镍钛形状记忆合金与不锈钢异种材料焊接的研究进展
2019-07-25唐文敬谭家宏谷雪莲
唐文敬 谭家宏 谷雪莲
摘要:镍钛形状记忆合金(nickel titanium shape memory alloys,Ni-Ti SMA)因具有超弹性和生物相容性而广泛应用于航空航天、医疗器械等领域。为了满足越来越高的应用要求,Ni-Ti SMA与其他材料的连接成为研究的热点。针对Ni-Ti SMA与不锈钢焊接中的关键问题进行了综述,总结了熔焊、压力焊和钎焊等方法的研究进展,比较了不同焊接方法对焊接结果的影响。分析了Ni-TiSMA與不锈钢焊接接点的微观结构和断裂特征,并指出抑制金属间化合物的形成是Ni-Ti SMA与不锈钢成功焊接的关键,固态焊更有利于抑制金属间化合物的形成。
关键词:金属间化合物;镍钛形状记忆合金;不锈钢;焊接
中图分类号:TG457文献标志码:A
镍钛形状记忆合金(nickel titanium shapememory alloys,Ni-Ti SMA)作为一种金属智能材料,不仅具有特殊的形状记忆效应和超弹性,还具有高强度、良好的耐腐蚀性以及生物相容性,因而,广泛应用于航空航天、海洋开发、仪器仪表以及医疗器械等领域。随着应用需求的增加,以及产品性能的多样化,单纯的Ni-Ti SMA无法满足产品的性能要求,需要将Ni-Ti SMA与其他材料相结合。例如:Ni-Ti SMA和不锈钢结合的导引导丝,近端不锈钢支撑性好,易于推送,远端Ni-Ti SMA丝顺应性好,易于在迂曲血管中行进;Ni-Ti SMA和不锈钢焊接制成的复合矫治弓丝,其中Ni-Ti SMA丝对错位牙施加合适的矫治力,而不锈钢为非错位牙提供充足的支抗,复合矫治弓丝可明显提高牙齿的正畸效率和减轻患者的痛苦。导引导丝在人体血管中行进,需要进入到各种弯曲和狭窄的环境中,通过闭塞环境还会受到很大阻力,若Ni-Ti SMA与不锈钢的焊点强度不够,可能会发生断裂,使部分导丝断留在人体内,对患者具有很大的生命威胁。因此,研究Ni-Ti SMA与不锈钢的焊接,可充分发挥Ni-TiSMA的优良性能,保障患者生命安全。焊接是连接异种材料的较好方法,而Ni-Ti SMA与Ni-TiSMA以及Ni-Ti SMA与异种材料的焊接存在很多问题,尤其是Ni-Ti SMA与不锈钢的焊接研究报道较少见。
