中空吹塑成型机组电气控制系统的调试与维护(下)
2019-07-16李明朱虞卫锦尧邱建成
李明 朱虞 卫锦尧 邱建成
(苏州同大机械有限公司)
4.1 Moog壁厚控制系统的调试
⑴ 基本参数的设置
MOOG壁厚控制系统调试的关键是一些基本参数和传感器位置的设置,设置错误将导致系统工作不正常,严重的可能造成机械或电气方面的损坏。
主要的基础参数和传感器位置设置包括:
① 控制方式(储料式或连续式);
② 增益倍数;
③ 型芯类型;
④ 型芯位置传感器;
⑤ 储料缸位置传感器;
⑥ 伺服液压系统压力的设置与调整。
以下分别介绍设置与调试方法:
① 控制方式的设置,控制方式是指中空成型机的类型,分为连续挤出式和储料缸式两种方式,机型不同,壁厚控制系统的控制方式也不一样。在基础设置时,须根据中空成型机的类型选择对应的控制方式,由 MOOG控制器内部的 6#微动开关来选择,ON为连续挤出式,OFF为储料缸式。拨动微动开关时,壁厚控制器必须断电。选择完成后,MOOG壁厚控制器面板上对应的状态指示灯将会点亮,“Continuous” 代表连续挤出式,“Accumulator”代表储料缸式。图 9,MOOG30点、100点壁厚控制器的微动开关示意图。
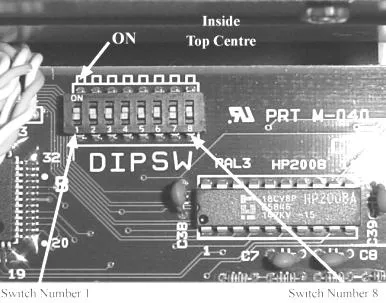
图9 MOOG30点、100点壁厚控制器的微动开关示意图
图中 Switch Number 1-意为微动开关 1,Switch Number 8-意为微动开关8,ON-意为开,PAL3 HP200B-意为集成电路型号;DIPSW 表示微动开关。
② 增益倍数的设置,增益倍数(GAIN TIMES)控制壁厚油缸动作的稳定性和响应敏感度。增益倍数设置太小,壁厚油缸动作迟缓,响应速度慢,滞后严重,口模间隙与壁厚图形曲线的偏差大,达不到控制精度。增益倍数设置太大,响应敏感度太高,容易受到外部信号干扰,引起壁厚油路系统振动。增益倍数(GAIN TIMES)的参考设置为5~8。
③ 型芯类型的设置,型芯类型(CORE TYPE)指的是口模的结构形式,分为收缩型(Convergent)和扩张型(Divergent)。根据中空成型机实际装配的口模形式进行相应设置,设置完成后,MOOG壁厚控制器面板上对应的状态指示灯将会点亮。
④ 型芯间隙位置的设置,型芯间隙位置传感器 (DCDT)用来检测型芯位置(即壁厚油缸活塞位置)。型芯间隙位置传感器的有效检测行程应略大于壁厚油缸的行程,并且安装时,二者的行程在实际空间位置上能够对应,即壁厚油缸活塞运动到油缸行程端点时型芯间隙位置传感器也应该运动到靠近对应行程的端点,也就是油缸行程必须在型芯间隙位置传感器检测行程有效范围内,如果安装错误,有可能导致型芯间隙位置传感器不能正确检测壁厚油缸活塞位置或者造成型芯间隙位置传感器等零件的损坏。
型芯间隙位置传感器的基本设置包括零点(ZERO)和范围(SPAN)。零点(ZERO)指的是壁厚油缸行程起点位置(型芯处于初始最小间隙位置)时的传感器电压值。范围(SPAN)通常指的是壁厚油缸行程终点位置(型芯处于最大间隙位置)时的传感器电压值。
