灯泡贯流式水轮发电机定子铁心装配工艺分析
2019-07-05闫建坡翁焰成陈可建
闫建坡,翁焰成,陈可建
(湖南云箭集团有限公司,湖南 长沙410100)
1 概述
仙城水电站是我公司自主生产制造的越南水轮发电机组项目之一,属于灯泡贯流式水轮发电机组,发电机单机容量8 250 kW,极数60,额定电压6.3 kV,额定转速100 r/min,定子机座外径5 200 mm,采用贴壁结构,定子铁心装配在厂内完成。下面就越南仙城2号机为例,针对灯泡贯流式水轮发电机定子铁心焊筋、叠装工作在厂内装配的工艺方法进行阐述。
定子铁心是水轮发电机定子的一个重要部件,它是磁路的主要组成部分并用以固定绕组,在发电机运行时,铁心要受到机械力、电磁力、热应力等的综合作用。越南仙城2号机定子铁心由扇形片、鸽尾筋、齿压板、绝缘拉紧螺杆等零部件装压而成。定子机座无环板,81根鸽尾筋直接焊接于定子机座内壁上面,下游侧齿压板外端卡在机座环槽内,上游侧齿压板浮动,81根绝缘拉紧螺杆将前、后齿压板及扇形片压紧成整体并彼此绝缘隔离,定子铁心通风孔开在扇形片两槽之间,定子铁心结构如图1所示。
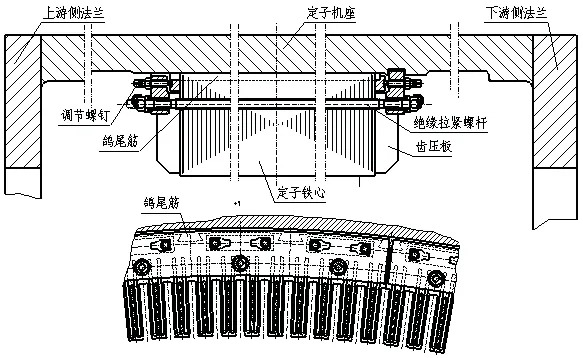
图1 定子铁心示意图
2 工艺流程
定子铁心装配工艺流程见下页图2。
3 工艺准备
发电机在运行时,若定子铁心的圆度偏差,则会影响电流波形、磁拉力而产生机组振动问题,所以,在装配时对定子铁心的圆度控制一般较为严格。我公司在进行越南仙城2号机定子铁心厂内装配时,为确保定子铁心装配质量,利用中心测圆架辅助检测,主要针对定子机座的水平度、中心柱垂直度及中心柱与定子机座的同轴度几个方面进行工艺控制,要求定子机座水平度≤0.02 mm/m,中心柱垂直度≤0.03 mm/m,中心柱与定子机座同轴度≤0.05 mm,全部满足要求后才能继续后道工序。
3.1 中心测圆架安装
中心测圆架如下页图3所示,使用时将其组装起来并吊入定子机座内,底座固定在装配平台上面,位置调定后用压板压紧,中心柱中心必须与定子机座中心重合,安装位置可以通过中心柱与底座之间的调节螺栓进行微调,转动支座在中心柱上面可上、下移动,与测杆配合用于测量上、中、下各测量点,测杆伸出距离较长时则需在尾部增加配重,以避免测杆挠度对测量精度的影响。
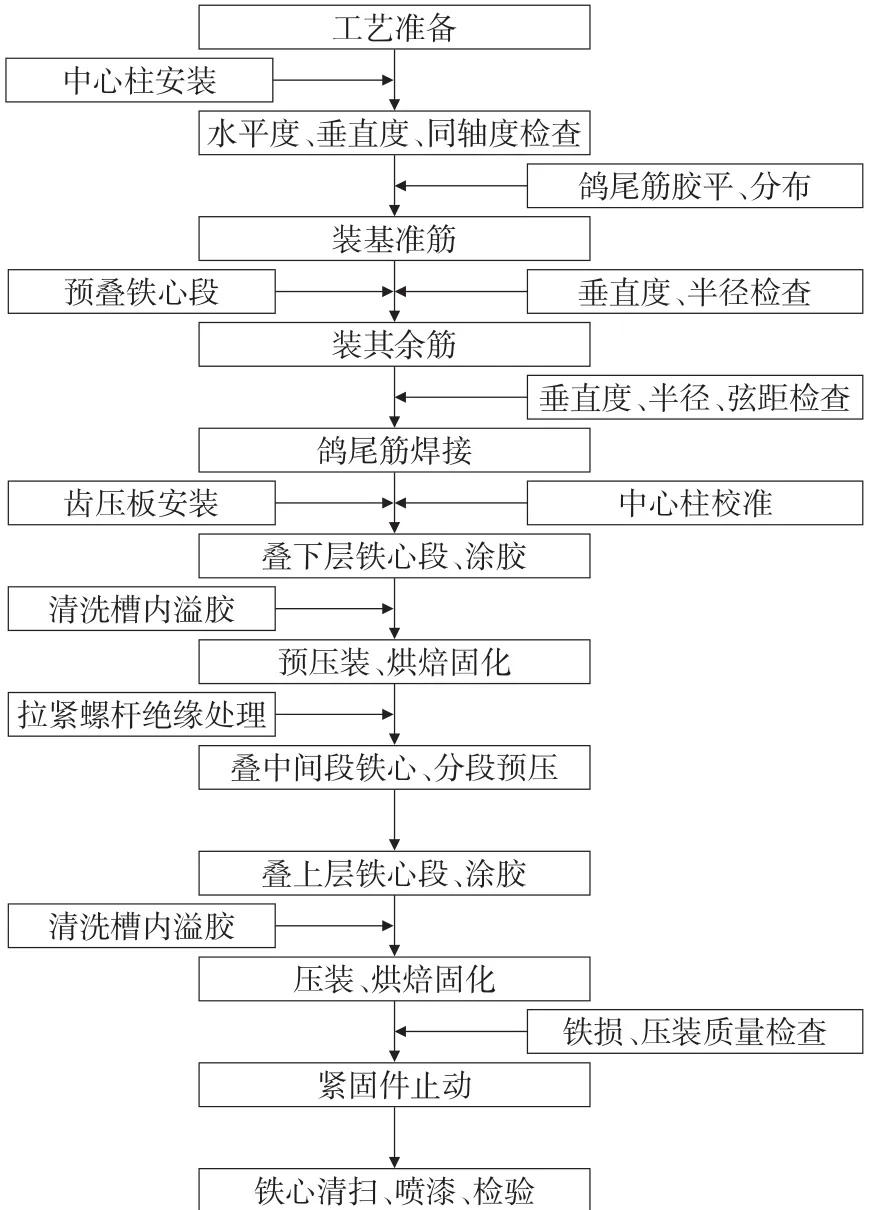
图2 定子铁心装配工艺流程图
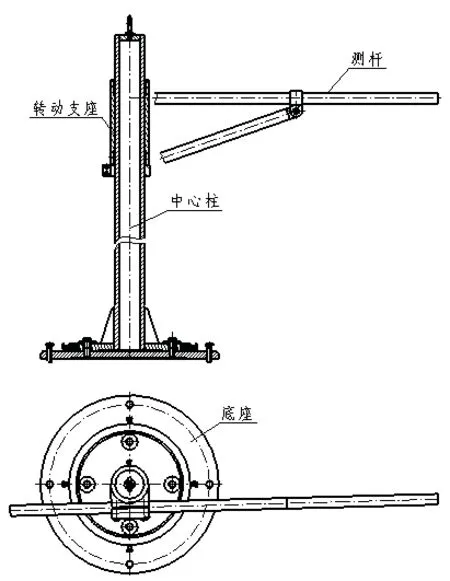
图3 中心测圆架
中心测圆架在使用过程中,为确保测量的准确性应分阶段进行校准。
