某型船船体曲面外板加工成型工艺实践
2019-07-11赵鹏
赵 鹏
(大连辽南船厂, 辽宁 大连 116041)
0 引 言
船舶发展进程中衍生出多种多样的船型,船体外板通常由复杂不可展开的空间曲面构成,要求整体线型光顺,不单是视觉感官需要,还会对船舶建造质量及总体性能产生影响。某些特殊用途的船舶往往采用较高力学性能且较厚的船用板材组成船体外板,如果没有成熟的加工成型工艺作为指导,会给船厂施工带来一定困难。在船舶建造过程中需认真考虑怎样才能更好地将设计转化为生产,因此必要的曲面板材加工工艺实践对于船舶建造具有现实指导意义。
将切实有效的船舶外板加工工艺方法应用于生产不仅能够提高产品质量,还能提升生产效率。对船用高强度结构钢船体曲面外板加工成型工艺研究得到的经验成果,既可为同类产品船体外板加工成型提供参考,也可为其他船舶新材料加工难题提供解决思路。
本船船体外板采用中、厚度船用高强度结构钢EH36钢板(屈服极限σs= 355 MPa),外板最大板厚为30 mm。根据船型及型线曲度变化的特点,将船体外板加工成型列为本船建造技术的重点与难点。由于船体线型变化使船体首尾局部形成部分不可展开的空间曲面外板,又考虑到该类钢板屈服强度较高,因此建造外板曲面均匀过渡、线型光顺的一艘船,需根据外板的不同情况采用不同的加工工艺。
1 水火弯板工艺
水火弯板是指沿着预定的加热线,用氧-乙炔烘炬对板材进行局部线状加热,并用水进行跟踪冷却,使板产生局部塑性变形,从而将板弯成所要求的曲面形状的一种弯板方法,也称为线状加热法[1]。绝大多数具有复杂曲度的船体外板都可采用水火弯板工艺,在一般情况下水火弯板由熟练的技术工人凭借长期积累的经验手工完成。
利用辊弯机或油压机可实现双曲外板横向曲度加工成型,当三角形外形样板与外板横向曲度吻合后再将其送到水火平台,然后利用水火弯板法加工出纵向曲度。在水火弯板的实践中发现,不同的加工方法对曲面外板的成型效果有不同的影响。比如在双曲外板加工中经常遇到帆形板和鞍形板在水火弯板阶段的加热线位置有很大不同:帆形板纵向曲度方向与横向曲度方向一致,加热线位于外板横剖面的两侧区域;鞍形板纵向曲度方向与横向曲度方向相反,加热线位于外板横剖面的中间部位。再比如水火弯板的冷却方式一般分为水冷和空冷两种,水冷又分为正面跟踪水冷和背面跟踪水冷。一系列试验证明,背面水冷可获得最大的角变形和横向收缩,但实际操作较麻烦;正面水冷可获得较大的横向收缩,角变形较小,但横向收缩变形比空冷大,总的成型效果优于空冷,是目前较常用的方法。
