转化气残余甲烷的控制优化
2019-07-10左超,赵洋
左 超,赵 洋
(中国石油兰州石化公司炼油厂,甘肃兰州 730060)
1 转化气残余甲烷含量的意义及影响
1.1 转化气残余甲烷含量的意义
烃类蒸汽转化的目的是最大限度地提取水和烃类原料中所含的氢,其核心反应是转化反应,主要反应方程式为:
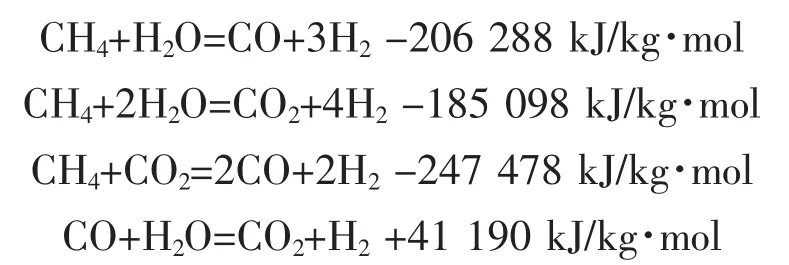
根据反应公式可以看出,烃类蒸汽转化为强吸热反应过程,温度越高,发生反应的甲烷越多,生成的一氧化碳、二氧化碳及氢气量越大,转化就越完全。
转化率公式如下:

式中:CO2、CO及CH4均为转化炉出口转化气分析。
从公式中可以看出,通过温度调整,可以改变转化率的大小,进而影响转化气残余甲烷含量的高低。据相关资料记载,转化炉出口每提高10℃,转化气残余甲烷含量降低0.8%。由于转化反应为可逆反应[1],受动力学及热力学限制,转化率有一个极值,当达到平衡后,继续提高温度则对转化反应没有任何影响。
