焊后热处理对15CrMoR(H)钢焊条电弧焊焊接头组织与性能的影响
2019-07-12
(1.国网河南省电力公司 电力科学研究院,郑州 450052;2.郑州机械研究所有限公司 新型钎焊材料与技术国家重点实验室,郑州 450001;3.山东索力得焊材股份有限公司,山东泰安 271600)
0 引言
加氢脱硫进料/反应产物换热器在高温、高压、高腐蚀性的加氢裂化条件下长期运行,普通低合金钢已不能满足使用要求。15CrMoR(H)钢是以Cr,Mo为基础合金元素的低合金高强度耐热钢,因Cr,Mo是形成贝氏体的主要合金元素,提高了高温组织的稳定性和持久强度,具有抗高温氧化、脆断及抗氢能力,因而能够满足450~600 ℃高温、高压及多种腐蚀介质环境下的压力容器材料需求[1-6]。
目前,15CrMoR(H)钢常用焊接方法有焊条电弧焊、埋弧焊和气体保护焊等,主焊缝通常采用多道多层焊。一方面,可利用后续焊道的焊接热循环对母材、相邻焊道产生焊接热作用,使再次受热区域的原始组织发生变化,进而产生更为复杂的焊缝及热影响区组织,但可能出现新的性能薄弱区[7-10];另一方面,当焊件或局部焊接返修后无法进行焊后热处理时,采用回火焊道技术,在焊态下也具备足够的安全裕度。目前,针对15CrMoR(H)钢的多道多层焊,焊接热影响区中各分区的组织性能转变、是否会出现性能薄弱区及焊态力学性能,尚没有文献参考,仍需进一步的研究分析。
