刮板机链条张紧力自动监控技术的分析和发展趋势
2019-06-19白海平
白海平
(山西临县华烨煤业有限公司,山西 吕梁 033000)
1 对刮板机运行过程中链条的故障分析
刮板机在运输过程中,链条张紧力会随着负载以及运输时间的不同而不停变化,致使刮板链条的整段或者部分段张紧力与设计值有一定偏差。链条太松或是太紧都会影响刮板机正常工作。假如链条太松,会使机头或者机尾链轮上的链条容易脱落,而且会在该地方造成链条的堆积,导致链轮受到冲撞,情况严重时会致使链条断裂以及链条卡住。假如链条太紧,会造成链条和链轮以及中粗槽的摩擦变大,工作时阻力增大,不仅增大了刮板机功率消耗,而且也加快了相连机器的磨损。导致刮板机链条出现故障的主要原因有:
1)刮板机的材料质量以及工艺没有达到标准,刮板机刮板、链条和接链环磨损严重。
2)刮板机运输时载荷在不断的变化以及综采面的长短不一样,刮板机在综采面水平及竖直方向上的弯曲情况等。
3)矿井内环境恶劣,井下的水具有腐蚀性,导致链环产生锈疤、脱皮降低了强度。
4)井下操作人员在操作过程中不按正规步骤操作,刮板机停止工作后紧链或是换链导致链环节距不相等一级螺栓松动、断裂和掉落等情况。
5)刮板机链条在运行的过程中会受到链轮给的压力,以及煤块给的冲击力,造成链条链轮的使用寿命减少,影响链条张紧度。
2 对刮板机链条预紧力的分析
根据刮板机链条张紧力的特点,刮板机上通常使用圆环链和链轮啮合。在运输前对刮板机链条加一定的预紧力,用来防止链条受到的冲击和振动。因为,如果预紧力过大,则会加大链条的摩擦力,从而加快链条与链轮的磨损,链环截距变小,导致其寿命减少。如果预紧力过小,则会造成链条的堆积,刮板机不能正常工作。所以,准确的计算出预紧力的值是十分有必要的。
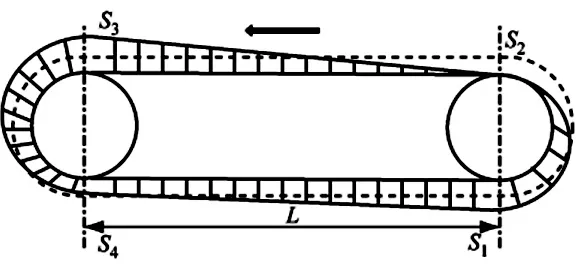
图1 刮板机链条张紧力示意图
如图1为刮板机链条的简图,图中虚线代表链条停止运行时的理想张紧力,实线代表链条运行时的实际张紧力,S1、S2分别为额定载荷下机尾链轮链条啮合点、分离点的张紧力,S3、S4分别为额定载荷下机头链轮链条啮合点、分离点的张紧力。
刮板机在工作的过程中,链条上各个链环间的张紧力成线性关系,由胡克定律得

式中:S(x)为链条某一点的张紧力;E为链条弹性模量;A1为链条横截面积;2L为链条长度。
根据逐点计对算法可得:

由此可得,刮板机链条在额定载荷下运行时比静止时伸长了ΔL,而ΔL会直接影响链条的张紧力。然后在刮板机开启前或者是运输一段时间后通过紧链器给链条加上一个预紧力SY,用以消除ΔL对链条的影响,从而使得链条最小点的张紧力值大于零。
在刮板机停止运转时,假使对整个链条加大小不变的预紧力SY,在SY的作用下,长为2L的链条停机时伸长量为

为确保刮板机正常运行,则需要使得ΔL1=ΔL,因此可得:

3 刮板机链条张力的监测及控制技术
3.1 通过对悬垂量的分析来监测及控制链条张紧力
刮板机机头链条的悬垂量能够体现张紧力的大小,当链条下垂,与中部槽水平面的距离比较近,此时的链条张紧力小;当链条拉紧,与中部槽水平面的距离比较远,此时链条张紧力大。所以,通过检查机头松边链条下垂还是拉紧可得出链条张紧力的大小。