型芯间隙位置传感器的基本设置对于壁厚控制系统的正常工作非常重要,是壁厚控制系统的基础数据,在设置时需要适当调低油源(液压站)的压力,在设置过程中可能需要反复校正传感器、油缸活塞及口模间隙三者之间的位置对应关系,确保对应准确,防止意外故障导致机械或电气零件的损坏。一般来说,油缸活塞处于端点(零点ZERO)时,口模间隙不能为零,保证有一定的安全间隙,同时传感器检测杆离行程端点保留一定的距离,这样才能保证整个系统处于安全状态。如果口模完全封死(间隙为0),则电气零件的意外失灵有可能导致模头、挤出机螺杆机筒、齿轮箱等机械零件的严重损坏。零位(ZERO)时的口模间隙可以通过手动壁厚调整机构进行调整,达到生产所需要的间隙。
型芯间隙位置传感器的基本设置完成后,一般来说,更换口模时无需重新设置,除非传感器检测和安装的基准面发生变化。此项设置结束后,连续式中空成型机的壁厚控制器的基本设置就已经结束,将伺服液压油源(伺服液压站)的压力调至正常工作压力,壁厚控制系统可以进入工作状态。

图10 一种型芯间隙位置传感器的外观图
⑤ 储料缸位置传感器(Accumulator Position Transducer)设置,如果控制方式为储料缸式中空成型机的话,除了前面提到的基本设置外,还需要对储料缸位置传感器进行设置。储料缸位置传感器用来检测储料缸活塞的位置,传感器的有效检测行程应该略大于储料缸的行程,并且安装时,二者的行程在实际空间位置上能够对应,即储料活塞运动到储料缸行程端点时储料缸位置传感器也应该运动到靠近对应行程的端点,也就是储料缸行程必须在储料缸位置传感器检测行程有效范围内,如果安装错误,有可能导致储料缸位置传感器不能正确检测储料缸活塞位置或者造成传感器等零件的损坏。
储料缸位置传感器的基本设置包括:空缸(EMPTY)位置,满缸(FULL)位置,以及保持方式。保持方式包括:挤出保持(EXTRUSION FIXED)或填充保持(FILLING FIXED)。
空缸(EMPTY)位置指的是储料缸射空时的储料缸位置传感器电压值;满缸(FULL)位置指的是储料缸储满时的储料缸位置传感器电压值。设置空缸和满缸时,通常的经验是空缸(EMPTY)位置和满缸(FULL)位置分别离储料缸行程端点少许距离,留有适当的缓冲余地;不要以储料缸行程端点作为空缸和满缸的设置点,这样容易导致控制上的误动作,且安全系数降低。
根据前面提到的一些经验与技巧,调整好储料缸行程与传感器行程的对应关系。将储料缸里的熔融料射出,确认储料缸活塞处于空缸(EMPTY)位置时,按设定(SET)键,存入当前传感器的电压值为空缸(EMPTY)设定值,面板上的射料结束(End of Extrusion)指示灯会点亮;然后向储料缸内储料,确认储料缸活塞处于满缸(FULL)位置时,按设定(SET)键,存入当前传感器的电压值,面板上的填充结束(End of Filling)指示灯会点亮。
保持方式指的是从储料缸射料量计量的起始点。挤出保持(EXTRUSION FIXED)的射料量(SHOT SIZE)计量的起始点为空缸位置(EMPTY);填充保持(FILLING FIXED)的射料量(SHOT SIZE)计量的起始点为满缸位置(FULL)。