本文采用金相法、电镜扫描、硬度测试、冲击试验等测试手段,分析厚板15CrMoR(H)钢多道多层焊的焊接接头热处理前后母材、焊缝及焊接热影响区的组织性能转变,并对冲击断口形貌进行分析,对理解低合金高强钢多道多层焊机理和促进该技术的应用具有一定的指导作用。
1 试验材料及方法
试验采用500 mm×125 mm×28 mm的15CrMoR(H)钢试板,采用∅4.0 mm的R307G焊条多道多层焊施焊,母材及焊条熔敷金属化学成分如表1,2所示。试板为双V形坡口,坡口角度60°±5°,钝边2 mm,间隙1 mm,试验主要焊接工艺参数见表3。焊前进行150~170 ℃预热,层间温度为150~180 ℃,焊后立即消氢并进行(690±14) ℃×2 h焊后热处理。

表1 15CrMoR(H)钢的化学成分 %

表2 R307G焊条熔敷金属化学成分 %

表3 主要的焊接工艺参数
在焊后热处理试板上制取冲击、金相试样进行相应的试验,对焊接接头进行显微硬度测试,同时利用扫描电镜(SEM)观察冲击试样断口形貌。
2 结果与分析
2.1 焊缝成形
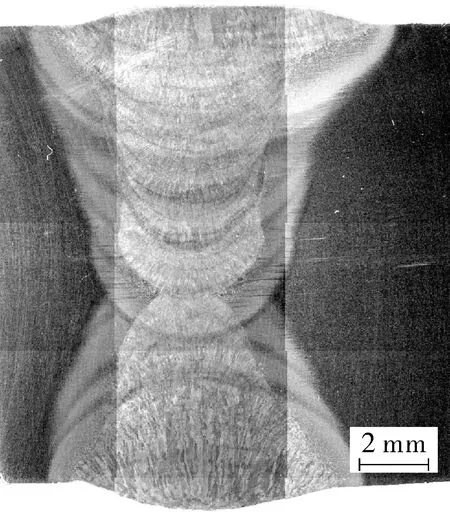
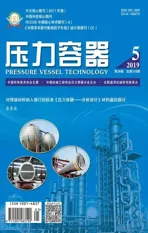
图1 15CrMoR(H)焊接接头宏观金相
15CrMoR(H)钢多道多层焊宏观金相见图1。焊缝过渡光滑,正面和背面均成形美观,焊缝未发现裂纹、气孔、未熔合、夹渣、咬边等焊接缺陷。
2.2 焊后热处理前盖面焊道的微观组织
在多道多层焊接过程中,由于最后盖面焊道未经受后续焊接热循环的作用,因此接头组织接近于常规单道次焊接的接头组织。最后焊道不同区域的微观组织如图2所示,其中图2(a)为金相测试区域。