本船EH36钢板水火弯板工艺实践得出如下结论:在钢板上预先划好加热线的位置和长度,以便正确掌握加热位置和加热面积;加热时先确定较大弯曲部位,由中间向两端过渡,采用深V型加热方法,然后进行水冷;左右形状对称的钢板两边加热线的数量、位置和长度应完全一致,加热温度也应基本一致,操作应对称进行;应保持加热嘴的移动速度均匀一致;尽量避免在同一部位重复加热过多,一般重复加热次数不应超过3次,否则不仅影响成型效果,还会降低钢材机械性能;需根据外板的不同规格选择合理的水火弯板工艺参数(见表1),弯板成型后按样板检验验收[2](见表2),合格后转入下道工序。

表1 水火弯板工艺参数
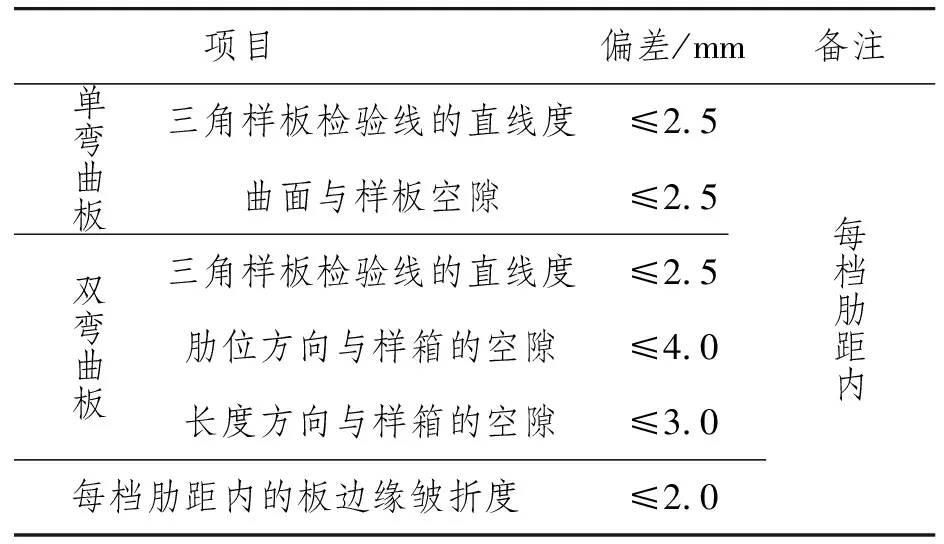
表2 外板弯曲偏差
2 特殊胎具热弯板工艺
在船舶建造中,对于某些双曲度较大的船体外板,如艏柱外板、帆形板和球形板等,采用水火弯板工艺无法达到成型效果,需要采用热弯加工。热弯加工是将平直的钢板加热到一定温度后,运用油压机等设备对其进行压弯成型,需制作特殊的胎具以备热压使用。在常温状态下钢板强度和硬度相对较高,此时进行弯板加工不仅需要较大外力而且容易产生裂纹。当钢板被加热到奥氏体状态时,其强度、硬度不高,但塑性非常好,易于弯曲成型。对于某些复杂、难以加工的双曲度板,船厂根据自身加工能力和工艺水平,通常使用特殊胎具热压的方式对这种不可展的三维曲板进行热压成型。特殊胎具的制作需考虑船体外板的形状特点、板材厚度及材质等因素。
考虑本船船体外板的形状特点,在设计特殊胎具时将其分为上胎模和下胎模两部分,一般将下胎模制成凹形,上胎模制成凸型,均采用相互垂直的钢制框架围成网格,纵、横构件与胎模底板尽量垂直,在外板零件形状突变处应作局部适当加强。考虑压制过程需承受强大的冲击作用力,分别在相互垂直的横、纵钢制结构的腹板上、下位置开出腹板高度一半的穿越孔,并留有一定装配间隙,使横、纵结构装配方便且相对连续,保证整体框架结构的完整性和抗冲击能力(见图1)。虽然特殊胎具是依照船体曲面线型制作的,但是由于相互交错的结构之间存在天然的空格区域,若船体外板加热后直接放到胎具上来冲压,则会在没有设置结构以及不受作用力的区域边缘产生压痕。因此,在实践中向该特殊胎具内灌注水泥,并且保养一段时间,待水泥干透后使用。虽然热弯板工艺的特殊胎具是为该船体外板量身制作的胎具,但压制后的钢板会出现一定程度的回弹现象,因此按照外板成型公差的要求,利用样板或样箱对其进行成型检验是极为必要的,这也减少了分段建造阶段调整船体外板曲型的麻烦(见图2)。
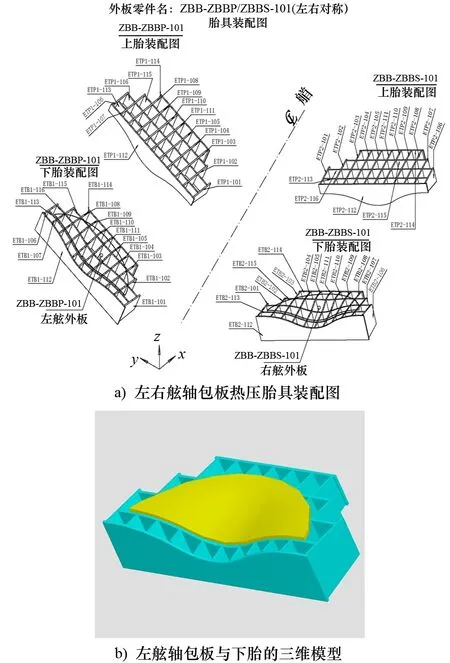
图1 双曲度左右对称轴包板热压胎具设计

图2 帆形板热弯成型