1.2 转化气残余甲烷含量的影响[2]
1.2.1 转化气残余甲烷含量控制过高的影响
(1)转化气中甲烷含量控制越高,参与转化反应的天然气量就会越少,在产氢量不变的情况原料消耗增加,导致原料的浪费;
(2)转化气中甲烷含量控制过高,需要降低反应温度来实现,由于装置转化炉设计结构限制,就会增加转化炉操作难度,容易造成炉膛温度分布不均,影响设备和催化剂的长周期运行;
(3)产品氢中对甲烷含量有限制值,转化气中甲烷含量高会降低PSA收率,造成氢气浪费。
1.2.2 转化气残余甲烷含量控制过低的影响
(1)转化气甲烷含量控制过低,需要提高转化反应温度,导致燃料消耗增加,装置能耗升高;
(2)转化气甲烷含量控制过低,需要反应的温度越高,容易造成催化剂及炉管超温,对装置安全平稳运行产生不利影响;
(3)受PSA吸附剂装填量的限制,过低的转化气甲烷含量会造成氢气收率降低,不利于提高装置经济效益。
2 装置现状
2.1 工艺说明
炼油厂50 000 m3/h制氢装置由中石化洛阳工程公司设计,以天然气为原料,采用烃类蒸汽转化制氢技术及冲洗再生式变压吸附(PSA)提纯氢气的工艺路线,生产纯度≥99.9%(V)的氢气。其中造气单元催化剂采用庄信万丰公司生产的全系列制氢催化剂;PSA单元采用成都华西化工科技股份有限公司的全套工艺包[3]。
2.2 转化催化剂说明
装置转化催化剂采用英国庄信万丰上市公司开发的KATALCOJMTM25-4Q和KATALCOJMTM57-4Q催化剂,两种催化剂的主要差别在于上层催化剂25-4Q含有抗积碳功能的钾碱组分,催化剂的主要性质(见表1)。
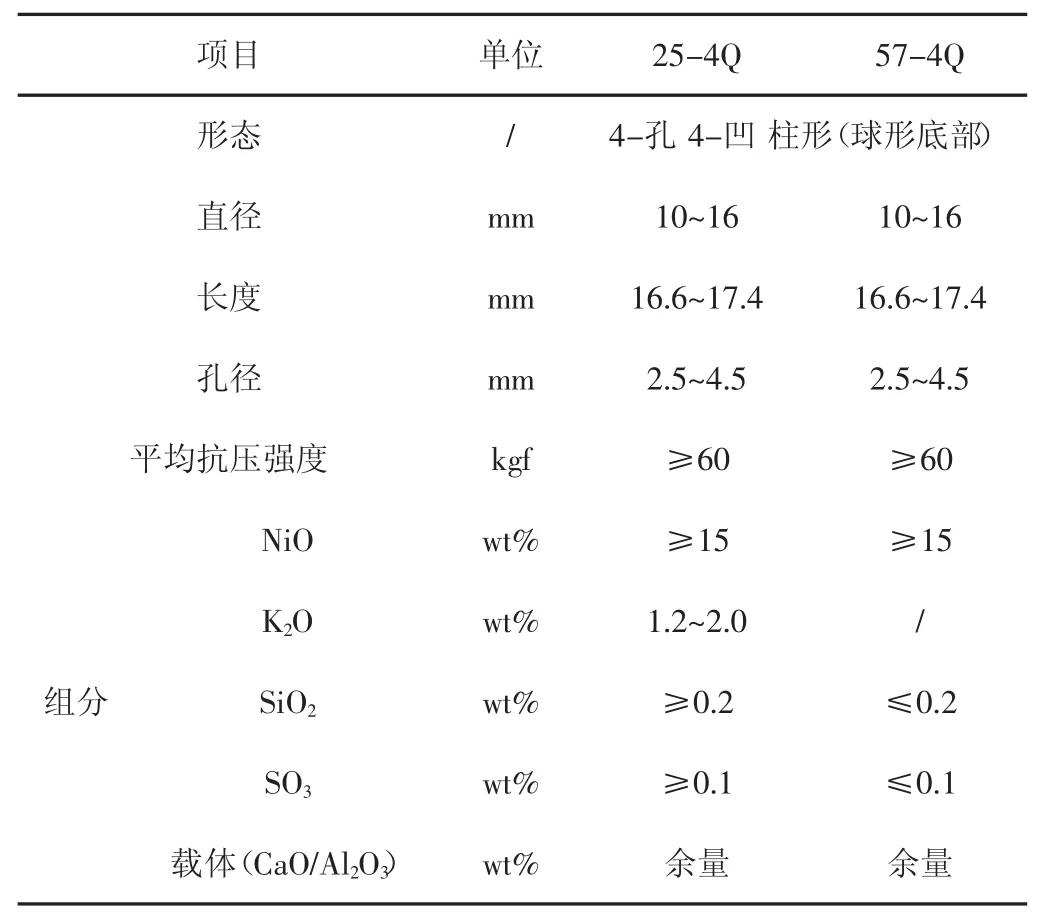
表1 催化剂理化性质
2.3 转化气残余甲烷控制现状