从图2(a)可以看出,焊接热影响区显微组织状态出现明显差别,晶粒度从熔合线向母材逐渐变小。

(a)金相观察区域
(b)母材

(c)粗晶区

(d)细晶区
(e)临界区
(f)焊缝图2 热处理前最后焊道不同区域的微观组织
从图2(b)可以看出,母材区的铁素体呈等轴细晶粒状,微粒状碳化物弥散分布在铁素体基体上,组织为回火索氏体。
从图2(c)可以看出,粗晶区组织出现明显的粗化,这主要是由于该位置距离焊缝熔合线较近,焊接过程中被加热至1 100 ℃~固相线温度区间,导致该区域组织粗化严重。在铁素体晶粒内部,存在位相差较小的条状铁素体和间断分布的渗碳体,呈羽毛状,为上贝氏体组织;在晶粒内部还可以看到较多的马氏体组织,有一定的淬硬倾向,对焊接接头整体的力学性能带来不利影响。
由图2(d)可以看出,细晶区晶粒相对细小,与母材晶粒度相差不大,这主要是由于在焊接过程中,焊接热循环将母材组织重新加热到Ac3~1 100 ℃范围内,晶粒组织重新奥氏体化,并快速冷却至室温所致。由于此时焊接热循环峰值温度较低,加之焊接前的预热作用,使细晶区部分冷却速度相对较慢,因此未出现明显的淬硬组织。从图中还可以看出,众多的小岛状复相组织杂乱地分布在铁素体晶粒内部或者边缘的区域,表现出较为明显的粒状贝氏体特征,因此,细晶区组织具有相对较好的强韧性匹配[8-9]。