1存在的问题
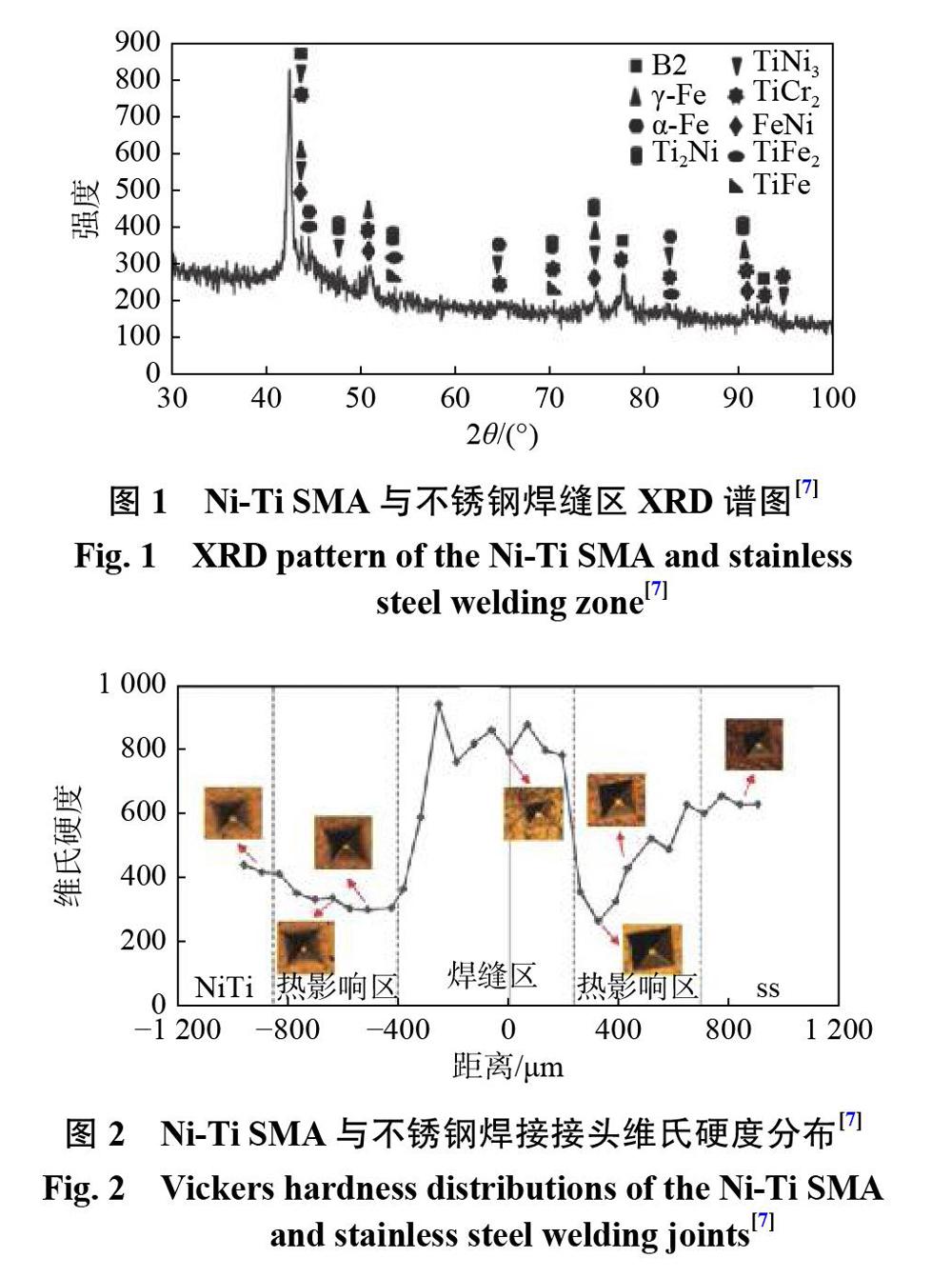
李洪梅研究发现Ni-Ti SMA与不锈钢直接对焊的焊点平均抗拉强度为184MPa,断口平整且有微裂纹,是典型的脆性断裂。Mirshekari等通过x射线衍射(X-ray diffraction,XRD)分析得出,焊缝区主要是由B2,y-Fe,a-Fe,TiFe,TiFe2,TiCr2,TiNi3和Ti2Ni等相构成(见图1),相比于母材,焊缝区生成了大量的含Ti金属间化合物,这是影响焊点性能的主要因素。通过维氏硬度测试发现,焊缝区硬度明显高于两侧母材区和热影响区的硬度(见图2),进一步表明含Ti金属间化合物是影响焊点性能的主要因素。
2焊接方法
如何避免含Ti金属间化合物的产生是研究的主要问题,为此国内外研究学者对Ni-Ti SMA与不锈钢的焊接进行了一系列的研究。
2.1激光焊
激光焊是利用聚集的激光束轰击焊件所产生的热量而进行焊接的一种方法,是重要的连接技术。激光焊能量密度大,加热范围小,焊缝和热影响区窄,残余应力和焊接变形小,被广泛用于细小工件的连接。Ni-Ti SMA对温度较敏感,而激光焊可以精确控制热量输入,减小焊接热影响区,因此,众多研究者优先选用激光焊连接Ni-Ti SMA与不锈钢。
2.1.1直接对焊
Van等采用等离子弧焊连接Ni-Ti SMA与不锈钢,发现焊缝区存在大量的脆性相,而这些脆性相是影响焊点强度的主要因素。Gugel等通过优化激光焊参数获得较好的焊接结果,其焊点抗拉强度可以达到620MPa,但并未对焊缝区进行微观组织分析。Almurshdy等采用激光焊连接Ni-TiSMA与420马氏体不锈钢、Ni-Ti SMA与Ni-TiSMA、420马氏体不锈钢与420马氏体不锈钢,结果表明,Ni-Ti SMA与420马氏体不锈钢对焊焊点的硬度远远高于Ni-Ti SMA与Ni-Ti SMA对焊以及420马氏体不锈钢与420马氏体不锈钢对焊焊点的硬度。