提高某石墨密封座精车加工效率
2019-07-25瓮滨滨
瓮滨滨
沈阳黎明航空零部件制造有限公司 辽宁沈阳 110043
石墨密封装置是目前航空发动机所采用的先进的密封形式,由石墨密封座、石墨密封件、波簧、围簧、卡圈等零件组成,石墨密封座是其中的重要零件,用于装配石墨密封环和其它零件,组成石墨密封装置。某石墨密封座是某舰船发动机上所用石墨密封座,最大直径为φ288mm,在石墨密封座类零件中属于大型件,零件材料属于难加工材料(1Cr16Co5Ni2Mo1WVNbN),且加工精度要求非常高,其加工精度将直接影响石墨密封装置的密封性能。
1 零件改善前状态
现有零件加工路线:毛料、粗车一端、粗车另一端、标刻、去应力热处理、磨基准面、研磨基准面、车大端、车小端、车小端内孔、铣螺尾、钻孔、标印、钻铰孔、去毛刺、清洗、钻径向小孔、去毛刺、磨内端面、清洗、中间检验、磁力探伤、研磨、清洗、最终检验、油封入库。
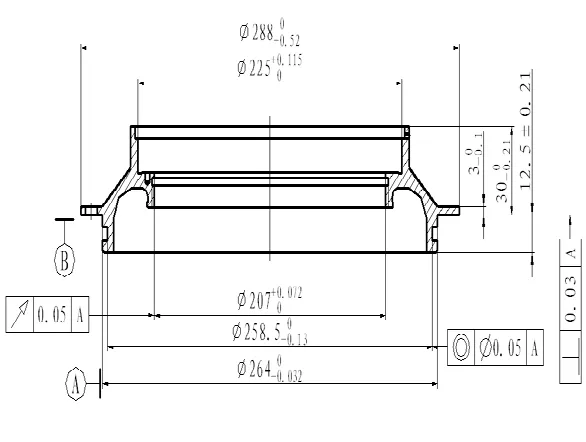
图1 某石墨密封座图示
从工艺路线及图示中可以看出,零件的主要尺寸为车加工保证,余量也主要靠车加工去除;其密封端面的最后由研磨保证,研磨工序去除余量在0.02mm-0.05mm之间,这就需要严格控制零件变形量,保证研磨工序的顺利进行。
由于材料本身为难加工材料,首先在车削过程中刀具磨损严重,尤其是加工零件内腔时使用的手磨刀具,磨损更为严重,使加工应力聚增,造成应力变形的质量隐患,同时加工表面质量无法满足精度要求,给后续工序加工带来严重的质量问题。其次原工艺规程中留给精车的余量也比较大,导致精车的3道工序加工效率很低,3道工序总加工时间(不包含准备时间)超过4.5h,已成为生产瓶颈。另外精车余量大的问题间接造成加工变形,影响加工质量[1]。
2 技术难点
2.1 零件精度要求高
某石墨密封座是某舰船发动机上所用石墨密封座,最大直径为φ288mm,在石墨密封座类零件中属于大型件。其基准A尺寸公差为0.032mm,基准B要求垂直度0.03mm,外圆同轴度要求0.05mm,精度要求非常高,加工精度将直接影响石墨密封装置的密封性能。
2.2 刀具磨损严重
零件材料为1Cr16Co5Ni2Mo1WVNbN,是难加工材料。在车加工零件时,刀具磨损严重,尤其是加工大端内腔型面时,由于没有机夹刀具,采用的手磨刀具,磨损更为严重,使加工应力聚增,造成应力变形,并且存在质量隐患[2]。
2.3 精加工效率低
由于材料本身为难加工材料,而原工艺规程中留给精车的余量也比较大,导致精车的3道工序加工效率很低,3道工序总加工时间(不包含准备时间)超过4.5h,已成为生产瓶颈。精加工余量大也导致“去应力热处理”时,应力去除不充分,造成零件变形。
3 解决方案
预通过试验加工,确定适合(材质)切削刀片,解决减少变形问题及加工成本问题;通过试验加工,确定合理的切削参数,保证加工质量,提高效率;预通过调整半精加工工序尺寸,使精车加工余量均匀,加工效率,提高效率[3]。
4 试验过程
4.1 固化加工参数及刀具消耗
原加工过程中刀具并没有固化到数控工部卡中,并存在使用手磨刀具的情况,刀具磨损也没有具体的统计数值。工艺规程更改后,精车过程有了很大变化,工艺人员根据更改后的工艺规程重新编制了数控程序,优化了走刀路线及加工参数,并同现场操作者共同确定了加工刀具,采用机夹刀片(GIMY 4201C908、A4SM2525M0520)代替手磨削的焊接车刀,解决了难加工材料(1Cr16Co5Ni2Mo1WVNbN)的加工问题。并通过2批次零件的试验加工,摸索出了刀具损耗。
4.2 调整精车余量
原工艺规程中粗车之后余量很大,包括外圆安装边、内腔型面、内孔台阶等位置并没有加工,大量的余量在精车中去除,造成去应力热处理并没有起到应有的效果。不仅造成了精车加工效率低下、刀具磨损严重,也是零件变形的主要原因。工艺人员通过更改工艺文件对加工余量进行了调整,按最终零件尺寸留1.5mm余量去进行去应力热处理。
5 结论
通过2批次共9件零件的试验加工,改进效果明显,3道精车工序的加工时间由4.5h(不包括准备时间)缩减到了3h(不包括准备时间),改进后的数控刀具及损耗已经固化到数控工部卡中。零件的变形也得到了较好的控制,为后续的研磨加工打下了很好的基础。
通过此次攻关,不仅完成既定的攻关目标,解决了生产瓶颈问题。也使得工艺人员及数控操作人员的技术水平得到了很大的提高,在解决复杂件的数控车加工方面积累了很宝贵的经验。