从图2(e)中可以看出,临界区铁素体呈等轴细晶粒状,由于焊接过程中焊接热循环重新将该区域加热至Ac1~Ac3之间,部分重结晶;显微组织晶粒内部有明显的析出物,表现出明显的过回火特征,晶粒内部为过回火的回火索氏体组织。由于在晶界附近发生了部分相变重结晶,因此在原奥氏体晶界附近形成较多的细小晶粒。
如图2(f)所示,焊缝组织由先共析铁素体、块状的铁素体、大量的细小针状铁素体,以及少量的粒状贝氏体组成,熔池结晶后所形成的固态焊缝主要由柱状或枝状晶及少量的等轴晶粒组成。
2.3 焊后热处理前临界粗晶区显微组织
在多道多层焊接过程中,前一焊道经历了后续焊道的焊接热循环,其原有的焊接热影响区组织发生了变化,这些组织不能等同于单道焊接时的相应组织。相关文献表明[13],对于低合金高强钢多道多层焊的焊接热影响区,临界粗晶区极易出现问题,即在前一焊道的粗晶区组织被后续焊道再次加热至Ac1~Ac3温度范围的区域。
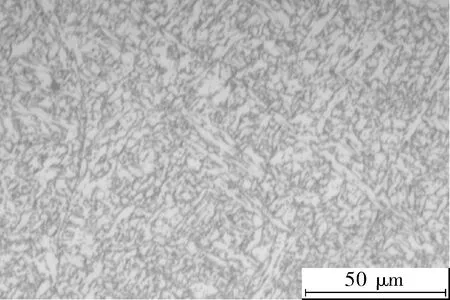
15CrMoR(H)钢多道多层焊接接头热处理前临界粗晶区组织如图3所示,可以看出,临界粗晶区显微组织粗大,这是因为临界粗晶区是在原始粗晶区组织基础上形成的,虽然被后次焊道焊接热循环重新加热,但此时后续焊接热循环峰值温度处于Ac1~Ac3之间,对晶粒组织没有细化作用,因此晶粒仍保持粗大。由于粗晶区组织粗大,当该区域组织被再次加热至Ac1~Ac3温度范围内后,合金元素易于在原奥氏体晶界富集,在原奥氏体晶界范围内优先形核发生相变重结晶,又由于冷却速度较快,因此在晶界附近出现脆性组织。从图3(a)中可以看出,在原奥氏体晶界附近析出大量的链状马氏体隐晶组织,可能导致热影响区的性能恶化;从图3(b)低倍显微组织分布来看,在焊接接头中靠近熔合线部分存在大量的临界粗晶区,为焊接接头的安全使用埋下较大隐患。