烃类蒸汽转化制氢工艺根据原料性质、装置设计参数的不同,目前转化气残余甲烷没有最佳控制范围,综合PSA的实际收率和系统的氢损失考虑,实际生产中各装置转化气甲烷含量都会采取低于设计参数进行操作。本装置转化气残余甲烷设计为6.3%,催化剂技术协议为6.27%,前期生产中装置按厂家建议的4±0.5%进行控制。
3 优化过程
本装置的设计产氢能力为50 000 m3/h,设计操作弹性为50%~110%,实际生产过程中,根据系统氢气消耗能力需求,装置最低负荷控制在30%,同时装置受转化炉负压的限制,装置的最高负荷仅能达到75%,因此,根据实际情况,主要分正常负荷和低负荷两个方面采取措施进行优化。
3.1 设计负荷范围内的优化
在设计负荷范围内生产时,通过在典型负荷下进行试验测试,找出最优转化气残余甲烷含量控制范围,使装置的天然气和燃料气消耗更为合理。由于制氢工艺的特殊性,其系统热平衡关联复杂,当一个参数发生变化时,整个系统的热平衡就会重新建立,因此试验过程中要重点控制好以下参数,确保数据准确:相同负荷内,水碳比维持恒定;通过调节减温减压器DT-101,维持自产中压蒸汽温度恒定;调节火嘴时,内外操做好配合,确保炉膛温度分布均匀。
测试均从6.3%开始,然后按6℃/h的幅度逐步提高转化炉出口温度,利用在线仪表对转化气残余甲烷含量进行测定,直至转化系统能承受的上限范围,然后依据测试数据进行整理分析。测试数据统计(见表2~表 4,图1~图 3)。
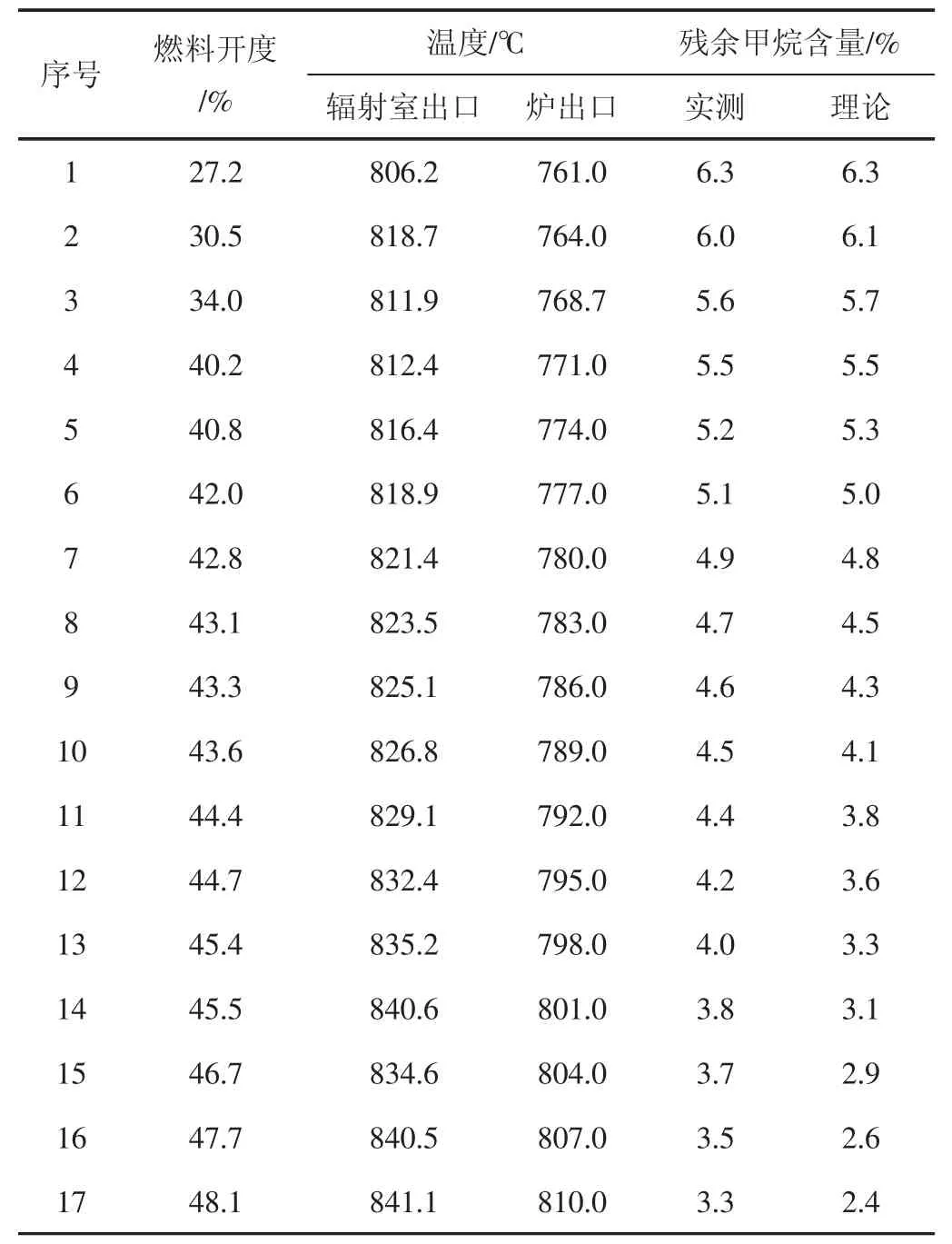
表2 反应温度与转化气残余甲烷控制关系表(天然气量10 400 m3/h)
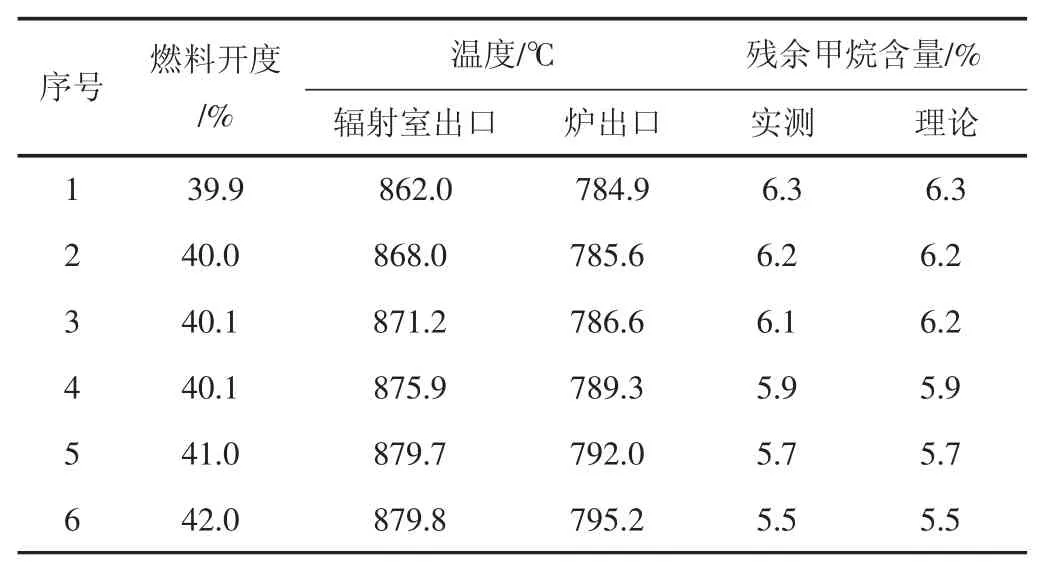
表3 反应温度与转化气残余甲烷控制关系表(天然气量13 800 m3/h)

表3 反应温度与转化气残余甲烷控制关系表(天然气量13 800 m3/h)(续表)
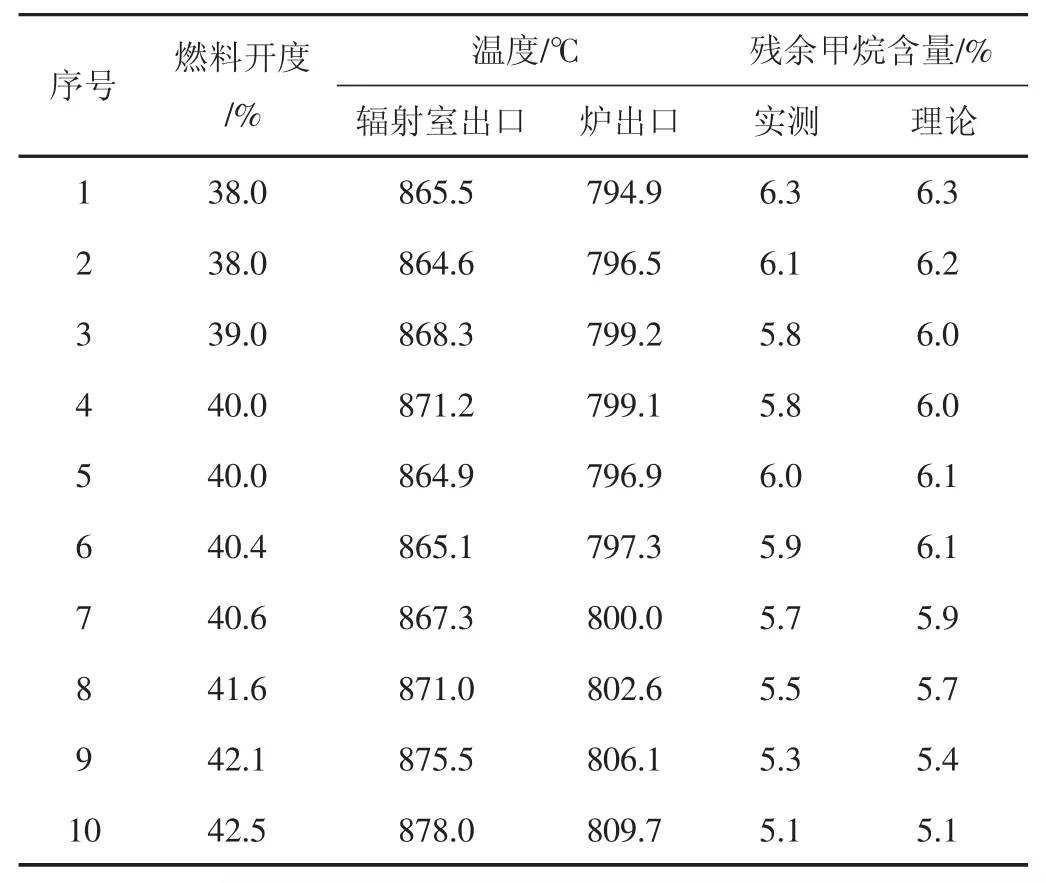