Hahnlen等采用激光焊连接Ni-Ti SMA与304不锈钢管,探究了激光焊能量对热影响区大小的影响,结果表明,激光焊能量越大,焊接热影响区越大。李洪梅用激光焊连接Ni-Ti SMA与不锈钢,其焊点抗拉强度为184MPa,通过XRD分析表明,焊缝区主要是含Ti金属间化合物。
2.1.2金属中间层
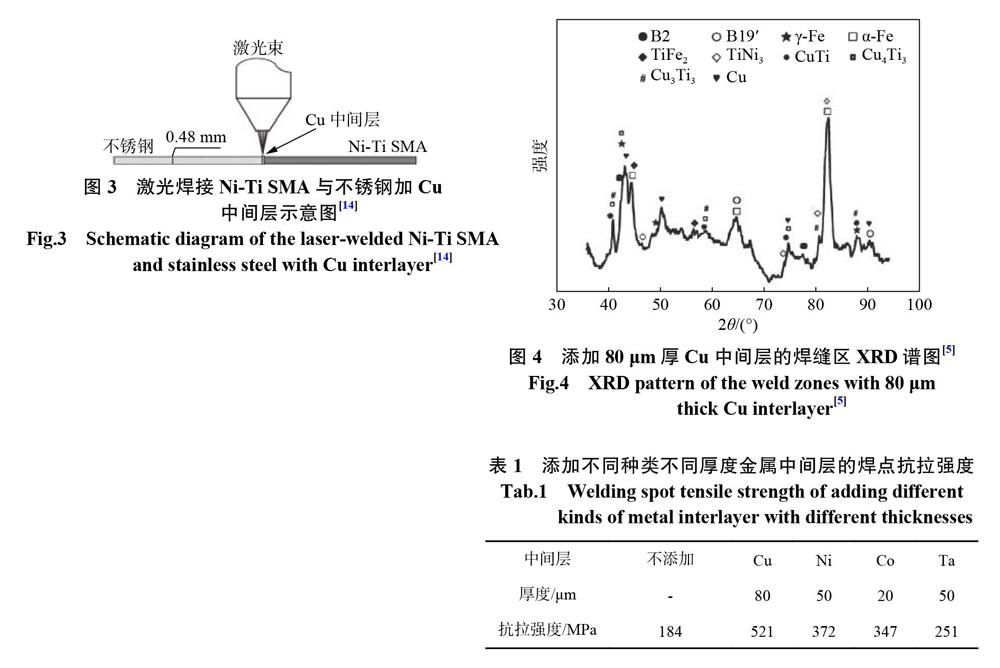
金属间化合物是Ni-Ti SMA与不锈钢焊点脆断的主要原因,为抑制金属间化合物的形成,Pouquet等焊接Ni-Ti SMA与不锈钢时添加了Ni中间层,结果表明Ni中间层的添加有效地抑制了Fe-Ti等金属间化合物的形成。Li等在激光焊连接Ni-Ti SMA与不锈钢时加入了Ni,Co和Cu等金属中间层(焊接结构示意图如图3所示),研究了不同厚度的金属中间层对焊点力学性能的影响。添加Ni,Co和Cu中间层后,焊点力学性能有了不同程度的提高,XRD分析结果表明,随着Ni,Co和Cu中间层厚度的增加,焊缝区Ti-Fe,Ti-Ni和Ti-Cr金属间化合物逐渐减少,但增加了Co-Ti,Ni-Ti和Cu-Ti金属间化合物。其中,加Cu中间层效果最为明显。添加熔点低、塑性好的Cu元素,有效地改善了焊缝区金属的流动性,抑制了Fe-Ti金属间化合物的形成,XRD结果如图4所示。Cu中间层的厚度为80grn时,焊点抗拉强度可达521MPa,而直接对焊的抗拉强度仅为184MPa。
添加Ni,Co和Cu中间层也不能完全避免含Ti金属间化合物的产生,Ng等和Ho等选择添加不与Ti形成金属间化合物的Ta元素,同样采用激光焊分析不同厚度的Ta中间层对焊点力学性能的影响。研究结果表明,随着Ta中间层厚度的增加,Ti-Fe,Ti-Ni和Ti-Cr金属间化合物减少,但增加了Ta-Cr和Ta-Ni金属间化合物,Ta中间层的厚度为50um时,焊点抗拉强度最高为251MPa。添加不同中间层的焊点抗拉强度见表1。