(a)临界粗晶区 500×
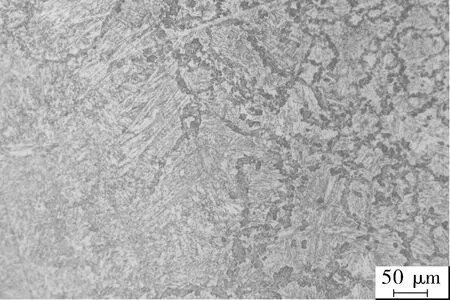
(b)临界粗晶区 200×图3 临界粗晶区显微组织
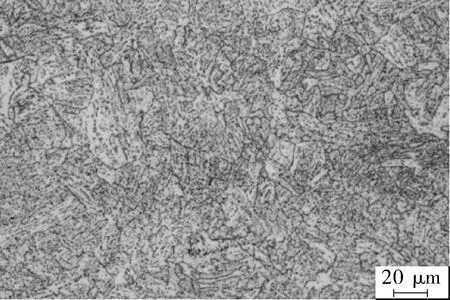
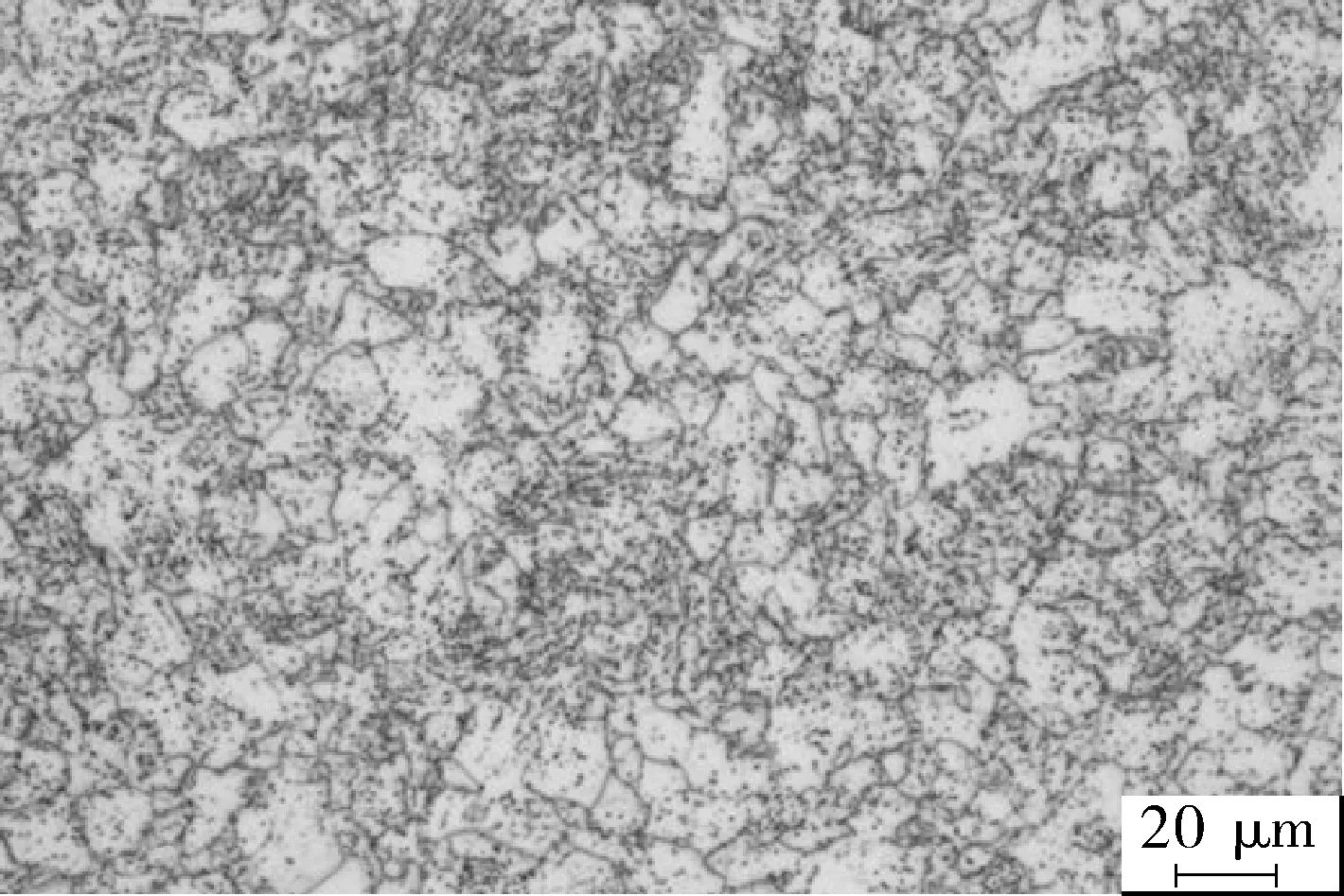
2.4 焊后热处理后焊接热影响区显微组织
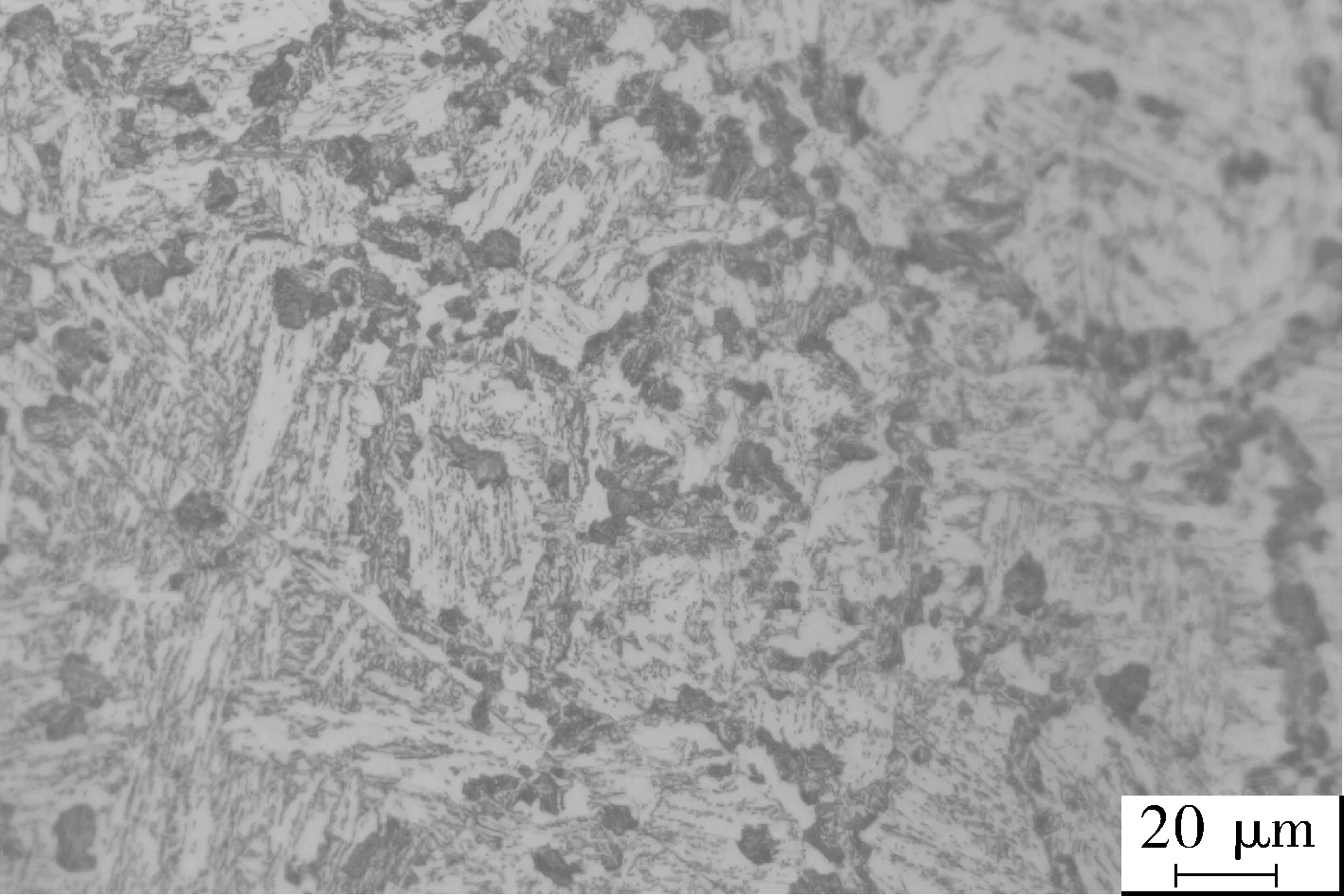
为考察焊后热处理对焊接接头组织和性能的影响,重点对多道多层焊焊接热影响区的粗晶区和临界粗晶区、焊缝区进行了分析,其显微组织如图4所示。
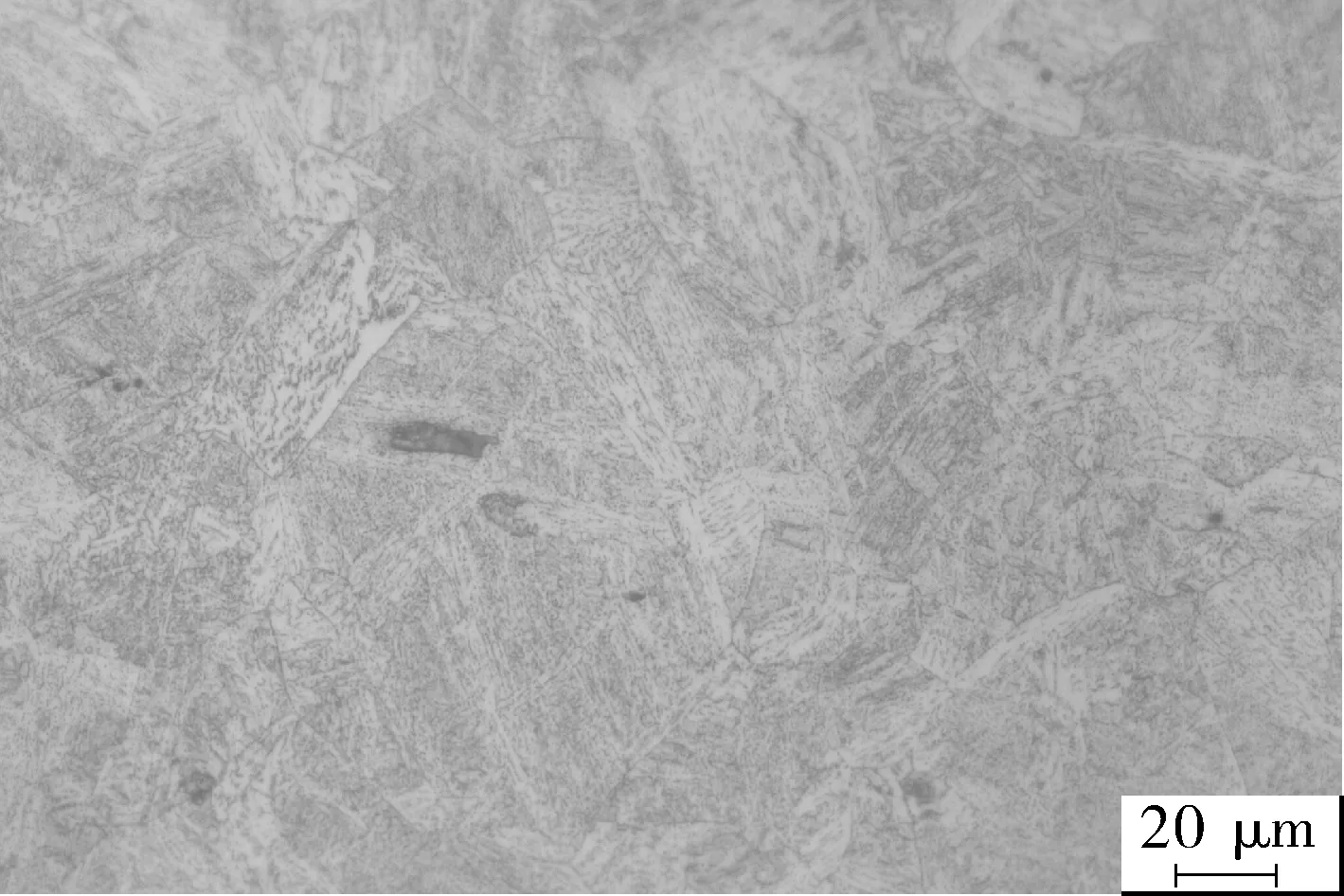
(a)粗晶区
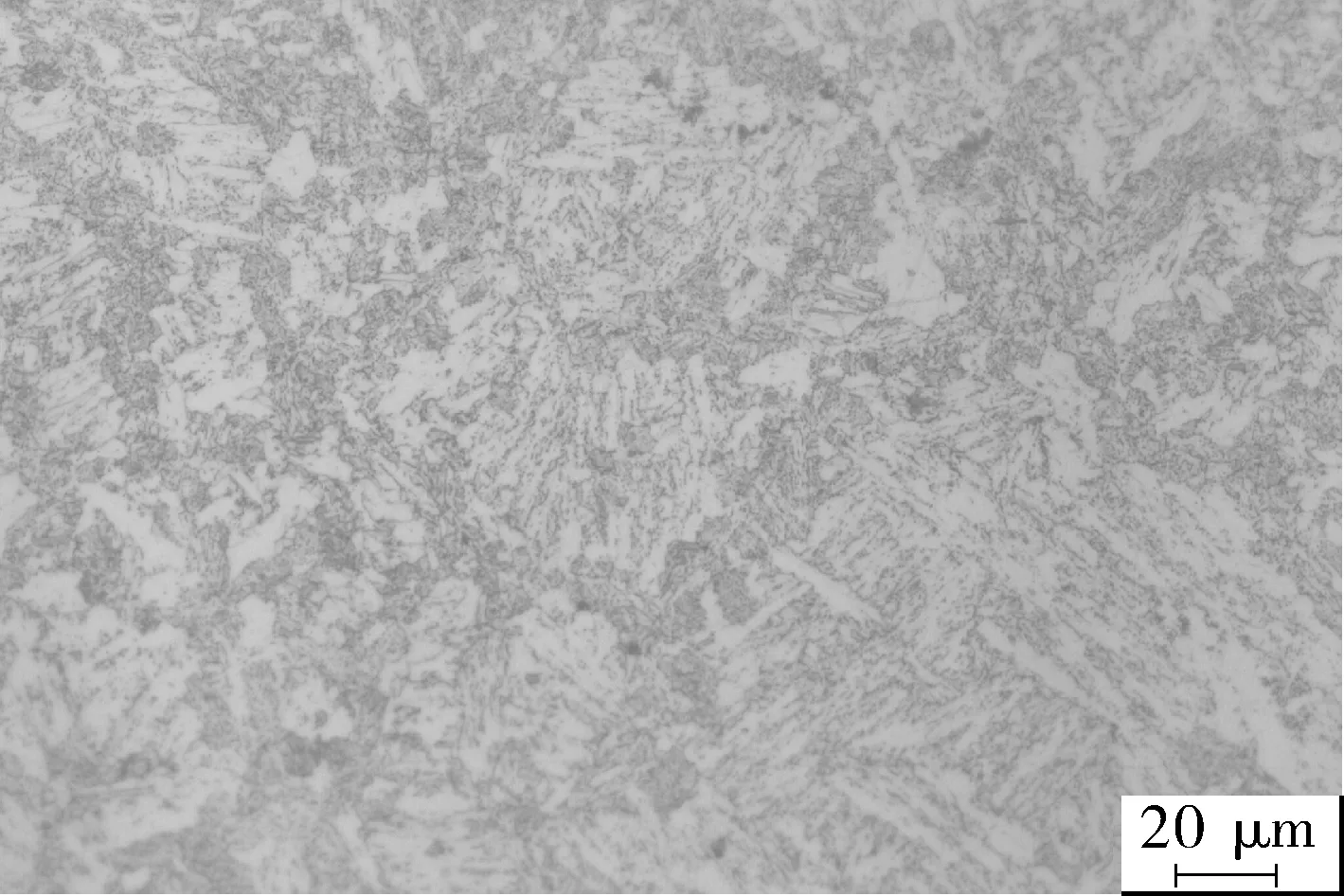
(b)临界粗晶区
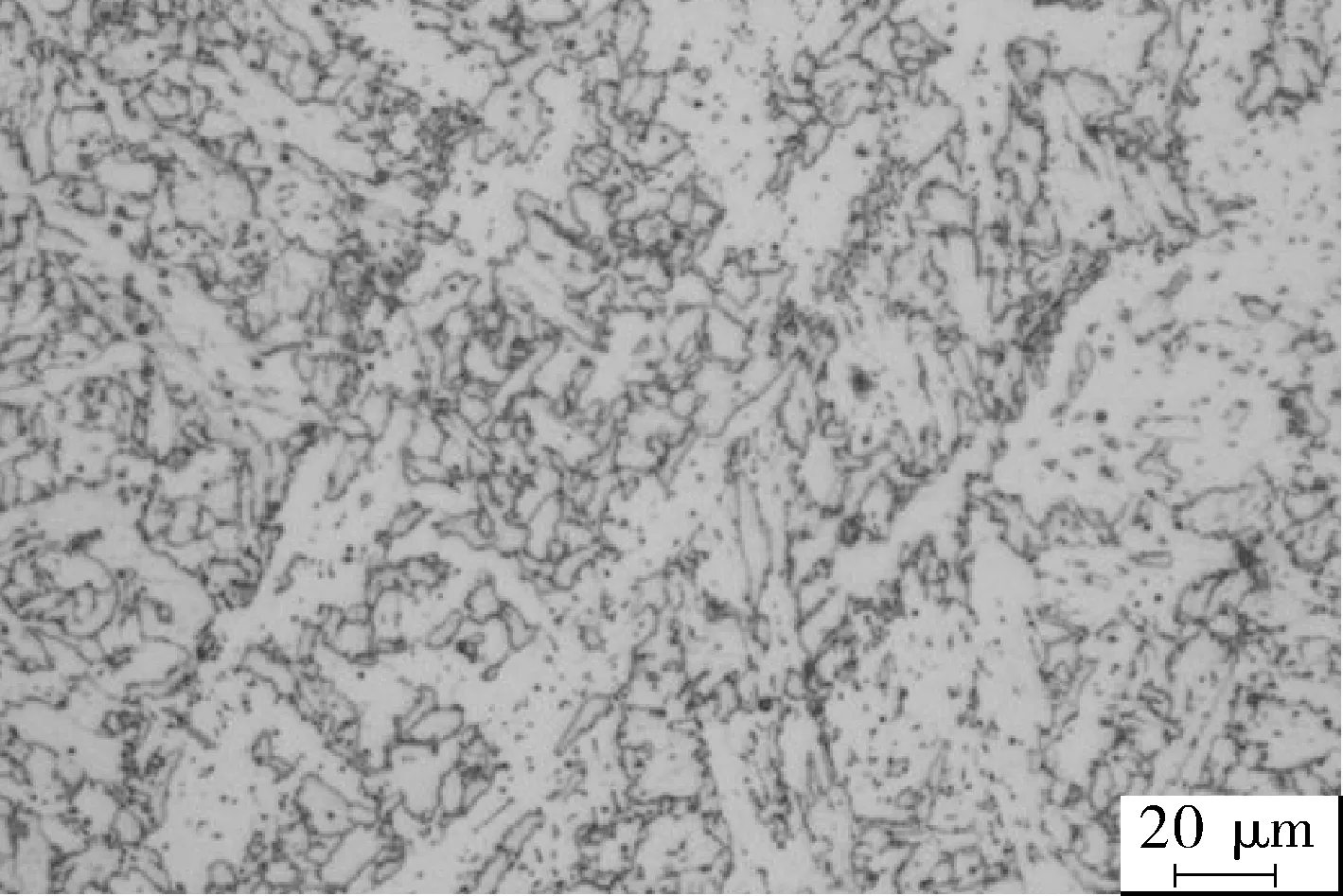
(c)焊缝区图4 焊后热处理后粗晶区和临界粗晶区、焊缝区显微组织
从图4(b)可以看出,在临界粗晶区的晶粒内部碳化物析出较多,位相关系明显,表现出明显的回火状态。值得注意的是,此时晶界附近的链状组织表现出明显的回火状态,为链状的回火索氏体组织(具有优异的塑韧性储备),表明此时临界粗晶区的性能得到了明显的提升。