3.2 定子机座水平度调整
定子铁心装配前需先调整定子机座水平度,如图4所示,即先将8块楔块式调整垫铁高度调节基本一致,按定子机座下游侧法兰面位置均布,然后将定子机座下游端法兰面朝下吊于8块楔块式调整垫铁上面,定子机座+X、+Y、-X、-Y位置分别与其中4块楔块式调整垫铁对应,用精度为0.02 mm/m的框式水平仪在定子机座上游侧法兰面的+X、+Y、-X、-Y位置检查四个方向的水平度。使用框式水平仪检查定子机座水平度时,根据气泡偏移的方向判定定子机座4个方位的高低情况,通过调节楔块式调整垫铁的调节螺杆,带动斜铁移动实现调节机座高度的目的。框式水平仪在同一个位置测量时,为消除测量误差,每测量一次应掉头重复测量一次,测量数据取两次测量结果的平均值,待4个方位完成测量后,根据测量数据进行换算,得出综合水平偏差,由于发电机转子重量较重为35.8 t,以及主轴自重力影响产生挠度,发生方位为-Y方向,所以,定子机座水平偏差倾斜方位应与其一致。
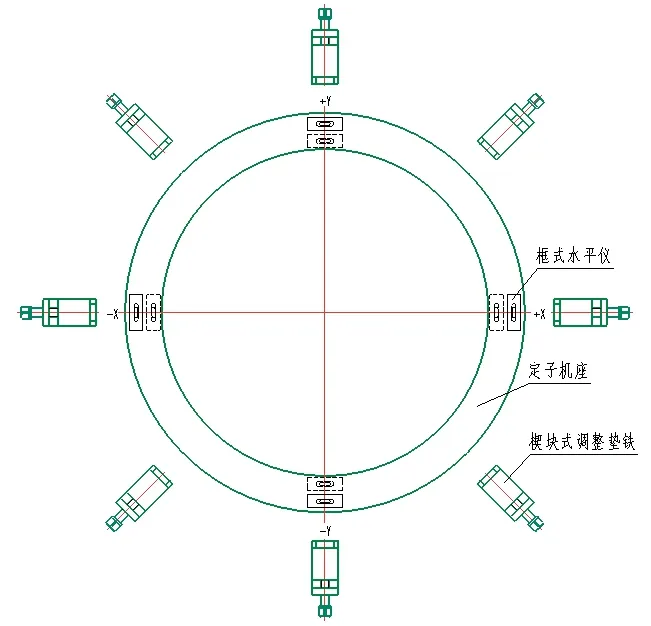
图4 定子机座水平度调整示意图
如下页图5所示,为我公司越南仙城2号定子机座水平度调整的数据,经分析后综合水平度偏差0.021 mm/m,整体倾斜位置在-X、-Y区间,与-Y轴的夹角为5.44°。
3.3 中心柱垂直度调整
中心柱装在定子机座内,作为安装鸽尾筋及铁心叠装的检查、测量工具,有必要对其安装精度进行严格控制,所以,我公司在越南仙城2号机定子铁心装配过程中,要求中心柱的垂直度偏差不大于0.03 mm/m。
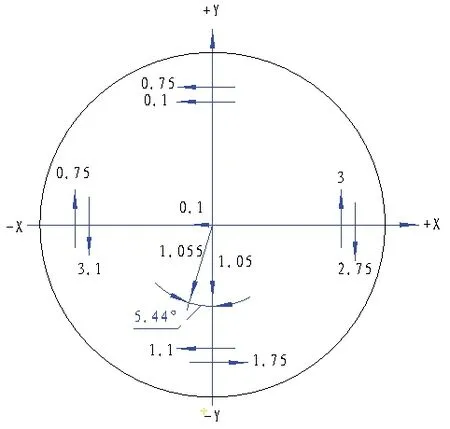
图5 定子机座水平度调整分析
中心柱垂直度的调整采用3种方法,①用框式水平仪靠在中心柱上面,分别从X、Y四个方位进行测量,找出偏斜的方位并调节底座调整螺栓进行校正;②在测杆上面装百分表,沿定子机座上游侧法兰端面转一圈,根据法兰端面的垂直跳动来检查中心柱的垂直度,验证其与方法一的结果是否一致;③采用吊钢琴线的方法,在中心柱上端面装横杆,钢琴线固定在横杆一端,下端挂重锤并浸在机油中,将测量杆与耳机连接,分别在X、Y方向进行测量。3种方法互相验证,最终使中心柱调整到位并符全要求。
3.4 中心柱与定子机座同轴度调整
中心柱与定子机座的同轴度调整是为了确保定子铁心与定子机座的中心重合,同轴度偏差同样影响鸽尾筋与定子铁心的测量结果,所以,我公司在越南仙城2号机定子铁心装配过程中,要求中心柱的同轴度偏差不大于0.05 mm/m。同轴度检查即在中心柱测杆一端装百分表,沿定子机座上游侧法兰内圆转动,根据百分表的跳动情况判定中心柱的偏移方位,通过调整底座的调节螺栓使中心柱位置径向移动,反复检查以达到中心柱与定子机座的同轴度要求。
