苏木色素对天丝织物直接染色研究
2019-07-11黄雪红郭冰默
黄雪红,郭冰默
(江苏工程职业技术学院,江苏南通 226007)
苏木是天然染料的一种,为豆科,苏木属植物苏木的干燥芯材,又名苏枋、苏方、苏方木、木、棕木、赤木、红柴。苏木为常绿小乔木,高可达5 ~10 m,分布在广西、广东、贵州、云南、四川等地。芯材含色原烷类化合物:3-(3’,4-二羟基苄基)-7-羟基-4-色原烷酮。芯材入药,为清血剂,有祛痰、止痛、活血、散风之功效。近年来,云南植物研究所从苏木的芯材中提取一种苏木素,可用于生物制片的染色,效果不亚于进口的巴西苏木素。[1-4]
1 实验部分
1.1 材料与仪器
(1)织物:天丝机织物。
(2)药品与试剂:苏木(市购),碳酸钠(上海润捷化学试剂有限公司)。
(3)仪器:JY-12/24型常温染色小样机、Y902型汗渍色牢度烘箱(南通三思机电有限公司),SW-12A耐洗色牢度实验机、Y571N摩擦牢度测试仪、YG631型汗渍色牢度仪(南通宏大实验仪器有限公司),电子天平 [赛多利斯科学仪器(北京)有限公司],电脑测配色仪(美国datacolor公司),759S紫外线吸光光度仪(上海棱光技术有限公司)。
1.2 直接染色工艺
1.2.1 单一因素影响实验
直接染色是在不加任何助剂的情况下,仅靠染料自身的上染性和吸附力固着在织物上。以优选提取工艺的提取液为染液,设其定容后的染液质量分数为X,取2 g棉布,浴比为1∶120,根据染色时间、染色温度、染液质量分数、染液pH等四因素所设计直接染色单一变量影响实验,染色完毕后,进行后处理、烘干。
1.2.2 正交实验
根据直接染色单一因素影响实验确定正交实验变量,通过实验对染色工艺进行优化,染色完毕后,进行后处理、烘干。分析直接染色正交实验工艺中各因素对苏木染棉织物颜色的影响。
1.3 性能测试
1.3.1 颜色特征值