由图4(c)可以看出,显微组织有明显的碳化物析出,显微组织也表现出明显的回火状态。
2.5 显微硬度测试分析
焊后热处理前后分别对焊接接头进行显微硬度HV0.5测试,每间隔0.5 m横向打点测试,其结果如图5所示。
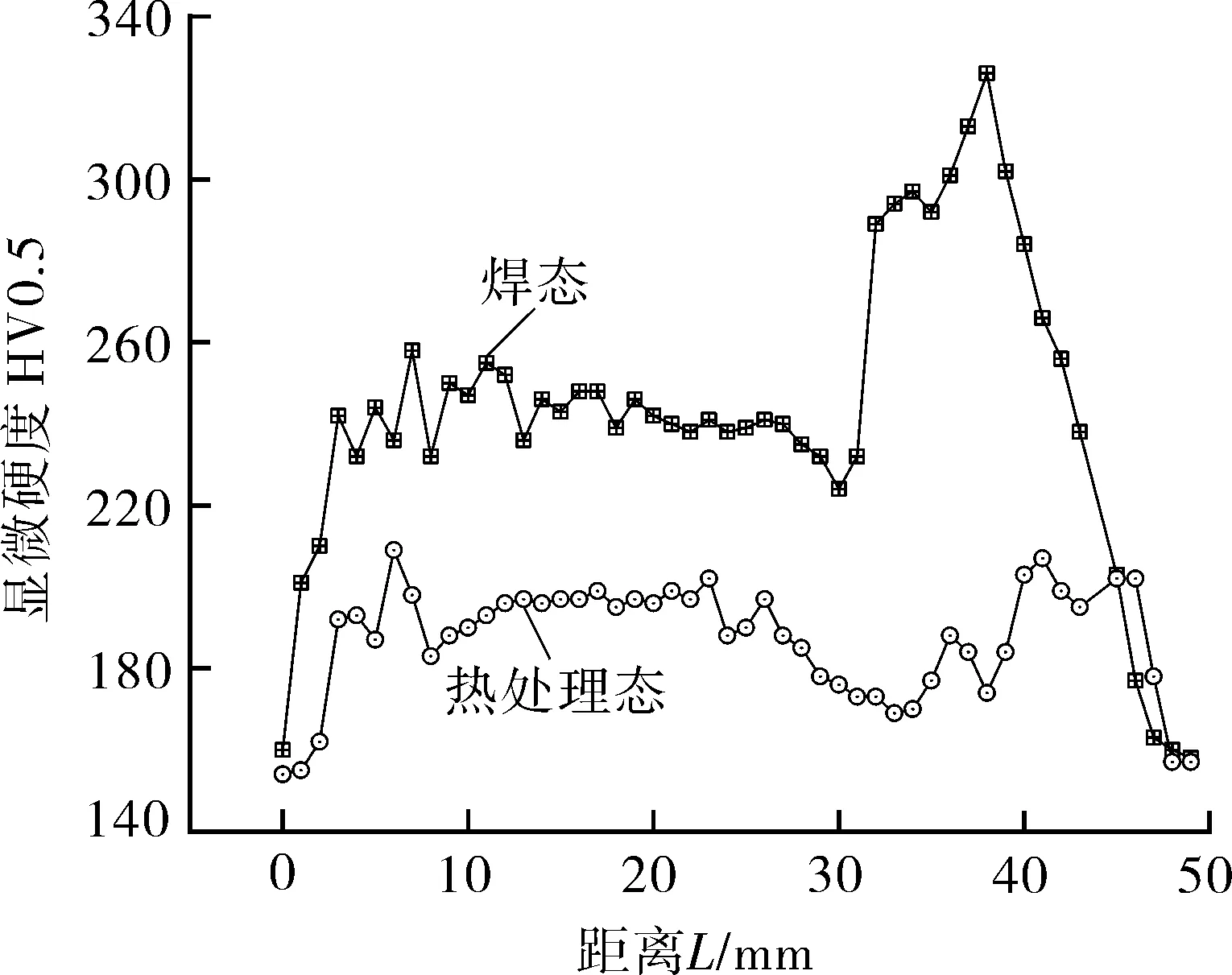
图5 显微硬度测试结果
从图5可以看出,在焊后热处理之前,接头显微硬度整体较高。在临界区由于发生部分相变重结晶,显微硬度相对于母材开始有所升高(至230HV左右);细晶区由于焊接过程中发生完全相变重结晶,显微硬度继续升高至280HV附近;粗晶区由于组织严重粗化,且显微组织内部存在淬硬组织,导致此区域峰值硬度达到320HV附近,说明粗晶区性能显著恶化;多道多层焊的多重热影响区交叉区域,前一焊道的焊接热影响区从左至右由于经受后续焊道从高到低的不同热循环峰值温度,因此显微硬度开始逐渐下降,至焊缝区域后显微硬度值变化逐渐趋于平缓,整个焊缝区域显微硬度值相差不大。热影响区显微硬度值波动最大,这主要是由于后续焊道的焊接热循环将原焊接热影响区再次加热,而该区域又存在较多的临界粗晶区组织造成的。
从图5还可以看出,焊接热处理后焊接接头显微硬度下降幅度较大,尤其焊接热影响区区域全部下降至200HV附近,显微硬度值波动也不再剧烈,这表明焊后热处理能显著改善焊接接头的显微硬度分布,对改善焊接接头的整体力学性能具有积极作用。
2.6 冲击韧性测试及断口分析
