缺条检测在装封箱机上的应用研究
2019-06-27孙华强李浩然于勇郇浩付得昌
孙华强 李浩然 于勇 郇浩 付得昌
摘 要:装封箱机完成50条烟的装箱,是卷烟生产的最后一道工序。装封箱生产过程有着严格的工艺质量要求,但是缺条在生产过程中是不能被忽视的严重质量问题。为了有效地避免缺条箱烟的产生,卷烟生产企业均在生产现场配备了缺条检测装置。现有的缺条检测种类繁多,在使用过程中存在或多或少的问题。了解现有缺条检测的工作原理与使用特点对生产厂家因地制宜地选择缺条检测具有十分重要的指导意义。在同一生产线配合使用两种类型的缺条检测会更有效地避免箱缺条的产生。
关键词:装封箱机;卷烟生产;缺条检测;箱缺条
中图分类号:TS43 文献标志码:A 文章编号:2095-2945(2019)11-0173-03
Abstract: The packing and sealing machine completes the packing of 50 cigarettes, which is the last process of cigarette production. There are strict process quality requirements in the production process of packing and sealing, but the lack of strip is a serious quality problem that cannot be ignored in the production process. In order to effectively avoid the production of missing boxes of cigarettes, cigarette production enterprises are eq
引言
通过分析箱缺条产生的原因和客户的需求,便于理解客户对箱缺条检测的具体要求与重视程度。分析国内外不同箱缺条检测的工作原理和使用特点,可知缺条检测从完成单一的探测功能向更加稳定、安全、易于维护和智能化的方向发展[1-9]。了解实际需求与不同缺条检测特点后,采用AHP层次分析法进行辅助选择是客户取得合理有效结论的最佳途径。
1 箱缺条的产生
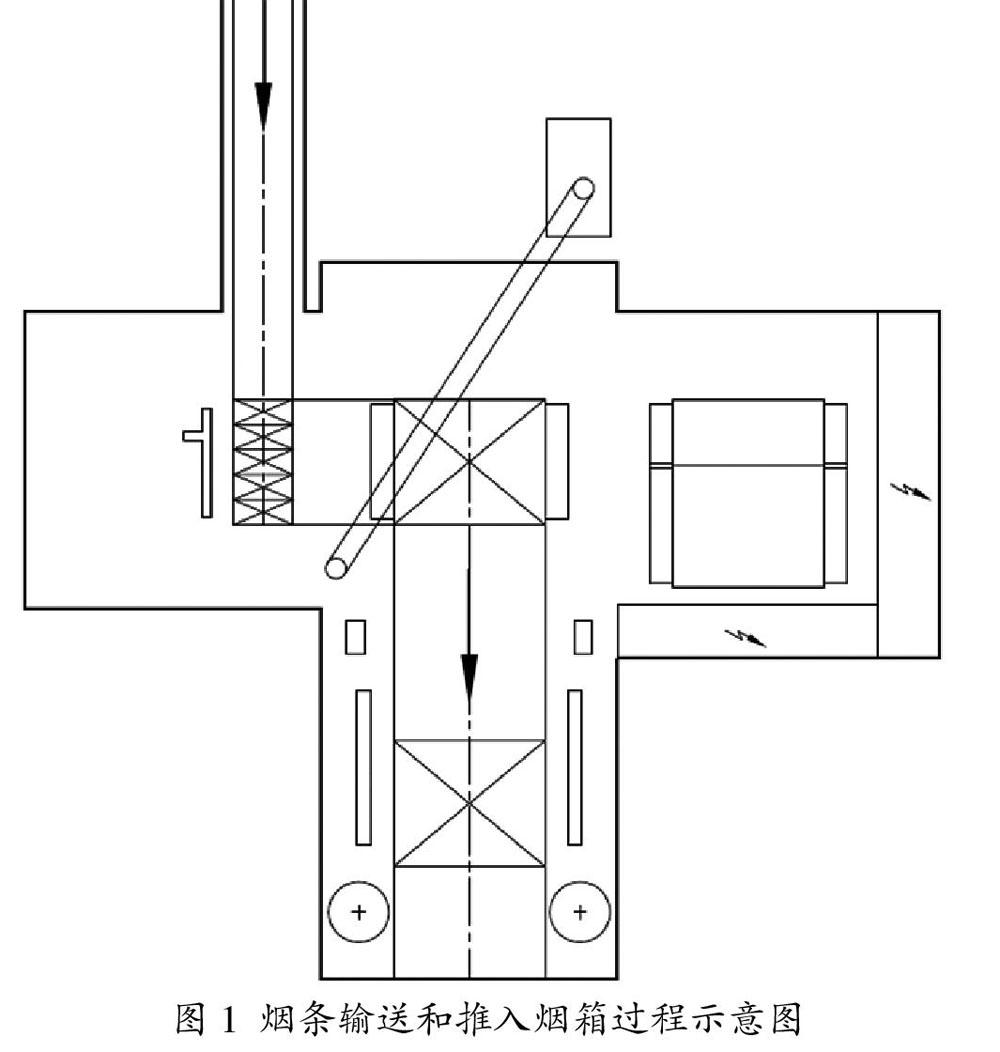
封箱机主要功能是完成定量烟条的装箱工作。以YP11型封箱机为例,条烟通过输入皮带不断进入封箱机;每进入5条烟,输入挡销截住后面的条烟,提升器将5条烟抬升一次,然后后续条烟再次进入,直至形成5×5的条烟堆叠,推板将堆叠推入烟箱一次,经过两次推入过程完成一件烟的装箱工序。然后封箱机用胶带或热熔胶将烟箱封装后,通过输送辊输出。
烟条在输送和推入烟箱过程中,存在烟条歪斜和少推入的可能,这样就会造成箱装缺条的产生。虽然此种情况为小概率事件,但一旦发生,会造成不必要麻烦,还会影响生产企业声誉。
依靠人力来识别箱缺条不仅会增加人力成本,而且可靠性不强。为了能有效地解决这一问题,许多卷烟厂在生产线上设有缺条检测装置,目前箱缺条检测方式方法包括视觉成像检测法、称重法、核辐射探测、电容探测、电感探测式和负压探测等。这些方法能有效检测出缺条箱烟,但各自特点鲜明,客户使用感受迥异。
图1 烟条输送和推入烟箱过程示意图
2 针对箱缺条检测系统的卡诺分析