使用电脑测色配色仪对染色织物进行测定,测定条件为D65光源、10°标准视角、试样折4层,取染色样每面不同位置测试3次,共计6次,取平均值。
K/S值为表面色深值,用最大吸收波长处K/S值的大小来表示染色织物的得色深浅情况。K/S值越大,说明织物颜色越深,反之颜色越浅。颜色指标L、a、b为颜色坐标,用来表示颜色的色光,其中L值代表明度,其范围为0~100(白色为0,黑色为100);a值代表红绿值,a为正值,表明织物偏红,反之织物偏绿;b值代表黄蓝值,b为正值,表明织物偏黄,反之织物偏蓝。
1.3.2 染色牢度
耐摩擦色牢度:采用GB/T 3920—2008《纺织品 色牢度试验 耐摩擦色牢度》进行测定,使用GB 250—2008 评定变色用灰色样卡和 GB 251—2008评定沾色用灰色样卡进行评级。
耐皂洗色牢度:采用GB/T 3921.3—2008《纺织品 色牢度试验 耐皂洗色牢度:试验3》进行测定,使用GB 250—2008评定变色用灰色样卡和GB 251—2008评定沾色用灰色样卡进行评级。[5,6]
耐汗渍色牢度:采用GB/T 3922—2013《纺织品 色牢度试验 耐汗渍洗色牢度》进行测定,使用GB1250—2008评定变色用灰色样卡和GB 251—2008评定沾色用灰色样卡进行评级。
2 结果分析
2.1 单一因素影响
2.1.1 染色温度对染色效果的影响
在不同染色温度下,苏木色素提取液对天丝织物染色,在染色完毕后,测得L、a、b值见表1。
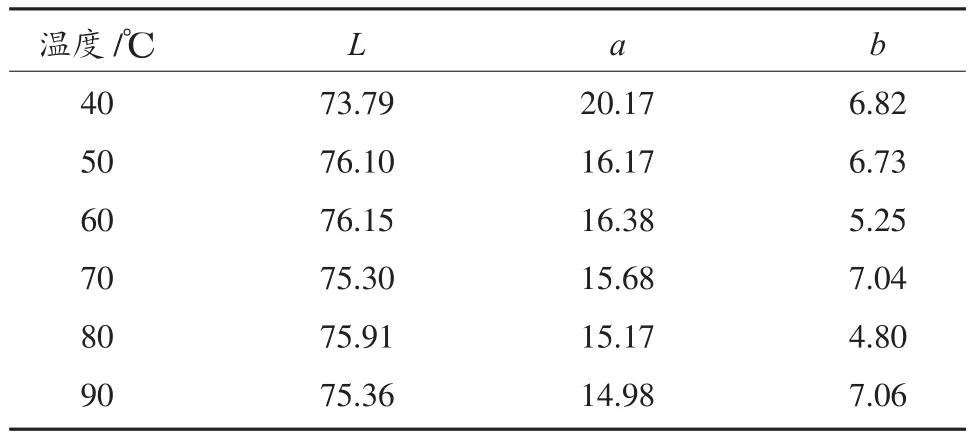
表1 不同染色温度染色后测得L、a、b值
由表1可以看出,以40 ℃条件下染色后织物作为标准样,其他染色条件下织物作为批次样,染色温度从40 ℃逐渐升高到90 ℃时,L值先增大后减小,即染色后的织物亮度先逐渐增大再逐渐减小,但是变化的范围很小;a值逐渐减小,即布面红光逐渐减弱,偏绿程度越来越深;b值出现波浪式变化,变化的规律为先减小再增大后减小再次增大。测得染色后的织物的K/S值随染色温度变化的影响如图1。