4 鸽尾筋安装
4.1 装基准筋
确定基准筋安装位置,在定子机座内壁上划出基准筋所在位置中心线,并划出1号鸽尾筋中心线,根据中心线对正预装鸽尾筋,1号鸽尾筋高度位置需符合图纸要求,用压紧工装将1号鸽尾筋上、下固定(避开塞焊孔及铁心预叠段),压紧工装点焊在定子机座内壁上面,反复调整鸽尾筋,用吊钢丝的方法在鸽尾筋上、中、下三个位置进行测量,检查鸽尾筋的周向垂直度,偏差值应≤0.05 mm/m,并使鸽尾筋两侧至中心柱的距离一致。
由于定子机座内壁喷铝厚度存在不均匀,鸽尾筋不能完全贴在定子机座内壁上面,造成鸽尾筋各部位的内径尺寸偏差,为确保定子铁心叠片后的内径尺寸符合要求,鸽尾筋在安装时整条的内径尺寸需达到图纸要求。若喷铝层较厚则会造成鸽尾筋内径尺寸偏小,需对喷铝层进行局部修磨,若鸽尾筋内径尺寸偏大,则需在鸽尾筋与定子机座壁之间加垫垫片进行调整。
1号鸽尾筋调整到位符合工艺要求之后,需要先对其进行点焊固定,考虑焊接会导致鸽尾筋变形,在点焊时必须严格控制焊接顺序及部位,先点焊中间位置的塞焊孔,再分别逐个向上、下端点焊各塞焊孔,每个塞焊孔点焊4点,先焊过鸽尾筋中心线的上、下2点,然后再点焊塞焊孔的左、右2点。另外,在装配过程中发现鸽尾筋塞焊后内径会变大,一般会有0.2 mm左右,分析后得知这与鸽尾筋与机座之间的间隙有关,为减小焊接后鸽尾筋内径尺寸的偏差,采用金属修补剂填充间隙的方法,待金属修补剂固化后与鸽尾筋和定子机座粘合为整体时再进行塞焊,焊接后检查鸽尾筋的内径尺寸变化仅为+0.05 mm。
4.2 装其余筋
由于鸽尾筋的厚度较薄为14 mm,且直接焊在机座壁上面,操作空间较小,若按大、小等分的装筋方法,不利于装夹、调整和小弦距测量,所以在对该种机组装筋时我公司采用预叠铁心段的方法,实施效果良好,如下页图6所示。
预叠铁心段即是在铁心部分的下部和中上部位置分别预叠约50 mm高的两段铁心,利用定子铁心鸽尾槽粗定位并装入其余的全部鸽尾筋。具体操作是先将下游侧齿压板装入定子机座的环槽,齿压板下面用机械千斤顶及工装支撑,计算出鸽尾筋下端面与齿压板之间的距离,用相应规格的垫块放在齿压板对应鸽尾筋的位置,然后预叠50 mm高铁心,用定位棒将铁心整形、定位后,在中上部的适当位置再预叠50 mm高铁心,两段铁心之间用工装支撑隔离,同样用定位棒整形、定位后把所有的鸽尾筋穿入铁心的鸽尾槽内,下端落在垫块上面,用压紧工装将所有鸽尾筋预压紧固定,逐个微调鸽尾筋与鸽尾槽的间隙以及鸽尾筋的垂直度、弦距、内径尺寸等。根据工艺要求,鸽尾筋的垂直度应≤0.10 mm,相邻两鸽尾筋之间的等分弦距偏差≤0.15 mm,全部符合要求后按基准筋点焊的方法把所有的鸽尾筋进行点焊固定,待拆除预叠的铁心段、齿压板及工装后,再点焊被铁心段遮挡处的塞焊孔。