表4 反应温度与转化气残余甲烷控制关系表(天然气量14 600 m3/h)
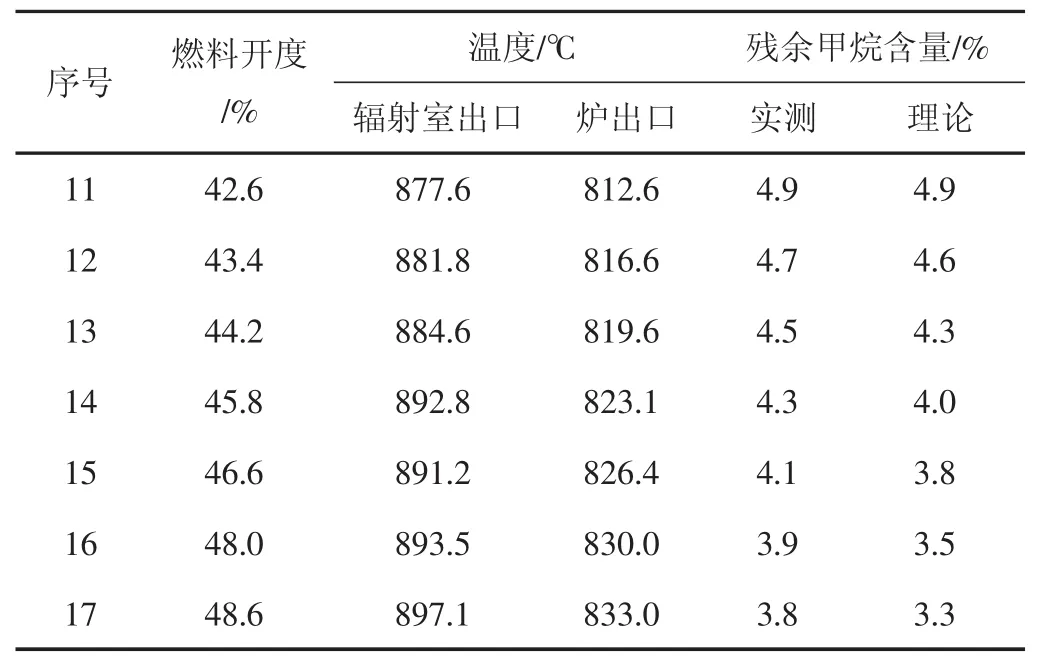
表4 反应温度与转化气残余甲烷控制关系表(天然气量14 600 m3/h)(续表)
通过以上分析可以看出,在设计负荷下,转化气残余甲烷含量的最佳控制范围基本上都在4.9%~6.3%范围内。当低于4.9%以后,随着反应温度的升高,实际残余甲烷含量会高于理论计算值,反应温度越高,余差逐渐增大。
3.2 低负荷范围内的优化
在低于50%负荷范围内生产时,由于必须控制过高的水碳比,为控制适当的高压瓦斯燃烧火嘴,从而确保炉膛温度分布均匀,同时降低员工操作难度,此时一般需控制较低的转化气残余甲烷含量,根据前期生产经验,在低于设计负荷下转化气残余甲烷含量一般控制在4.5%~5.0%范围。
4 优化前后效果及经济效益计算
4.1 优化效果说明