2.1.3热处理
Mirshekari通过对焊点进行200℃保温1h的热处理工艺来改善焊点力学性能以及抗腐蚀性能,得到Ni-Ti SMA与不锈钢焊点的抗拉强度由213MPa提高到393MPa,焊缝区硬度降低,表面抗腐蚀能力提高。热处理使异种材料因线膨胀系数不同而引起的残余应力得到释放,焊点抗拉强度提高。
以上研究结果表明,不同种类以及不同厚度的金属中间层对焊点的力学性能具有明显的影响。添加金属中间层能有效地减少Fe-Ti金属间化合物的产生,但随着金属中间层厚度的增加,產生了Ti2Co,TiCo,TiNi3,Ti2Ni,TiCu,Ti3Cu4,Ti2Cu3和Ni3Ta等新的金属间化合物。分析二元合金相图集发现,除了Li元素,没有其他元素可以同时不与Ni,Ti,Fe和Cr元素形成金属间化合物。添加金属中间层有助于提高Ni-Ti SMA与不锈钢的焊接强度,但不能完全避免金属间化合物的产生。焊后热处理可以有效地消除残余热应力,使焊件表面氧化层更加稳定,有利于提高焊件的力学性能。
2.2压力焊
激光焊接Ni-Ti SMA与不锈钢焊点强度低的主要原因是产生了金属间化合物,而加压焊接法是避免金属熔化形成金属间化合物的有效方法。
2.2.1瞬时液相扩散焊
瞬时液相扩散焊通常采用比母材熔点低的材料作中间层,在加热到连接温度时,在结合面上瞬间形成液膜,在保温过程中,随着低熔点组元向母材的扩散,液膜厚度随之减小直至消失,再经一定的保温时间而使成分均匀化。
李红等采用Ag-Cu金属箔为中间层,连接温度为860℃,保温时间为60min,连接压力为0.05MPa时,接头最大剪切强度为239MPa,断裂发生在Ni-Ti SMA母材和Ag-Cu中间层扩散界面处,因母材中Ti元素向Ag-Cu液相中溶解过程中形成含Ti金属间化合物,焊点强度无明显提高。李杜采用Ti和Cu金属箔作中间过渡层,在1100℃保温20min,然后施加40GPa压力进行瞬时液相扩散连接,得到Ni-Ti SMA与不锈钢连接接头的剪切强度为195MPa.