冲击试样的取样参照NB/T 47014—2011《承压设备焊接工艺评定》,试验在室温下进行,其结果如图6所示。可以看出,焊态下焊接热影响区室温KV2仅130 J左右,热处理后达到270 J左右,表明焊后热处理对焊接热影响区的冲击韧性有明显的提高作用,这也与前面论述相吻合;焊缝金属室温KV2由焊态下的130 J左右提高到160 J。
图7,8分别示出了焊态和热处理态下焊接热影响区、焊缝的冲击试样断口形貌。从图7中可以看出,焊态下焊接热影响区断口以准解理为主,这是因为热影响区的粗晶区和临界粗晶区组织中脆性相,冲击吸收能量较低、塑韧性较差,因此断口形貌呈现出脆性断裂的特征。焊态下,焊接热影响区的冲击吸收能量数值虽满足相关制造要求,但脆性断口形貌表明焊接热影响区存在韧性储备不足的缺点。经焊后热处理,冲击试样断口形貌已完全转变为韧窝状,为典型的韧性断裂,表明焊后热处理明显改善了焊接热影响区的脆性组织。
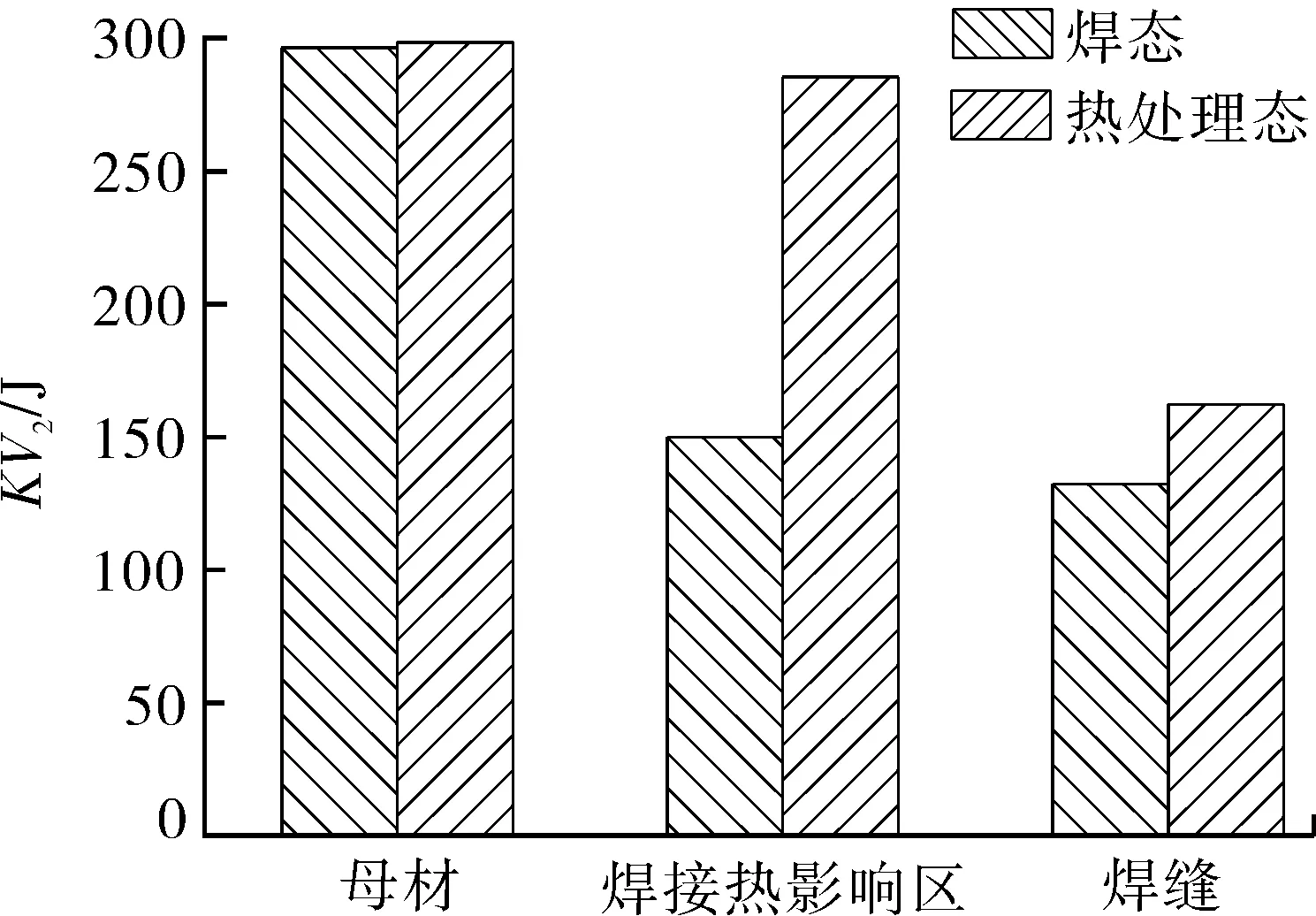
图6 冲击吸收能量测试结果
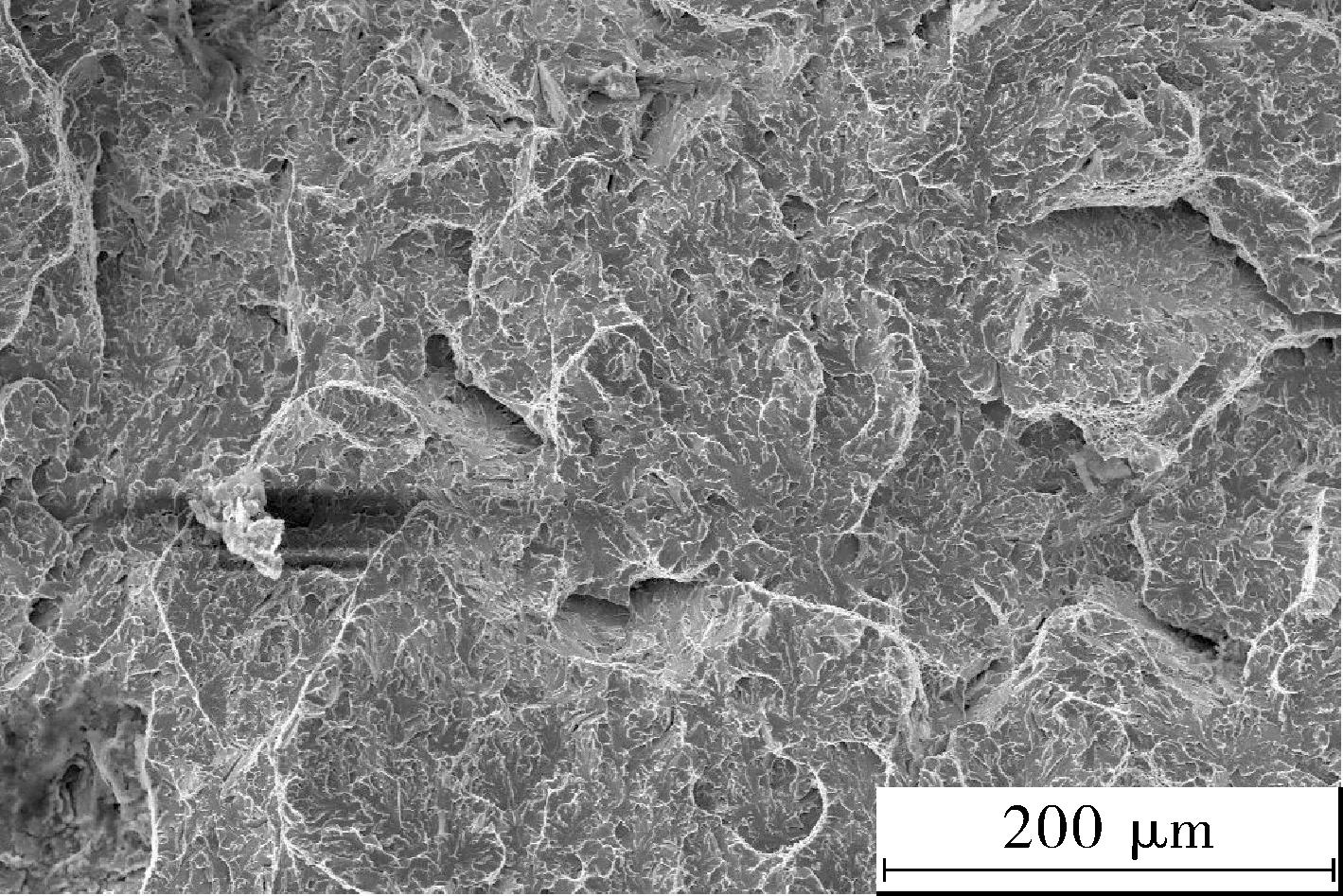
(a)热影响区
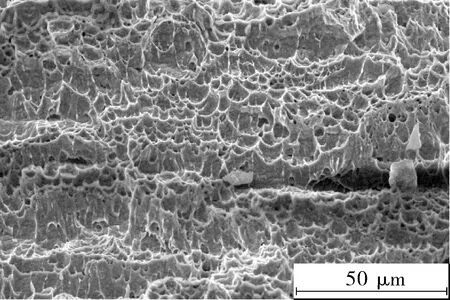
(b)焊缝图7 焊态下焊接热影响区和焊缝冲击试样扩展区断口形貌
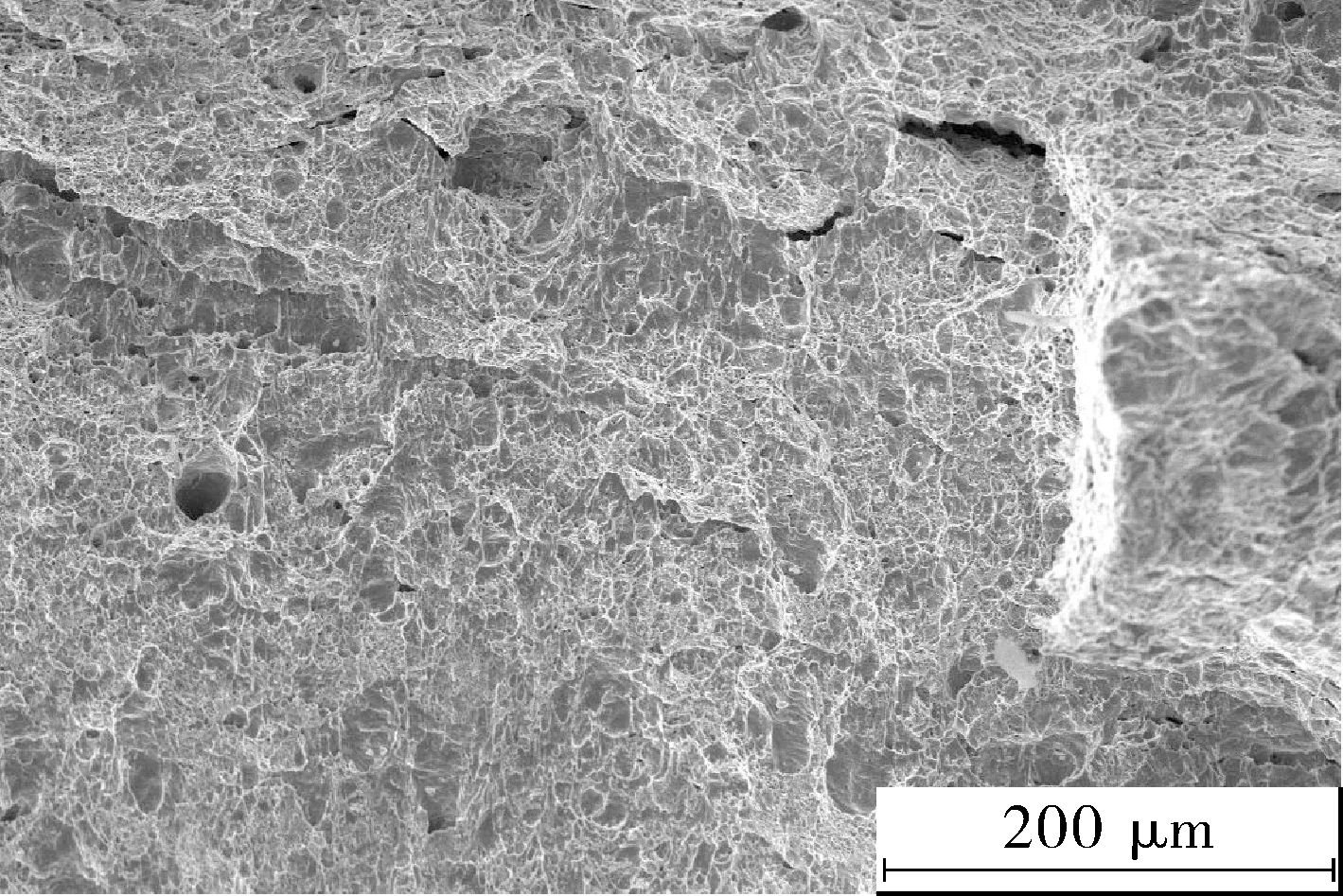
(a)热影响区
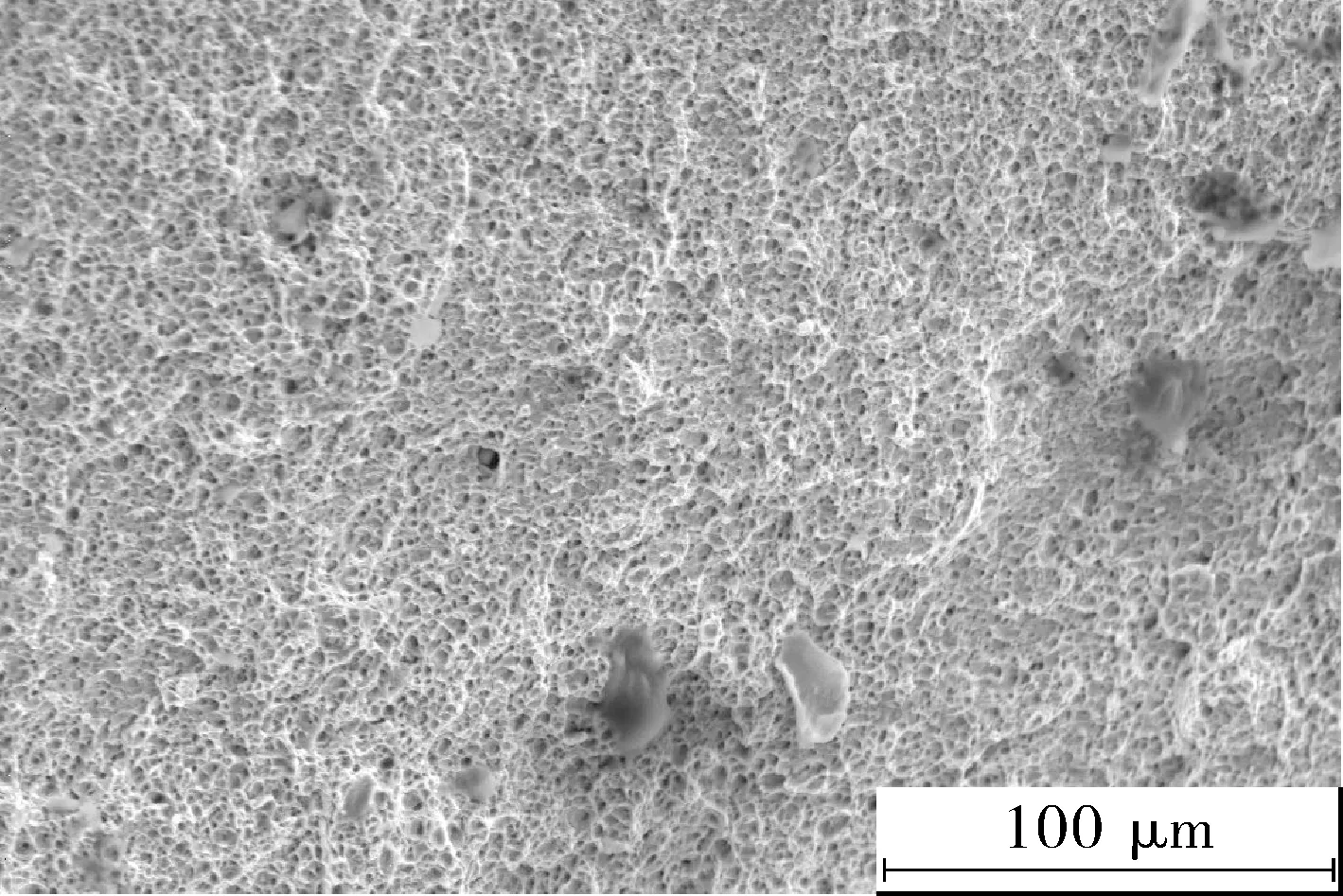