优化前,转化气残余甲烷含量一般控制在4.0±0.5%范围,按照前面的生产试验测定结果看,实际与理论余差约为0.5%,投入的燃料量较多,但没有得到同等的氢气收率。因此,造成装置的燃料费用较高,同时还加速了催化剂的老化失活,不利于装置长周期运行。
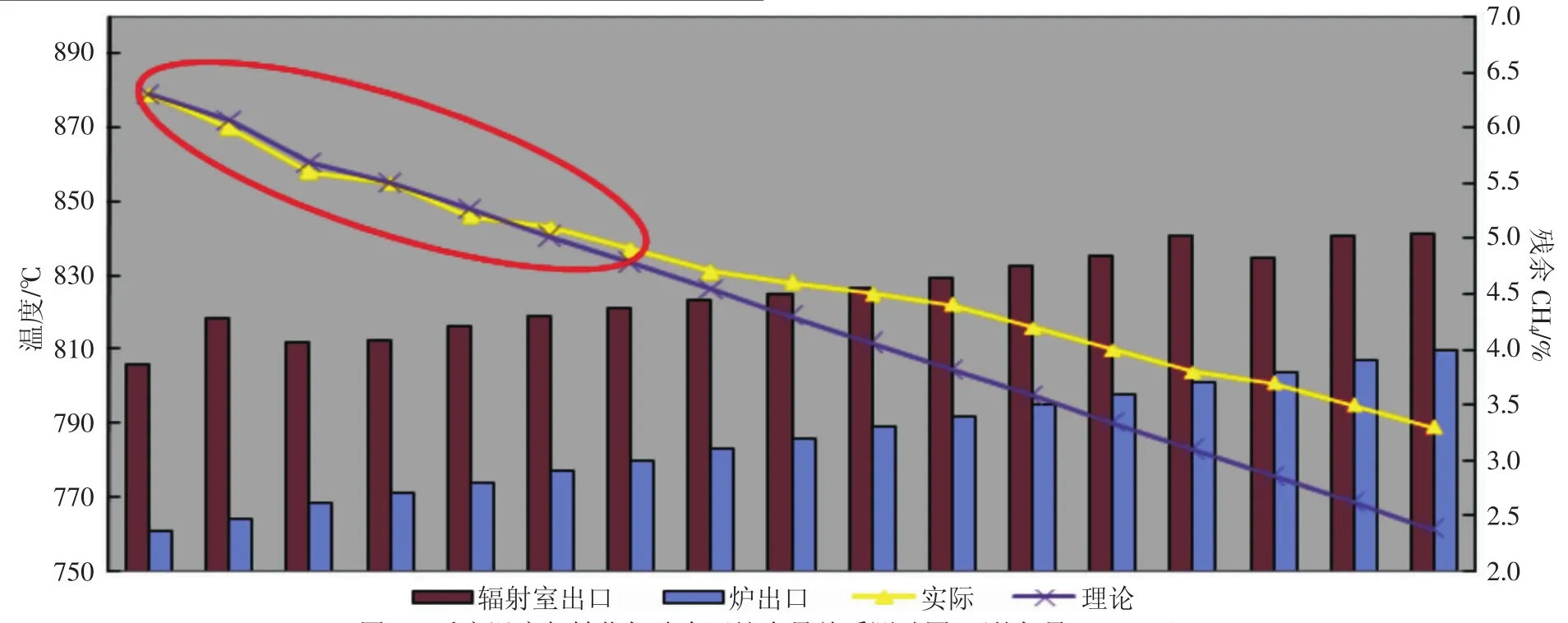
图1 反应温度与转化气残余甲烷含量关系测试图(天然气量10 400 m3/h)
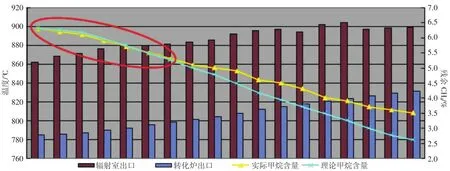
图2 反应温度与转化气残余甲烷含量关系测试图(天然气量13 800 m3/h)
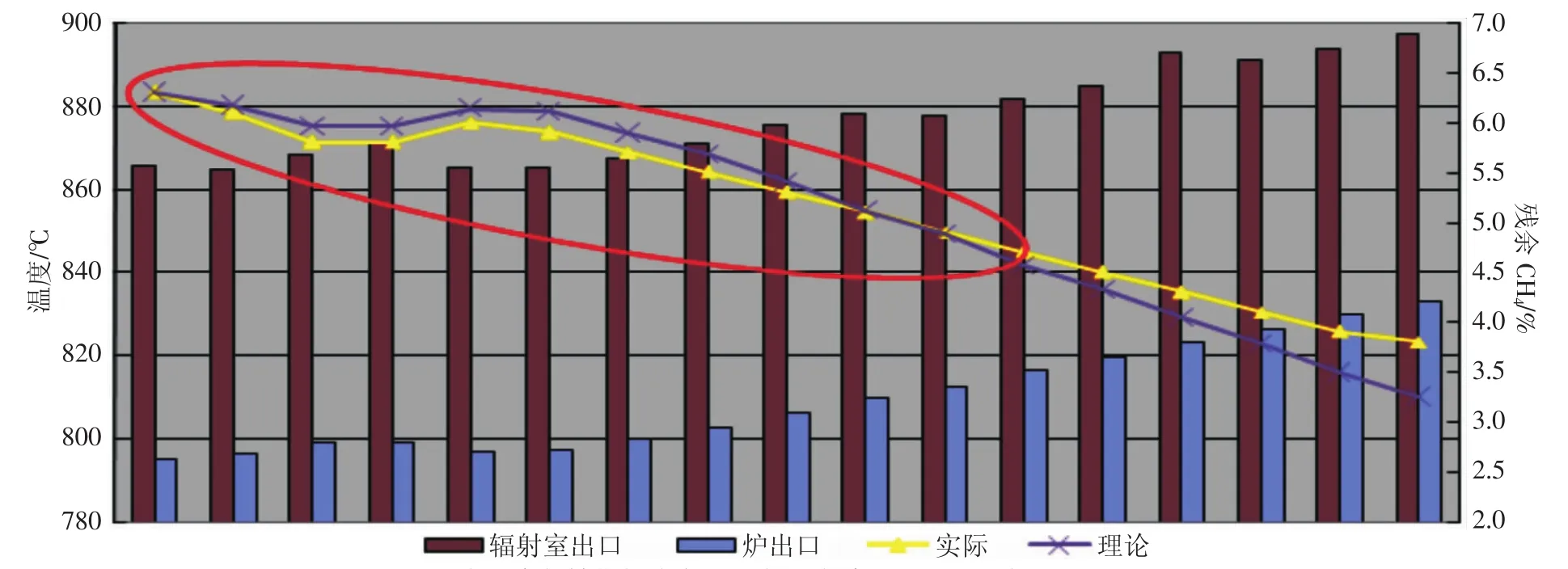
图3 反应温度与转化气残余甲烷含量关系测试图(天然气量14 600 m3/h)
优化后,对转化深度合理进行管控,确保原料及燃料消耗与产出量呈正比关系,使装置达到生产最优。