本船EH36钢板特殊胎具热弯板工艺实践得出如下结论:采用由上、下胎模组成的特殊胎具,热弯加工的双曲外板四周各加放100 mm裕量;上、下胎模面实形应包含被加工外板(外板带裕量),上、下胎模面外形尺寸在此基础上每边加放50~100 mm,使上、下胎模面的边缘走势随外板的实形变化;在保证上、下胎模基面平行的前提下,尽量使胎模表面与作用力方向垂直,避免在压型过程中产生横向推力造成胎膜变形或损坏;在胎具压型前先将钢板零件均匀加热至900~1 000 ℃,在胎具压型结束后钢板零件采用自然冷却方式。通过热弯加工获得的船体外板的成型及表面质量均令人满意,考虑胎具的制作成本与周期,在保证胎具整体强度的前提下,其设计应尽量轻巧,适当减少金属材料用量。此胎具的独一性造成其重复利用率较低,使用后可当作建造场地的压铁或船上某处的固定压载来二次利用。
3 冲压、辊弯冷弯板工艺
一般对于单曲度的外板,如船体中部平行中体的舭列板,可用普通三辊弯板机加工成型,而双向或多向曲度的冷弯成型设备主要是油压机。
对于某些船体曲面外板,如上层建筑舷侧外板等,可使用油压机进行横向曲度的局部弯板加工,再使用辊弯机对钢板进行纵向辊弯,使板材在纵向上产生不同的伸长变形,从而实现船体曲面成型。
对于船体槽型板,可采用冲压方法实现曲板压型(见图3和图4),冲压后需注意外板本身的质量缺陷,常见的缺陷有:形状与尺寸不符、弯曲裂纹、表面擦伤、扭曲等。弯曲裂纹的影响因素很多,在冲压前应先考虑弯曲半径是否过小,外板材质自身的屈服强度及回弹性等因素。在工艺实践中,需着重分析影响曲板成型质量的原因,选择合适的冲击压头、冲压速度和冲压深度,综合考虑后制定可行的工艺方案指导现场施工,保证外板的成型质量。

图3 槽型板冲压现场

图4 槽型板冲压成型产品
本船EH36钢板冷弯加工工艺实践得出如下结论: 冷弯弯板一般应在不低于-20 ℃的环境温度下进行;弯板号料时,应划出肋位线、法线、余料线并写明零件名、左右舷号、肋位号、上下位置;弯板加工前应检查钢板材质牌号、厚度和表面质量,并消除表面油污,特别是钢板边缘和两端的割渣和毛刺;在钢板弯曲成型时,钢板的弯芯直径应不小于4倍钢板厚度;在钢板弯曲成型前,其弯曲处侧边的棱角应进行倒圆,圆角半径为2~3 mm。
4 结 语
针对某型船船用EH36高强度结构钢船体曲面外板加工成型工艺实践情况,介绍了几种典型的外板加工工艺方法,总结归纳EH36高强钢曲面外板的水火弯板加工工艺要求及工艺参数、热弯特殊胎具的设计及工艺要求、冷弯加工工艺要求等,通过几种不同加工工艺方法的实际研究,克服了船体曲面外板加工成型的技术难点,完工后实船船体外板线型过渡光滑、整体成型美观。文章可为中、厚度高强钢船体双曲板加工成型提供借鉴,并可作为同类型船船体建造加工的参考。