图6 预叠铁心装其余鸽尾筋
4.3 满焊鸽尾筋
鸽尾筋必须与定子机座壁牢靠的焊在一起,以防鸽尾筋脱落造成事故。为减小变形,保证焊接质量,鸽尾筋满焊时除了需按点焊时的方法操作之外,需分四层焊接,焊接参数如表1所示。
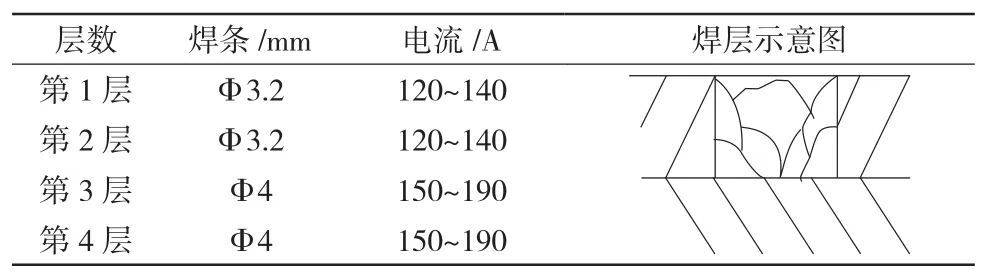
表1 鸽尾筋满焊工艺参数
所有鸽尾筋满焊后检查相关尺寸,内径偏差在0.2 mm左右,因鸽尾筋宽度尺寸偏差较大,同一高度上的弦距偏差≤0.35 mm,基本符合要求。
为提高焊接效率,在满焊时由两人同时焊接,按顺时针方向,根据点焊时塞焊的顺序依次焊接,两人同时焊完第1层后再焊接第2层、第3层、第4层,步调保持一致,直至所有的鸽尾筋全部焊接完成。
5 定子铁心叠装
5.1 定子铁心首末段叠装
定子铁心首末部分在压装后齿部压紧度一般较差,扇形片之间易产生间隙而影响定子铁心性能,为解决这一问题而引入了扇形片粘结技术。按照设计要求,扇形片粘结高度为30 mm,先将下游侧齿压板装入环槽后,下面用机械千斤顶及工装支撑,调整周向所有齿压板上平面水平度及在环槽内的间隙,然后在齿压片上平面先摆一层扇形片,用毛刷在扇形片上表面均匀涂刷一层硅钢片胶粘剂,再继续1/3错开叠一层扇形片并刷一层硅钢片胶粘剂,依次叠一层刷一层,直至达到30 mm高度停止,装预压压板工装,穿入预压螺杆将已涂刷硅钢片胶粘剂的铁心段压紧。
定子铁心预压紧后,在槽内会有多余胶挤出,这时需要用干净的布蘸丙酮或酒精将余胶清理干净,以免固化后减小定子铁心槽形尺寸,影响定子线圈的嵌装。由于定子机座操作空间小,余胶一旦固化后,清理的时候非常不方便,耗工废时。所以,若预压后发现有多余胶挤出应立即清理干净。
5.2 定子铁心首末段烘焙固化
硅钢片胶粘剂是以环氧树脂为基材,使用时与固化剂调合而成,机械强度高,电气性能好,室温可固化,但固化时间相对较长,在使用时为提高生产效率一般采用加温的方式快速固化。
定子铁心首末段涂胶压紧后应立即在定子机座内装入加热元件,我公司采用履带式加热器和电热管加热,用石棉布或帆布将定子机座全部遮盖包裹严密,机组较小时也可以直接吊入烘箱,然后通电加热,温度控制在60±5℃为宜,保温12 h(根据硅钢片胶粘剂工艺参数定),加热温度不可太高,否则硅钢片胶粘剂会变质为泡沫状,粘结性能变差、变脆;温度偏低则不能充分固化,延长了生产周期。