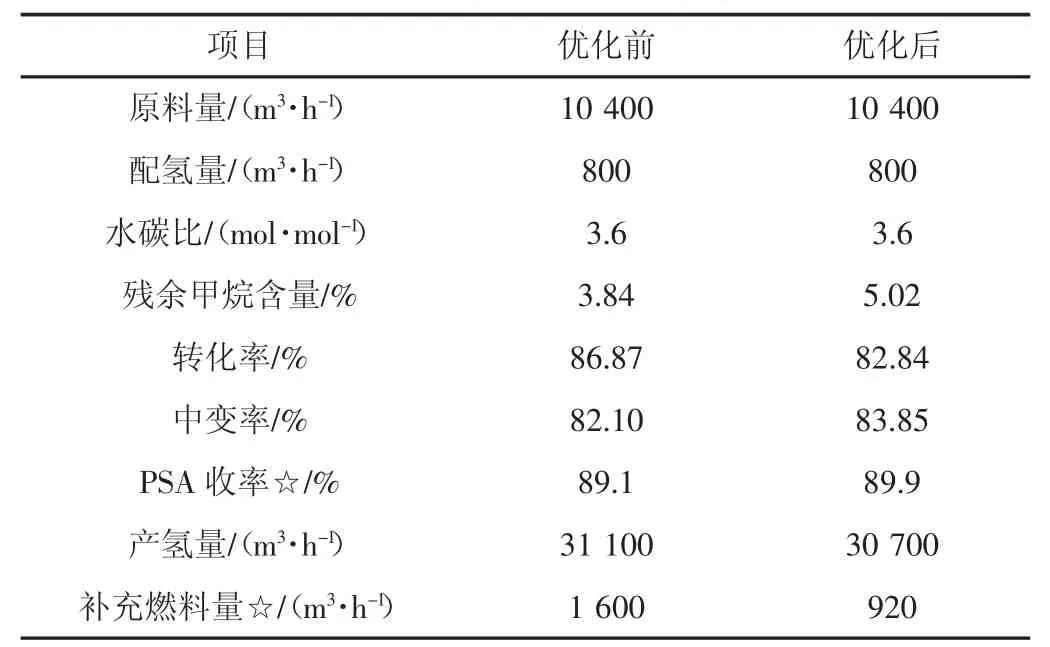
表5 10 400 m3/h加工量下主要数据对比表
4.2 经济效益计算
经过管控以后,装置的燃料费用更为合理,自2017年4月开始进行管控后,装置的燃料同比下降16元/吨,现举例以10 400 m3/h的天然气加工量对管控前后数据进行分析对比(见表5)。
通过表5可以看出,优化后在加工负荷稳定情况下装置产氢量虽然减少400 m3/h,但是管网燃料消耗降低680 m3/h,优化效果良好。同时经过优化,辐射室出口和转化炉出口温度均降低20℃以上,辐射室顶部温度降低30℃左右,有利于炉管和催化剂的长周期运行。
5 结论
随着加氢技术的不断发展,氢气需求越来越旺盛,如何控制氢气成本是当今所有加氢装置共同面临的难题。通过对转化率合理进行优化,不仅降低了装置的燃料消耗,同时还确保了转化炉管和催化剂的长周期运行,产生的效益显著。