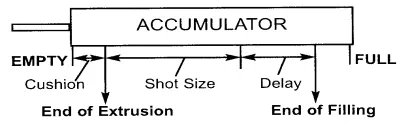
图11 挤出保持(EXTRUSION FIXED)工作原理图
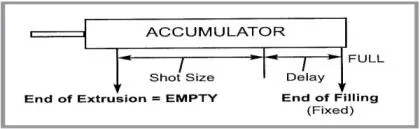
图12 填充保持(FILLING FIXED)工作原理图
图 11、12图中 ACCUMULATOR-意为储料缸位置传感器,EMPTY-意为空缸位置,FULL-意为满缸位置,End of Extrusion-意为射料结束位置,End of Filling-意为填充结束位置,Cushion-意为缓冲段,Sh0t Size-意为加料量,Delay-意为延迟段。
储料缸位置传感器的基本设定完成后,壁厚控制器的最重要的基本设定已经完成,可以根据设定的图形曲线进行壁厚控制了。至于图形与制品的对应关系,则需要在实际生产中总结经验。基本设置的具体操作步骤这里不作详细介绍,可以参照设备的操作说明书。

图13 一种储料缸位置传感器的外观图
⑥ 伺服液压系统压力的设置与调整,伺服液压系统压力的设置根据中空成型机壁厚液压缸的大小以及口模尺寸大小来决定,通常机器交付使用后,壁厚液压缸大小已经固定,口模大小将根据制品而变化,口模越大,油源的压力也要相应的提高,以保证壁厚控制的准确性,压力不够将导致实际壁厚运行曲线与设定的曲线不符,偏差大。油源的最大压力根据中空成型机规格的不同也不一样,具体请参阅机器使用说明书或咨询生产厂商。
通常在设置型芯间隙位置传感器(Die Gap Position Transducer)(DCDT)时,将压力适当调低至2~3MPa,以防止设置操作不当损坏模头部件;设置完成后,再将压力调至生产所需要的正常值。
(注:文中术语按照相关技术资料的统一规范。)
4.2 MOOG壁厚控制系统安装和维护注意事项
壁厚控制系统安装和维护过程中主要注意以下事项:
⑴ 传感器安装,位置传感器是壁厚控制系统的基础,安装时的定位及检测基准面(点)要求选择在机器拆装调试过程中相对位置不会随意变动的基准面(点),例如油缸缸盖端面、活塞杆端面等;另外传感器的轴线应该与油缸的中轴线保持平行,否则传感器可能检测不准或者影响使用寿命。位置传感器定位校正好后,固定螺钉一定要锁紧,防止位置随意变动,影响检测基准和精度,同时在维修拆装时,做好位置标记,以便再次安装时,与原有位置保持一致。
⑵ 电缆接线,壁厚控制系统的传感器与伺服阀的配线通常选用屏蔽电缆线,电缆线的屏蔽层一端接在MOOG壁厚控制器的制定接线端子上,以保证信号免受外界干扰。传感器与伺服阀的接线都分为正负极,不可接错,不可短路,错误连接或短路有可能造成传感器或壁厚控制器烧坏。
⑶ 系统维护,壁厚控制系统采用伺服油路系统,对油质及洁净度要求很高,变质或受污染的液压油可能造成伺服阀的损坏或工作不正常。因此在安装伺服阀前,需要用洁净液压油对系统反复冲洗,以清除管路和油缸里的杂质。新系统投入使用500小时后,就要更换新液压油,以后每3000小时进行更换,每次换油的同时需要清洗油箱和所有过滤器。有些机器的用户容易忽视伺服液压系统的维护,不按时换油,液压油严重变质污染,造成伺服阀堵塞卡死或损坏,损失超过换油的代价。