通过收集并分析客户需求,可以辅助我们制定标准来评判箱缺条检测系统的优劣。箱缺条检测系统的客户主要在公司内部,包括封箱机的使用者、维护者和管理者以及下一工序相关方。卡诺模型是东京理工大学教授狩野纪昭发明的对用户需求分类和优先排序的工具,是目前比较成熟质量分析工具。他将产品服务的质量特性划分为五类:基本型需求(基本质量),期望型需求(一元质量),兴奋型需求(魅力质量),无差异型需求,反向型需求(逆向质量)[10]。在分析箱缺条检测系统时分析后两项意义不大,因此不予考虑。
通过问卷调查的方式收集到客户需求,进而可以得到上面的卡诺模型,由图2可知客户对箱缺条检测的基本质量集中在探测的准确性,即检测的误检率与漏检率两项指标;一元质量集中在采购成本、操控性能、安全性能和使用维护难易程度上;而魅力质量集中在统计分析、系统稳定性和适应能力上。
3 箱缺条检测的探测原理
视觉成像型箱缺条检测的原理是将采集上来的像素点,按照设定的值划分为黑和白两类,然后通过分析整张图片黑白区域的面积、位置、形状、角度等数据来识别缺陷。相机在特定时间拍摄烟箱内条烟堆叠的照片,然后通过与注册的样片进行对比来识别是否存在缺条。
称重型箱缺条检测,是将烟箱的重量信息转换为电信号输出,按照转换方式称重传感器可以分为光电式、电磁力式、电阻应变式、电容式等多种形式。无论采用何种方式都是通过比较重量来识别箱烟内是否缺条。目前行业内以电阻应变式称重传感器应用较多。
核辐射型箱缺条检测,是基于核辐射粒子的穿透能力、物体吸收特性,当射线通过被检测物体时,正常包装箱烟与缺条箱烟对射线吸收能力不同,多数情况下是存在空隙时透过的射線强。采用高灵敏度的射线探测元件,接收透射过箱烟的射线的强度信号,从而准确分辨烟箱内是否缺条。烟草行业内多采用γ射线进行箱缺条检测。
电容式箱缺条检测,由电容量的计算公式C=ε·s/d可知,电容量取决于ε、s、d三个参数,如果保持其中两个参数不变,会得到电容量与另外一个参数的单值函数关系。电容式箱缺条检测就是基于这一原理,目前行业内多采用控制s、d两个参数,根据缺条箱烟与正常箱烟极板内介电系数的差异来实现对缺条箱烟的识别。
电感式箱缺条检测,是基于电涡流效应而工作的传感器。内含铝箔的烟条在接近电感接近开关时,铝箔内部会产生涡流,这个涡流反作用于接近开关,使内部电路的参数发生变化。当电感接近开关前没有条烟时,检测内部参数不会发生变化,据此判断出缺条箱烟。
負压探测型箱缺条检测的原理是通过比较吸盘压力来实现的。具体实现过程是:吸盘固定在推入板上,触发开关通过处理器启动电磁阀,电磁阀将负压导通至吸盘,当所有条烟接触吸盘时,条烟被吸住,此时负压检测检测压力。通过设定检测阀值,区分出存在缺条泄压的情形与无缺条接近负压源的情形来完成识别过程。
4 应用效果
视觉成像型箱缺条检测采用非接触式的探测方式,不会对产品质量造成影响,同时因检测系统集成于计算机之上,因此具备统计分析、调看历史图像等等魅力质量;不足之处主要体现在更换牌号时要及时调整相关参数,另外对反光率高的条烟识别准确性不高。
称重型箱缺条检测虽然采用接触探测的方式,但是不会对产品质量造成影响,维护和使用方便。值得注意的是一箱烟共有50条烟,缺失一条重量偏差仅为2%左右,称重型箱缺条检测在理想状态下可以探测出来,但实际应用中会因机械振动、不同批次材料等因素造成误判。
核辐射型箱缺条检测探测准确度高,稳定性强,对多品种小批次的生产模式适应能力强;不足之处在于维护难度高,存在辐射伤害的风险。
电容式箱缺条检测,检测探测准确度高;不足之处在于结构复杂,生产不同批次产品情况下要及时调整灵敏度。
电感式箱缺条检测,结构复杂维护难度高,值得注意的是电感式箱缺条检测对采用无金属的环保材料无法检测。
负压探测型箱缺条检测,对多品种小批次的生产模式适应能力强,调整使用方便;不足之处在于对气路密封性要求高,需定期进行保养维护。