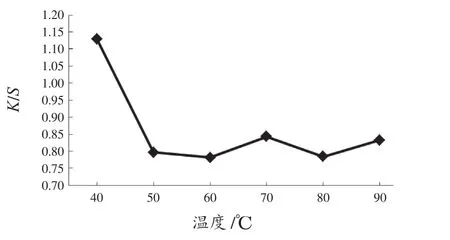
图1 温度对染色效果的影响
随着染色温度的升高,染色后织物的K/S值逐渐减小,颜色越来越浅,染色温度从40 ℃增加到50 ℃时,K/S值出现陡然降低,当温度在50 ℃到90 ℃时,K/S值呈波浪式变化且变化幅度不大。染色过程中,染料快速吸附到织物上,在高温作用下,随着染色时间的延长,吸附到织物上的染料再次回到染液中,造成织物上染料的数量减少,出现色浅现象。
2.1.2 染色时间对染色效果的影响
在不同染色时间下,苏木色素提取液对天丝织物染色,在染色完毕后,测得L、a、b值如表2。
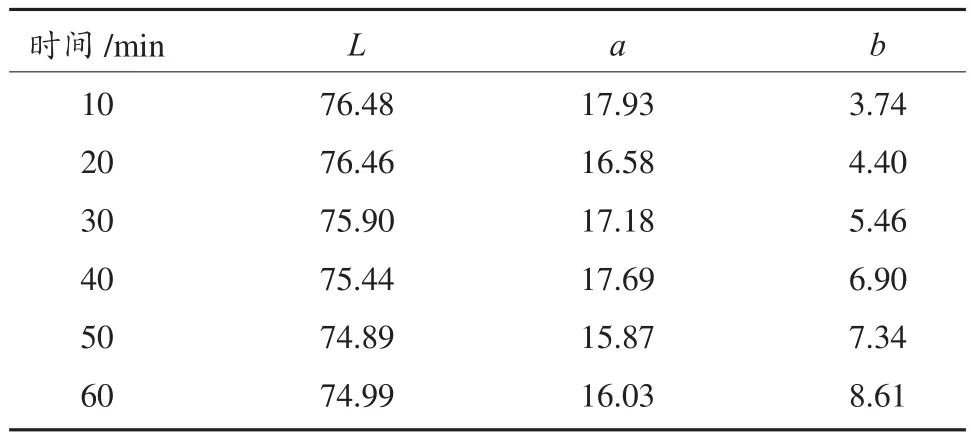
表2 不同染色时间染色后测得L、a、b值
由表2可知,以10 min条件下染色后织物作为标准样,其他染色条件下织物作为批次样,染色时间从10 min逐渐增大到60 min时,L值逐渐减小,即染色后织物的亮度逐渐减小,但是减少的幅度很小;a值出现波浪式变化,色光偏向出现不定现象,但是变化幅度不大;b值逐渐增大,即布面偏黄且程度越来越深。
测得染色后的织物K/S值随染色时间变化而影响,如图2。
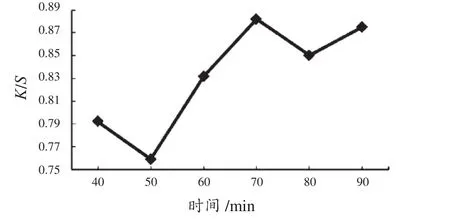
图2 时间对染色效果的影响
由图2可以看出,随着染色时间的延长,K/S值总体呈增大趋势,即颜色越来越深,织物得色量增加,且上升程度明显。染色时间从20 min延长到40 min时,K/S值增长迅速,时间继续延长,表面色深值变化程度很小,且存在略微减小的现象。