2.2.2电阻焊
电阻焊是将工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法。
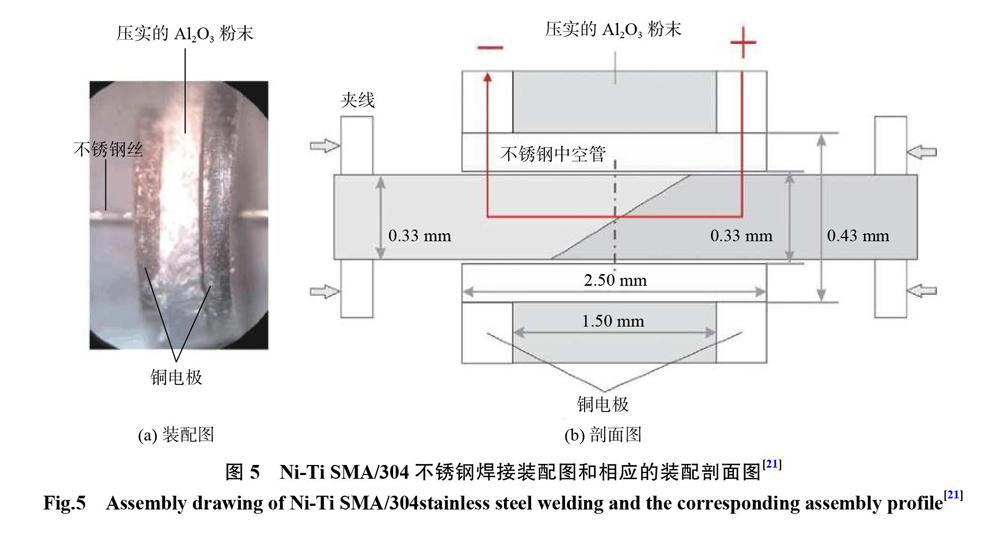
Li等研究了电阻焊连接Ni-Ti SMA和304不锈钢,焊前对原料冷拔后再热处理,通过调整焊接电流来优化焊接结果,焊接装配图和相应的装配剖面图如图5所示。电流为40A时,焊点抗拉强度为440MPa,断裂表面出现韧窝等塑性断裂特征。通过在焊点处添加不锈钢套管以及焊后冷拔可以将焊点抗拉强度提高到830MPa。焊后冷拔改善了因晶粒粗化而变软的焊接热影响区的力学性能。
2.2.3摩擦焊
摩擦焊是在压力作用下,利用接触端面之间的相对运动产生摩擦热,通过界面的分子扩散和再结晶而实现焊接的固态焊接方法。
Fukumoto等采用摩擦焊的方式连接Ni-TiSMA与不锈钢,通过控制摩擦焊的转速和旋转时间来控制热量的输人,分析对比了Ni-Ti SMA与不锈钢直接对焊和在中间添加Ni片的焊接效果。在300r-s-1的速度下旋转5s,焊点抗拉强度可达512MPa。
Gupta等通过调整摩擦焊的转速来改善焊接质量,Ni-Ti SMA与不锈钢焊点的抗拉强度达Ni-Ti SMA母材抗拉强度的89%。结果表明,摩擦焊焊点抗拉强度明显优于添加Ni-Ti SMA套管时焊点的抗拉强度,且摩擦焊焊点具有良好的抗弯能力。焊缝区能谱结果表明(见图6),焊缝区成分稳定,摩擦焊有效地抑制了金属间化合物的产生,焊点的力学性能得到显著提高。
2.2.4碰撞对焊
碰撞对焊是通过突然碰撞快速连接的方法,能有效地减少金属间化合物的产生。Li等采用碰撞对焊连接Ni-Ti SMA和不锈钢,碰撞速度为40mm·S-1时,有效热输入时间最短,Ni-Ti SMA变形区最大,径向扩张尺寸最大,焊点抗拉强度超过522MPa,断裂发生在Ni-Ti SMA焊接热影响区,焊缝区扩散层最薄,厚度为1um。
固态焊可以有效抑制金属间化合物的产生,是焊接异种材料的有效方法,目前焊接结果较好的Lake Region Medical公司采用的是摩擦焊,国内还未能掌握这种焊接工艺,固态焊连接Ni-Ti SMA与不锈钢的研究还需要继续深人。
2.3钎焊
钎焊是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点但低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接的方法。