⑷ 及时记录基本设置数据,壁厚控制系统基本设置结束后,要对基本设置的数据进行保存和记录,MOOG30点壁厚控制器具备数据存取功能,可参照说明书在F3(FILE)功能画面进行存取操作;在 F5(DATA)数据画面里可以显示当前的F1(PROFILE)图形画面的所有参数以及基本设置(SET UP)的所有数据,包括增益倍数、型芯间隙位置传感器的设置、储料缸位置传感器的设置,这些关键性的数据建议做好书面记录,以备维修或再次设置作参考。在日常生产过程中经常出现操作人员无意中调乱 MOOG壁厚控制系统的基本设置数据,造成壁厚控制系统或中空成型机不能正常工作,所以及时保存记录基本设置数据非常有必要,以备维修检查时作对照参考。
4.3 Moog壁厚控制系统常见故障的处理,见表2。
特别提醒:
⑴ MOOG型坯壁厚控制器安装、使用与维护手册在吹塑机新机购进时,设备厂家会提供,吹塑制品厂家应该进行妥善保存,以备工作之需。
⑵ 型坯壁厚控制器的品牌、型号不一样时,其接线与操作方法,顺序也会不一样,此外,即使是同一厂家的产品,出厂时期不一样时,其产品也会改进较多,操作时需要特别注意,严格按照设备厂家提供的最新说明书进行操作。
5 互联网远程通讯技术对中空成型机电控技术的影响与展望
随着互联网技术的快速发展,对挤出吹塑中空成型机的电控技术来说将会产生较大的影响。这些影响可能主要体现在以下一些方面。
5.1 通过互联网通讯技术,吹塑机设备制造厂家与吹塑制品厂家的沟通将更为快捷方便,应约可实现实时修改用户厂家吹塑机的工作程序或是工作参数,以保障用户厂家能够快捷的生产出合格的产品。特别是新产品试制时,更加具有灵活性和方便性。
5.2 通过互联网通讯技术,设备厂家可实现多方面提示或是提醒客户及时进行各种设备的维护与维修保养工作。
5.3 通过互联网通讯技术,设备厂家可及时诊断客户的设备运行是否正常。
未来几年的展望:
A. 通过互联网通讯技术,设备厂家与吹塑制品厂家的在线沟通将变得更加方便快捷。
B. 通过互联网通讯与数字控制技术,一个公司内的多家工厂的联控将成为可能,特别是设备重要数据的实时采集与汇总工作将变得方便快捷。随着无人化、少人化、智能化吹塑工厂的出现,这些工厂的变化将会更快;值得关注与提前进行预期性的研究。
6 气候变化对电控系统的影响及处理措施
6.1 注意吹塑机设备使用环境条件的变化
随着地球气候条件的发生变化,一些突变性的天气经常容易出现,这些天气的突然变化,往往容易造成对吹塑机设备的工作性能影响,因此,关注天气变化对吹塑机设备的危害与影响,是吹塑制品厂家应该关心和防范的事情,这样就可以减少因为天气突然变化造成的设备损失。
尽管吹塑机以及吹塑机生产线以 PLC可编程控制器为主的电气自动控制系统对所在环境的要求不是特别严格,但是在气候炎热、潮湿的地方,许多吹塑制品工厂的环境条件可能会不适合或者达不到电气自动控制系统对工作环境的要求。吹塑设备生产现场周边的环境温度有可能达到 50~60℃左右,而电气控制柜内的温度可能在60~70℃左右,在这种温度条件下运行时间较长的话,对电气类零部件的危害较大。