5.3 中间段定子铁心叠装
拆除首段涂胶段铁心预压工装后,开始叠装中间铁心段,该部分叠装不需涂刷硅钢片胶粘剂,均按1/3间隔错开逐层逐片进行叠装。为确保定子铁心内径要求,在叠装过程中按每叠50 mm高度整形一次,并依次打入定位棒,保证槽形尺寸,同时对刚叠装的50 mm高铁心段按圆周分布16个点检查铁心内径。
越南仙城2号机组定子铁心长度为980 mm,因该机组通风冷却方式与常规机组不同,定子铁心径向方向没有设置通风槽,而是将通风槽设计在扇形片两槽之间,轴向通风冷却结构,所以该机组定子铁心全部由扇形片连续叠装而成,也正是如此,考虑定子铁心整体压装时可能会出现压紧度偏差的情况,采取在叠装过程中进行分段预压,即中间段定子铁心分别在465 mm和900 mm高铁心段处分两次进行预压紧,预压紧力须保持12 h,方可松开螺母,拆出预压工装,以确保定子铁心压装质量。
6 紧固件止动
水轮发电机组运行过程中,定子铁心受机械力、电磁力的影响而产生振动,这是一种非常有害的现象,过分的振动会使零部件产生松动或疲劳断裂,严重威胁着机组的运行安全。即然这是不可避免的问题,为防止紧固件的松动,采取合理的止动措施是很有必要的。在该机定子铁心中需要进行止动的紧固件主要有2个,如图7所示,①前、后齿压板调节螺栓,螺母采用单耳止动垫片,一端翻角与螺母贴住,一端点焊在齿压板上面;②拉紧螺杆,最终压紧后螺母与螺杆采用止动辊,两端分别与螺母和拉紧螺杆端面焊接在一起。

图7 定子铁心紧固件止动位置
但是,点焊止动辊时需要注意,止动辊摆放位置必须在定子铁心的外侧方向,不可摆放在定子铁心内侧,以免与定子线圈的安全距离不够,发生“爬电”现象而造成事故。
7 定子铁心装配的关键控制点及难点
7.1 中心柱与定子机座基准调整
中心柱是安装鸽尾筋和定子铁心叠装过程的主要检测工具,它始终贯穿于定子铁心的整个装配过程,所以说中心柱安装的精确度直接决定了定子铁心装配的质量。另外,在调整的过程中,需反复的调节、检查,不可能是一蹴而就,除了认真、细心之外,还要有耐心,同时还要有正确的操作方法。
(1)定子机座水平度。使用框式水平仪调节定子机座水平时,需将框式水平仪与定子机座切向摆放,摆放的位置最好在X、Y轴线上,且每次测量时的位置必须在同一位置(包括掉头测量),适当可以用记号笔标记出来,框式水平仪上还有一个小刻度可以用来做参考,可以更快捷的判定倾斜的方位。