因为染色的过程是染料吸附固着在织物和染料分解的过程,在40 min之前,染料的吸附固着速度大于染料分解的速度,所以K/S值出现明显得增大;在40 min时,染料的吸附固着与染料分解的过程处于动态平衡阶段;时间继续延长,K/S值不再增加且出现略微减小,可能的原因是在40 min时达到饱和状态。在此染色温度条件下,染色时间延长导致染料的结构发生变化,从而出现K/S值有所减小的现象。
2.1.3 染液质量分数对染色效果的影响
在不同染液质量分数下,苏木色素提取液对天丝织物染色,在染色完毕后,测得L、a、b值如表3。
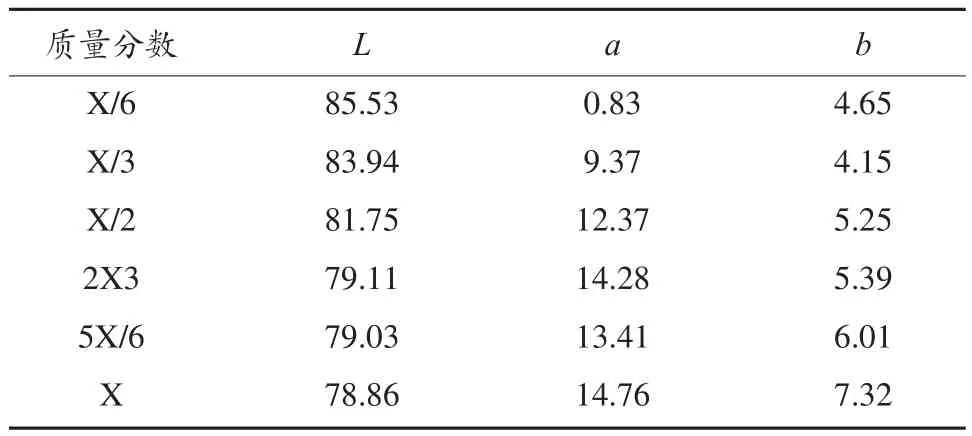
表3 不同染液质量分数染色后测得L、a、b值
由表3可知,以染液质量分数X/6条件下染色后织物作为标准样,其他染色条件下织物作为批次样,染液质量分数从X/6逐渐增到X时,L值逐渐减小,即染色后织物的亮度逐渐减小,但是减小的幅度很小;当染液质量分数达到2X/3后,L值的变化幅度开始减小,染液质量分数在2X/3~X范围内,L值只有略微减小;在染液质量分数为X/6~2X/3时,a值逐渐增大,即染色织物偏红且逐渐增深,但是随着染液质量分数继续增大,a值略有降低,b值逐渐增大且越来越大,即染色后织物变黄且越来越深。
测得染色后的织物随染液质量分数变化的影响,如图3。
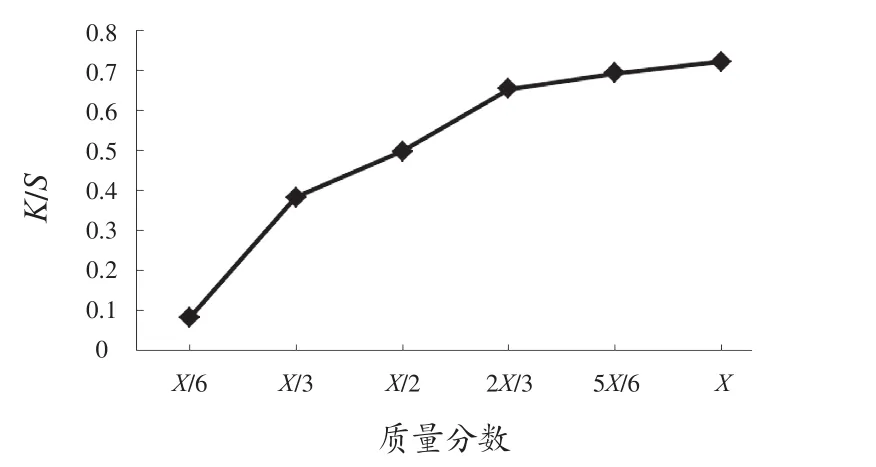
图3 染液质量分数对染色效果的影响
由图3可以看出,随着染液质量分数的增大,K/S值呈现逐渐增大,织物得色量逐渐增大,颜色越来越深,但是染液质量分数达到2X/3后,表面色深值得增长幅度减小,即织物得色量增加值变小。因为染色是织物吸附染料的过程,织物吸收存在饱和现象。可能在染液质量分数为2X/3时织物吸附接近饱和状态,染液质量分数继续增大,吸附的量已经很少,所以K/S值变化量变小。
2.1.4 染液pH对染色效果的影响
在不同染液pH下,苏木色素提取液对天丝织物染色,在染色完毕后,测得L、a、b值如表4。