(b)焊缝图8 热处理后焊接热影响区和焊缝冲击试样扩展区断口形貌
热处理前后焊缝断口形貌均呈韧窝状,为典型的韧性断裂。结合焊缝组织可以看出,焊态和热处理态焊缝组织无明显差异,均是以针状铁素体为主的组织,针状铁素体具有良好的塑韧性储备。在多道多层焊中,焊缝组织由于经受多次的焊接重熔、焊接热循环影响,焊缝中元素分布相对均匀,后经焊后热处理,部分碳化物再次析出长大,焊态下的应力也得到了释放,因此冲击韧性得到了一定的提高,从冲击断口形貌也可以看出热处理态冲击断口由更为细小的、尺寸较深的韧窝组成,表明焊后热处理对于焊缝的塑韧性提升具有一定的积极作用,但是不如焊接热影响区明显。
综上所述,焊后热处理对于焊接接头整体性能的提升,更多的是表现在焊接热影响区位置,因此,在实际产品焊接过程中应给予焊接热影响区足够的重视,才能保证后期设备安全稳定地运行。
3 结论
(1)焊态下粗晶区为上贝氏体+马氏体组织,临界粗晶区在原奥氏体晶界生成链状脆性组织,导致焊接热影响区局部硬度偏高,塑韧性较差。焊后热处理下粗晶区组织为回火贝氏体+回火索氏体组织,临界粗晶区为回火索氏体组织,使焊接接头的硬度降低,塑韧性得到提升。
(2)焊后热处理可显著降低焊接接头显微硬度,同时明显改善焊态下焊接接头的硬度分布不均匀性。
(3)焊后热处理明显地提升了焊接热影响区的冲击吸收能量,断口形貌由焊态的准解理向韧窝状转变。
(4)焊接接头中性能薄弱的区域主要为焊接热影响区,因此在实际产品焊接过程中应给予焊接热影响区足够的重视,焊后热处理的作用主要是对焊接热影响区进行组织和性能恢复。