李明高选用Ag基钎料,采用激光钎焊法研究Ni-Ti SMA与不锈钢的焊接性能,该研究确定了Ni-Ti SMA与不锈钢的钎焊钎料成分(含Ag,Cu,Zn和Sn4种元素),在此基础上,采用四因素的二次回归组合设计试验,以熔化温度和焊点力学性能为主要指标,最终确定出钎料的最优成分,Ag,Cu,Zn,和sn的质量分数分别为:51%~53%,21%~23%,17%~19%和7%~9%。并得出钎料中Ag含量对焊点有显著影响,如图7所示。焊点抗拉强度可达295~317MPa。Li等刨采用激光钎焊连接Ni-TiSMA与不锈钢,选用3种不同成分的Ag基钎料进行对比,结果表明,在焊接钎料中Zn和Sn的含量不同,需要的焊接热输入量和焊接时间不同,改变钎料成分,有助于减少焊接所需热输入量和焊接时间,从而改善钎料的润湿性,改善Ni-Ti SMA与不锈钢激光钎焊焊点的强度。
Shiue等采用红外钎焊连接Ni-Ti SMA与316不锈钢,采用两种Ag基钎料(Cusil-ABA和Ticusil),通过对不同温度下焊接不同时间的结果对比,得出使用Ticusil钎料时,在950℃下钎焊60s的焊点剪切强度最高为237MPa。
文献1281中公开了一种血管内Ni-Ti SMA导丝、导丝焊接工装及导丝焊接方法。焊接工装如图8所示,焊接在氩气保护气氛下进行,Ni-Ti SMA与不锈钢对焊端面间添加圆盘状Ag焊料,加热钎料,利用夹具连续转动进行激光小光斑多点环绕加热,连续焊接,实现Ni-Ti SMA与不锈钢的连接。借助阶梯状端头,使钎料熔化包覆在阶梯状端头上,增加连接强度。
钎焊主要是钎料组元向母材扩散和母材向液体钎料熔解,而钎料组元扩散到母材晶粒边界时常使晶界发脆以及母材熔解到钎料中形成含Ti金属间化合物是钎焊连接强度不高的主要原因。钎料的成分对焊接结果也有重要的影响,不同成分的钎料熔点不同,对母材的润湿性不同。通过调整钎料成分,可以改善润湿性、降低钎料熔点,提高Ni-TiSMA与不锈钢的连接强度。
3小结
Ni-Ti SMA与不锈钢的焊点具有良好的力学性能,特别是弯曲性能,可以为生物医学领域中高端导引导丝和正畸弓丝的研发奠定基础,为改进车辆制动器节省成本,同时有利于促进Ni-Ti SMA与其他异种材料的焊接技术的发展,具有重要的理论意义和使用价值。
通过对不同焊接方法的对比,得出固态焊是避免含Ti金属间化合物形成的有效方法;加中间层的熔焊虽然能够提高焊点的抗拉强度,但仍不能避免复杂金属间化合物的形成;钎焊主要通过钎料熔化连接母材,钎料黏附强度较小。固态焊更有利于抑制金属间化合物的形成,对于固态焊连接Ni-TiSMA与不锈钢的方法仍需深人研究。如何有效地避免金属间化合物的产生仍然是研究的重点,未来可以通过改善固态焊接技术来提高Ni-Ti SMA与不锈钢的连接强度,并为研究异种材料的焊接提供理论基础。