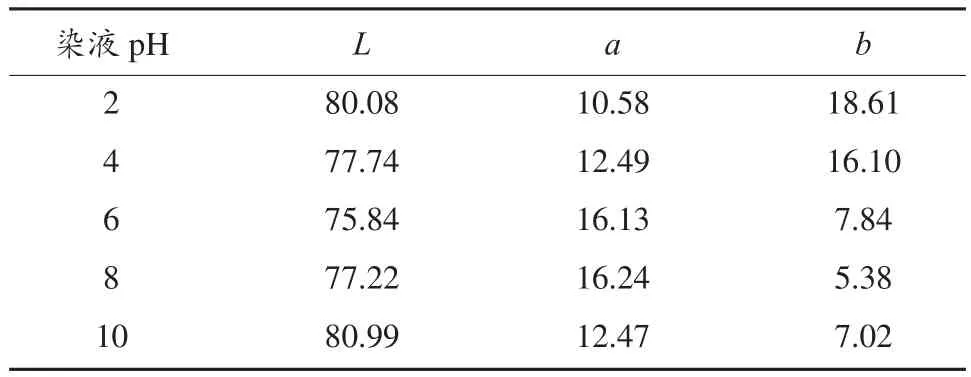
表4 不同染液pH染色后测得L、a、b值
由表4可知,以染液pH=2时染色后织物作为标准样,其他染色条件下织物作为批次样,染液pH从2逐渐增到10时,L值先逐渐减小再逐渐升高,即染色后织物的亮度逐渐减小又逐渐增大;在染液pH为2~8时,a值逐渐增大,即染色织物偏红且逐渐增深,但是随着染液质量分数继续增大,a值略有降低,b值逐渐降低;在pH从4增大6时,即染液pH由酸性向中性转变时,b值降低幅度加大,即染色后织物黄光且越来越少。
测得染色后的织物随染液pH变化的影响,如图4。
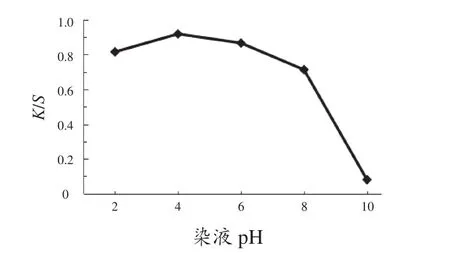
图4 染液pH对染色效果的影响
由图4可以看出,随着染液pH的增大,K/S值在染液pH为4时出现最大值,当染液pH超过4时,K/S值逐渐降低,开始降低的幅度较小,当染液pH超过8时,降低幅度大增。主要原因是在碱性条件下,染料被分解,导致染液中色素含量降低,织物吸附染料量减少,造成染色后织物颜色变浅。
2.2 直接染色正交实验结果分析
染色时间、染色温度、染液质量分数、染液pH四种因素直接染色正交实验结果见表5。
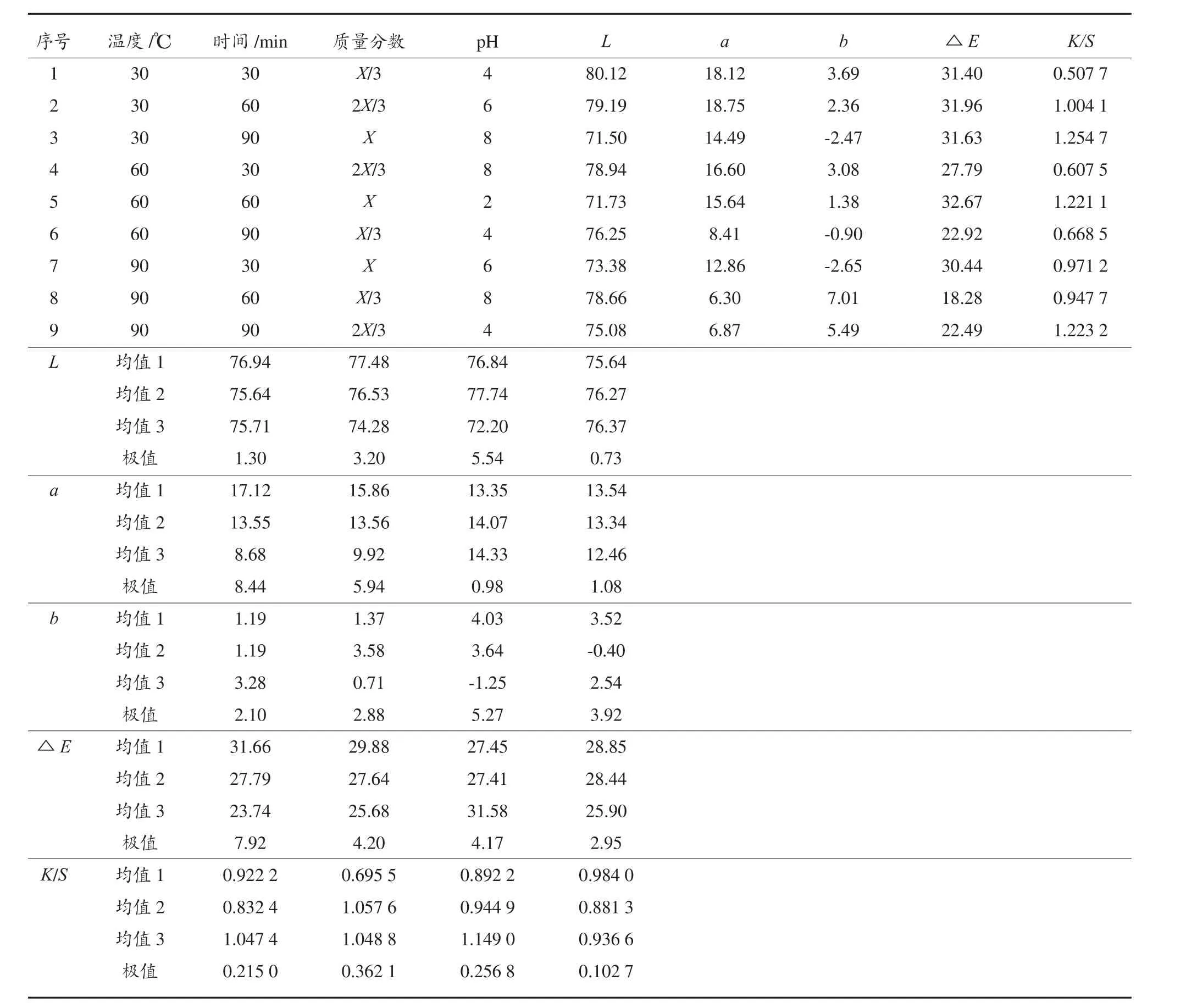
表5 苏木直接染色的实验结果与直观分析
在直接染色时不加入任何助剂,仅靠染液自身的吸附作用固着在织物上,影响的因素主要是上染的时间、温度、染液的质量分数和pH。
从表5正交实验数据可以看出,染色温度对染色效果的影响巨大,可能原因是染色温度过高加速染料分解的速度,从而使上染到织物上染料数量减少。由数据可以看出,染液的pH影响可以不予考虑。
3 结语
植物染料苏木可以直接上染天丝织物,直接染色最佳工艺为:染色时间40 min,染色温度40 ℃,染液质量分数2X/3,染液pH=6。