2. 中国石化石油工程技术研究院,北京 100101;3.页岩油气富集机理与有效开发国家重点实验室,北京 100101;4.德州大陆架石油工程技术有限公司,山东 德州 253005)
0 引 言
低渗透致密砂岩油气藏由于岩石致密,孔隙度和渗透率都比较低,非均质性严重,开采难度大,分段压裂技术是主要增产措施之一。水平井分段压裂技术主要包括多级滑套分段压裂技术[1-3]、桥塞分段压裂技术、双封隔器单卡分段压裂技术、水力喷砂压裂技术等[4-7]。其中,多级滑套分段压裂技术和桥塞分段压裂技术应用最为广泛,这2种工艺在实施过程中,压裂后不能立即投产,为保证后期井筒的全通径,需要进行钻磨作业,时间长,成本高,部分页岩气井甚至需带压作业,安全风险大。国内外诸多研究机构针对上述问题,通过将井下工具常用的铸铁材料、树脂材料替换为全自溶合金材料[8-17],有效解决了压裂后的钻磨问题,但全自溶合金材料在井内高温高压环境下,接触液体后会发生溶解,压裂工具寿命难以满足要求[18-20]。因此,此次研究通过对压裂工具结构进行优化改进、工具表面强化处理等技术措施,实现了井下工具在液体环境中的可控溶解。
1 工艺原理
水平井裸眼多级滑套分段压裂施工时,将若干个投球式压裂滑套与套管一同入井,每个滑套内预置一个全自溶球座,各球座内径满足一定级差。从井口依次投入直径由小到大的自溶憋压球,待球体与球座配合形成密封后打开滑套,进行后续压裂施工。同时,憋压球与球座之间承压产生变形,球座表面防护层发生脆裂,经过一段时间后,防护层材料软化脱落,自溶合金基材与液体接触开始迅速溶解,实现对憋压球及球座的自行溶解(图1)。

图1 多级滑套分段压裂管串示意图
2 工艺技术
压裂施工时,全自溶球座需要满足防腐、压裂流体的冲蚀磨损、压裂结束后迅速溶解的要求,因此,对球座进行了表面强化和结构优化。
2.1 球座表面强化
球座表面强化主要针对不与滑套的内套接触的表面进行强化,两者的接触面不进行强化处理。表面强化工艺为:对以镁铝合金为基材的球座进行表面微弧氧化,形成一层Al2O3致密中间层,并在此基础上采用等离子喷涂方法对球座进行耐磨涂层处理,该涂层材料采用碳化钨或者碳氮化钨,喷涂完成后,利用耐高温环氧树脂或者聚四氟乙烯等材料,对耐磨涂层的表面微孔隙进行封孔,使其表面更加致密,形成具有防腐、耐磨等双重功能的保护层,厚度约为200~300 μm。当滑套入井与液体接触时,球座基材在外部涂层的保护下不发生腐蚀。投入憋压球之后,施加一定压力,球座体产生变形,由于球座基材与涂层材料杨氏模量差别较大,导致受压变形不一致,涂层发生破裂,基材与液体接触而迅速发生腐蚀。
2.2 球座结构优化
为避免球座的表面强化层偶尔未能及时破裂,球座未能充分溶解的情况,作为另一种保险措施,对球座与滑套的内套相接触的面没有进行强化处理。同时,为了避免球座在压裂施工开始时,液体从球座和内套的接触面渗入,导致球座过早发生溶解,对球座结构进行了优化:一是在球座(未强化处理面)与内套接触面的上、下方增加耐高温高压密封圈,二是增加预应力剪钉(图2)。现场施工过程中,当滑套入井后,球座在涂层及球座外侧密封装置保护下不发生腐蚀;压裂施工开始时,从地面投入全自溶憋压球,并与球座形成密封,管内加压15~20 MPa,剪断预应力剪钉,球座下移,内套下行,滑套打开并进行压裂。此时,球座与内套之间的下部密封圈失效,球座的未强化处理面与井内液体接触,发生自溶解,同时,球座强化层破裂,球座的强化处理面开始溶解,全自溶憋压球也发生溶解,实现滑套的全通径。

图2 全自溶球座式滑套结构示意图
2.3 工具参数
全自溶分段压裂滑套包括Φ114.3 mm和Φ139.7mm 2种规格,承压能力为70 MPa,球座级差为3.175 mm,球体溶解时间为3~5 d,球座溶解时间为30 d;2种规格的滑套长度分别为960、1 200 mm,球座溶解后的内径分别为98、121 mm。
3 性能实验
3.1 球座表面强化涂层耐冲蚀性能实验
设计相关实验装置,模拟压裂工况,对滑套表面强化涂层进行耐冲蚀性能测试。测试排量为6 m3/min,压裂液砂比为30%,循环冲蚀时间为32 h。选取涂层A、涂层B(上文所述涂层)以及不加涂层的3组工具进行对比测试(图3)。
由图3可知,无涂层球座和涂层A球座在冲蚀32 h后,球座冲蚀磨损较为严重,球座密封面已完全破坏,不具备承压密封能力,涂层B球座表面未发生涂层大面积剥落、基材冲蚀损坏等情况,且球座密封面保存完好,表明涂层B具有较好的耐冲蚀性能。