以上是对六种箱缺条检测典型特点简单陈述,使用方在选用时要根据具体需求灵活选择。若不好做出决定,建议采用AHP层次分析法进行辅助选择。
5 结束语
了解箱缺条的产生机理和客户对缺条检测的需求后,可知探测的准确性是客户最看重的,同时更加便捷友好的交互会提升客户的使用体验。现在还没有一种缺条检测能够完美的解决客户的所有需求,但可以设想的是随着技术的发展和更新,新的箱缺条检测方式还会不断产生,更具针对性的检测方式会使缺条检测更加符合客户需求。
参考文献:
[1]熊胤.浅谈烟箱缺条产生的原因及对策研究[J].科技创新与应用,2013(03):104.
[2]王杨.浅谈烟箱缺条的测控方法[J].中国科技信息,2010(17):162.
[3]吴忠云,邓春宁.机器视觉检测技术在烟箱缺条检测方面的运用[J].机械制造与自动化,2014,43(06):188-190+200.
[4]姚猛,张保永,郭继文.基于机器视觉烟箱缺条检测系统电气设计[J].机械制造与自动化,2014,43(02):201-203.
[5]张华军.基于SIWAREXFTA称重技术的烟箱缺条检测及剔除系统设计[J].包装与食品机械,2012,30(05):29-31.
[6]王前进,程相龙,刘长庆.称重式烟箱缺条检测装置设计应用[J].自动化技术与应用,2016,35(06):116-118+127.
[7]邓春宁.γ射线扫描技术在烟箱缺条检测中的应用[J].烟草科技,2005(04):25-26.
[8]杨进宝,张盼.电容式二维烟箱缺条检测系统[J].电子设计工程,2011,19(10):74-76+79.
[9]Lionel M N, Liu Yunhao, LAU Y C, et al. LANDMARC: indoor location sensing using active RFID[J]. Wireness Neyworks, 2004,10(6):701-710.
[10]魏丽坤.Kano模型和服务质量差距模型的比较研究[J].质量管理,2006(9):10-12.
uipped with missing strip detection devices in the production site. There are many kinds of missing bar detection, and there are more or less problems in the process of use. Understanding the working principle and application characteristics of the existing strip detection has a very important guiding significance for manufacturers to select the strip defect detection according to local conditions. The combination of two types of strip detection in the same production line will more effectively avoid the occurrence of box sliver.
Keywords: packing and sealing machine; cigarette production; missing strip detection; box missing strip