而空气湿度的变化也较大,从测试到的空气湿度来看,许多地方一年中有较多天数的空气湿度处在85%以上,空气湿度在95%以上的天数也不在少数;空气中的水份很容易凝结成小水珠,这些小水珠与空气中微尘颗粒结合,很容易对电气控制零部件造成损坏;导致控制失灵、控制程序部分或是全部丢失,或者电气设备事故的发生,这类事故每年都有发生,往往造成的损失不小,值得引起吹塑制品企业管理人员与工程技术人员的高度重视。
特别是每年气候转换的季节时间内,温度与湿度这方面的变化较大,由于气候温度与空气湿度的突然变化,往往对设备电气控制部分造成的危害也较大,需要加以特别的重视。
应对环境温度与空气湿度过高的环境,又要确保电气控制零部件的稳定性,目前较好的办法是给中空成型机的电控柜加装空调系统,既可以有效降低电控柜的温度,还可以降低电控柜内空气湿度。从实际安装空调机的情况来看,不可将空调机直接对电控柜内吹风,这样很可能使它内部的湿度增大,造成直接的危害。较好的方法是:在电控柜的周围修建一个较为密封的小型空间,采用空调机将这一空间的温度和湿度降低到较为合适的范围;这样能有效保障电控系统的工作稳定性。
许多中空成型机的使用率不高,在停机和维修情况下,最好是使电控系统保持通电状态,这样可以使电气控制零部件的表面不容易形成水珠,零部件的接线及焊接点不容易被氧化,可以使电控系统在开机时保持在正常状态下启动。这是目前许多吹塑厂家经常采用的比较行之有效的方法。如果停机待产时间较长,可以每周定期对电控系统进行通电保养,通电保养时间最好不要短于8小时。如果设备在停机期间没有对电气控制柜进行通电保养,在开机前需要对电气控制系统进行仔细检查,在湿度较大的条件下,需要对电控柜内的零部件进行干燥处理,比较简单的方法是采用手持电暖吹风机对其进行去除水气的处理,处理完毕方可进行通电。
6.2 定期做好电气控制柜的清洁工作
尽管吹塑机电控柜一般都是制成较为密封的,许多的零部件也做了防尘处理,但吹塑制品生产车间内空气中的微尘颗粒总会沉积在电气零部件的表面以及一些接触面上,沉积多了它会影响到电气设备的使用性能,所以,定期做好电控柜的清洁工作对确保设备的长期正常稳定运行至关重要。吹塑设备使用厂家应该制定详细明确的制度,规定所采用的清洁方法,定期对电控柜进行清洁工作。对电控柜的零部件进行清洁时,可以采用小型毛刷与电吹风机配合进行,对于一些电气插接件的接触面,可以采用干净棉球蘸上少许酒精进行搽洗,待完全挥发干净后再插回原处。清洁时还应该将接线处的螺钉拧紧,以确保其接触良好。
6.3 保持电控柜内的长期稳定有序状态
中空成型机的电气控制柜的内部空间较为宽大,这是为了保障电气控制零部件能正常工作,空气能正常流动所设计的。但是在一些吹塑设备使用厂家,往往一些设备的使用或者维修人员将一些并非该设备必备的物件放在其内部,从而影响到电控柜内热量的散发,直接导致控制柜内温度的上升。有时还可能直接造成接电线的损坏和短路,引发不安全事故的发生。所以,设备使用厂家有必要在设备进厂初期就制定出严格的管理措施和制度,并定期对设备的关键地方进行检查,减少因管理不善造成意外事故的发生。
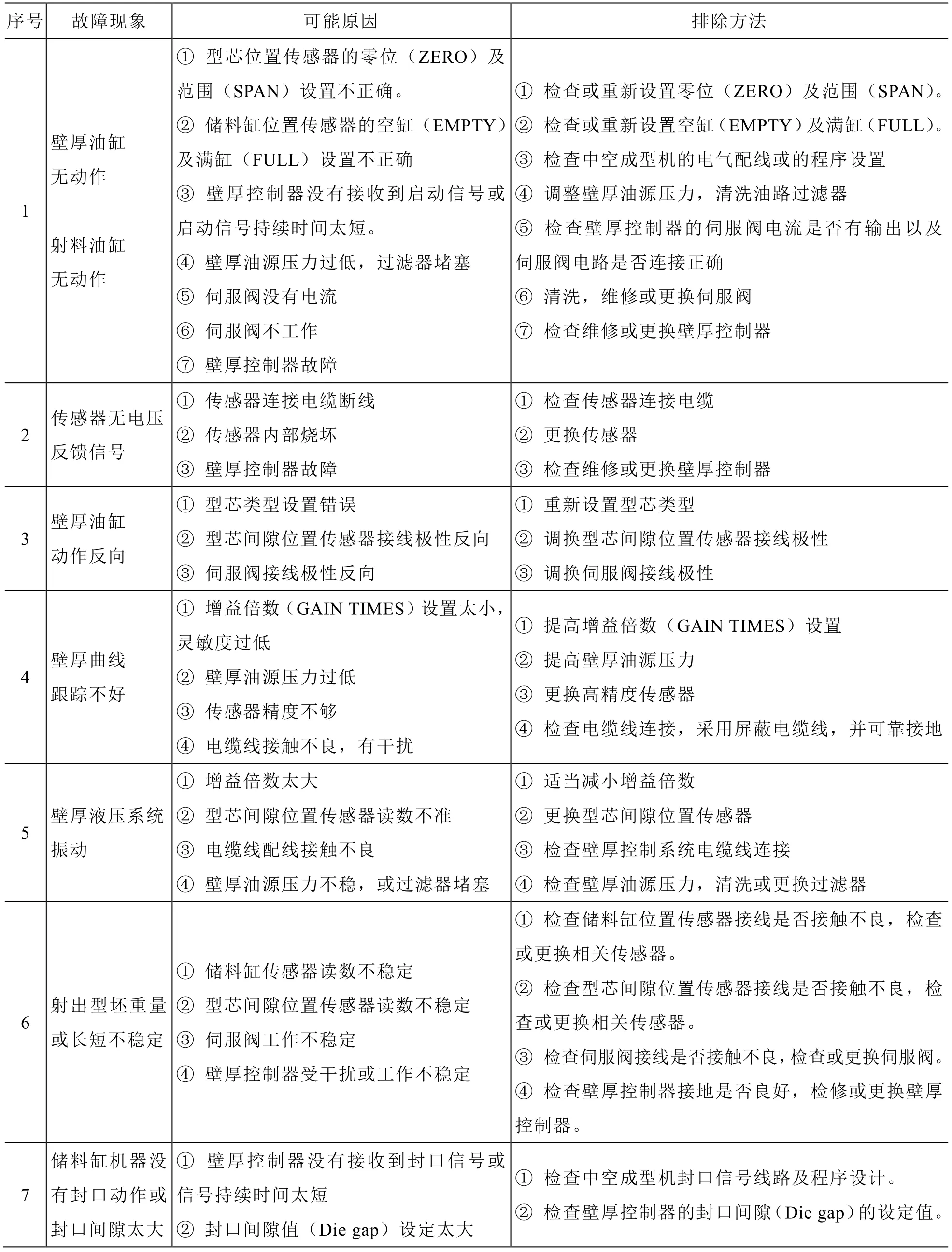
表2 MOOG壁厚控制系统常见故障及处理方法