图3 全自溶球座表面涂层冲蚀前后对比分析(左图为冲蚀前,右图为冲蚀后)
3.2 球座溶解性能测试
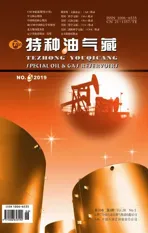
加工一套外径为105 mm、内径为50 mm的全自溶球座,然后放入钢套中(图4),目的是使球座溶蚀时只溶解内径部分和上下面,而不溶解外径部分,与球座在井底施工工况保持一致。将球座实验装置放入93 ℃的3% KCl溶液中,观察球座溶解情况(图4)。由图4可知:24 h之内,球座高度基本没有变化,但内径慢慢增大;随腐蚀时间延长,球座高度减小,内径增大;经过336 h腐蚀后,球座绝大部分已溶解,球座从钢套中脱落。球座溶解性能满足压裂时间要求。
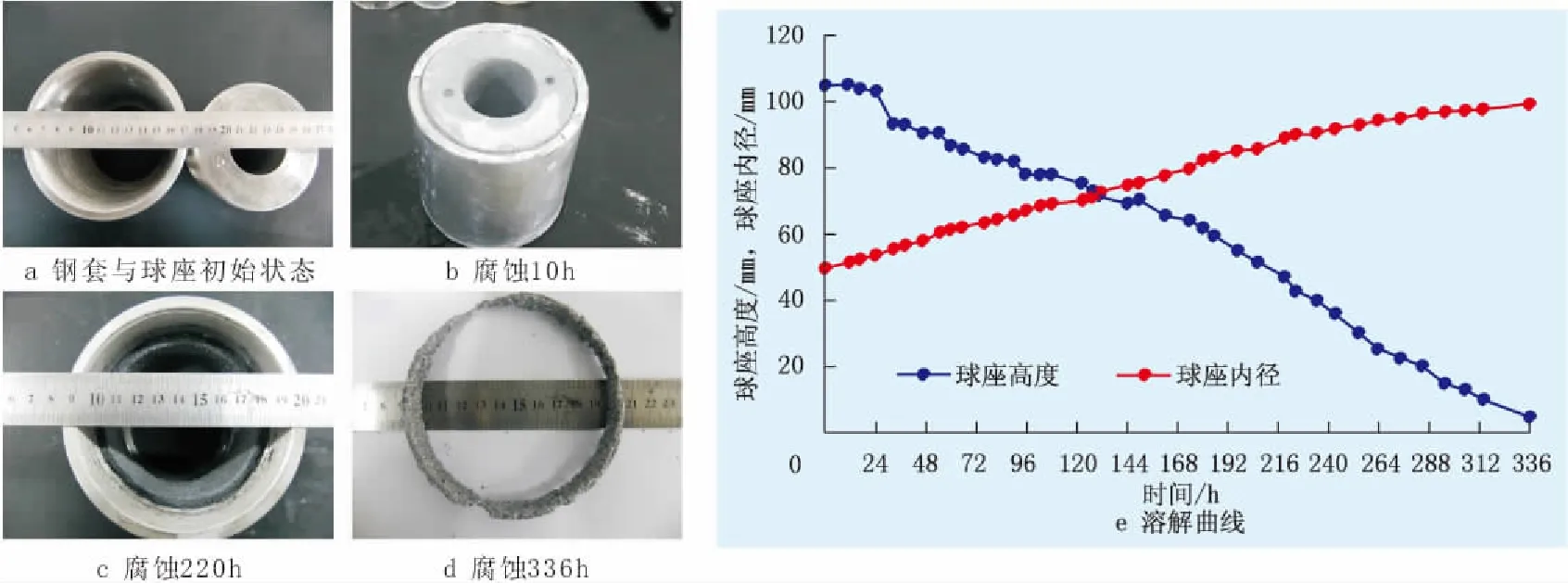
图4 球座溶解形态变化及溶解曲线
4 现场应用
2018年6月在杭锦旗气田JPH-××井进行了全自溶分段压裂工具现场施工。该井完钻井深为3 641 m,Φ152.4 mm裸眼水平段总长度为871 m,压裂管柱结构如图5所示。共分7段进行压裂施工,其中,在上部下入2套全自溶滑套。管柱在井内静置时间长达48 d,入井总液量为605.4 m3,总砂量为64.0 m3,平均砂比均超过了21.0%(表1)。
由表1可知,第6段和第7段的全自溶滑套成功打开,说明该段滑套内的全自溶球座经受住了全井段压裂施工的冲蚀磨损考验,以及井内环境对球座的长时间溶蚀影响,球座表面的强化涂层起到了重要作用。
图5 全自溶滑套现场施工管柱示意图
2018年8月30日,该井压裂施工后约92 d,采用连续油管作业机下入一趟磨铣管柱,探至第7级(2 860 m)和第6级(2 975 m)自溶滑套处均未遇阻,表明该处滑套憋压球及球座均已完全溶解。全自溶滑套压裂工具成功实现了入井长时间静置后顺利开启,并满足了大规模压裂施工过程中的冲蚀工况,压裂后充分溶解,形成了滑套内全通径。

表1 全自溶滑套现场压裂施工数据
5 结 论
(1) 通过球座结构优化和表面涂层强化,实现了全自溶分段压裂滑套入井后球座不溶解,压裂后迅速溶解的自控溶解目的,有效解决了常规多级滑套压裂后无法实现全通径的问题,为致密油气藏储层改造提供了新的方式,降低了施工风险和成本,提高了作业效率。
(2) 多级滑套配套全自溶球座可满足压裂现场施工需求,下一步将继续深化研究涂层材料,提高球座在不同井况下的适应性。