(2)中心柱垂直度。前文已述,中心柱的垂直度可以采用3种方法进行检查,也可以采用其中1种,但准确度不完全可靠,同时用3种方法检查可以互相验证,最终的检查结果才是比较准确的。使用测杆及百分表检查定子机座法兰面时,如果测杆伸出距离较远,需注意测杆转动时是否有挠度或振动而影响测量的准确性;使用吊钢琴线耳机法测量时,吊锤需浸在机油中,以避免钢琴线摆动。
(3)中心柱与定子机座同轴度。同轴度检查是依靠定子机座法兰内圆面,法兰内径较大时,测杆伸出较长,同样要注意测杆的挠度问题,偏重太多会引起测杆振动而影响测量的准确性。
7.2 鸽尾筋的安装与焊接
鸽尾筋的装焊好坏直接影响定子铁心圆度、中心偏差、倾斜度,所以要求鸽尾筋塞焊后:筋要垂直、筋的变形小、筋之间的弦距相等及筋与中心之间的距离(半径)也要相等。鸽尾筋点焊时需要在压紧的状态下施焊,因压紧工装间隔距离大,可以使用辅助工具将其压紧,鸽尾筋满焊时,为确保焊筋质量,需注意以下几点:
(1)先焊定位筋中间塞焊点,沿定子机座内圆整圈顺时针(或逆时针)依次焊完第一层后,再分别向上、下方逐层圆周塞焊孔焊接第1层。
(2)沿定子机座内圆同层塞焊应一次焊完,同一定子机座的同层塞焊均焊完后,方可开始焊接第二层。
(3)单个塞焊孔内焊接可以顺时针焊接,也可以逆时针焊接,但同台定子机座必须方向一致。
(4)沿定子机座内壁圆周塞焊孔第1层塞焊完后,应逐根按上、中、下三点检查定位筋半径和弦长,观察变化的趋势,合格后方可继续焊第2层。
(5)施焊的焊工可以在整圆周对称的几个工作
面上同时以一致焊接速度进行焊接。
7.3 定子铁心首末段叠装
定子铁心首末段为涂刷胶层,是不可逆的,叠装过程中需及时的整形、检查,确保槽形尺寸和定子铁心内径。涂刷所使用的硅钢片胶粘剂为双组份溶剂,使用前需先进行调和,为确保扇形片粘结质量,需注意以下几点:
(1)硅钢片胶粘剂调配时,将甲、乙组份各1瓶倒入容器中,混合在一起搅拌至颜色均匀才能使用,使用量不足一瓶时,调配比例必须一致。
(2)每次调配硅钢片胶粘剂需在1 h内使用完(根据材料工艺参数定),材料不够时可以使用完后重新调配,不可过多的调配,以免造成浪费。
(3)叠装涂刷硅钢片胶粘剂时,涂刷层需薄且均匀,不宜太厚,以免定子铁心压紧后挤出造成浪费,且清理难度大。
8 结语
定子铁心是水轮发电机组的关键部件,对整个机组的安全可靠运行至关重要。此次越南仙城电站2号机定子铁心厂内装配过程中,通过对基准调整、装筋、焊筋及叠装等关键工序的工艺管控,优化了以往的定子铁心装配工艺,使各项技术指标均得到有效控制,提高了灯泡贯流式水轮发电机定子铁心的装配质量,同时,也为我公司后期的大型贯流机的现场装配积累了经验。