图2 悬垂量坐标
图2 是对链条悬垂量分析图,其中点A和点B分别代表机头链轮与过渡槽中板的接触点和机头链轮和链条的分离点,θ为直线AB和地面的夹角,弧AB为链条的悬垂线,画直线MN,使其与直线AB平行且与弧AB相切于D点,然后以D点为原点建立直角坐标系。
设D点处的链条张紧力大小是SD,方向是D点的切线方向,其中SD的方向与x轴正方向的夹角是θ,水平方向上与D点相距x处的张紧力,如下:

式中:q为每米链条的质量;s为链条的长度。
当x=0,y=0时算出悬垂线的方程式:

因此可得直线AB的方程式:

通过上面的两个方程式可得到链条的悬垂量:

通过式(9)可得,链条张紧力与悬垂量成反比。当测出悬垂量最大点的值时,可算出张紧力的值,因此必须先测定悬垂量的最大点的值。对式(9)求导,并且求导后等于0,可得:


通过式(11)可得:链条张紧力与悬垂量成反比,D点是悬垂量的最大值,因此,检测机头下面的链条的悬垂量可精准的算得张紧力值。
此方法较为简单,但因工作场所的限制,传感器的安装的位置不理想,造成测量结果不精准。还有因载荷分布不均匀导致整个链条的受力不均匀,造成测出的链条悬垂量值,不能够很快体现张紧力的实际值。
3.2 通过微应变来监测及控制链条张紧力
此技术主要是由应变片的形变来测得链条的张紧力。应变片安装于刮板连接处的链环上,并且在刮板中安装有处理电路、电源和无线收发模块,如图3所示。
制造应变片的材料通常采用半导体或者是金属导体,通过式(12)可得,当给应变片施加一定的力时,其长度也会发生变化。
当x=0时,f取最大值:

图3 张力应变片安装

式中:l为应变片的长度;ρ为应变片的电阻率;A3为应变片的横截面积。
所以,可由应变片电阻值的变化来获得链条所受张紧力的变化。通过式(13)可得到应变片所受的张紧力。

式中:E2为应变片的弹性模量;R0为应变片的电阻值;k0为应变片的灵敏系数;ΔR为电阻变化值。
此技术是在链环上安装上传感器,用于检测链条的形变,当链条出现形变时即可测量得到此处的链条张紧力值。但是当传感器安装的位置不对时,会导致传感器的磨损或直接坏掉,使得所测出的精准度不高。
3.3 通过滑模控制来监测及控制链条张紧力
此技术是通过对当前链条进行受力分析,然后强行让链条张紧力按预先规定好的滑模轨迹变化。

图4 刮板机链条张紧力的自动监控原理
如图4为刮板机链条张紧力的自动监测及控制原理图,VD是刮板机链轮转速。SA、SB是系统传感器所测的实际张紧力值,经由信号分析及处理模块进行分析处理,通过信号比较器I对SA、SB与预期值进行对比,将对比出偏差值ΔSA、ΔSB,然后通过信号比较器II对ΔSA和ΔSB分别与所允许的误差值ΔS进行比较,看是否超过所允许误差值,并且接收到激发信号eA和eB,然后由控制器来控制刮板机机尾部液压油缸A、B伸长或是缩短XA、XB,以此对链条的松紧进行自动调节。
此技术的不足之处是:启动阶段不能对链条张紧力进行精准监控,主要应用在匀速运输阶段。因为刮板机启动时段的电动机在不断变化,刮板机链条振动较为明显,所以不能够精准的对链条张紧力进行监控。
3.4 通过电流法来监测及控制链条张紧力
当刮板机链条张紧力出现变化时,随之链条的结构参数、刚度以及传动系统的固有频率都出现不同程度的变化,会直接影响到扭转振动的频率及副值。因为扭转振动的传递性较强,可由轴系传递给驱动电动机一侧,所以,此监控技术的原理是由监测驱动电动机定子电流信号中的故障频率,以此来对链条的张紧力进行监控。
此技术是在电缆线上安装传感器,与被测机器不直接接触,能够保护住传感器不受损害。但传动过程中经过减速器,就会有其他信号掺杂进去,使得不能准确区分出导致电流变化的具体原因是链条张紧力还是其他。
4 目前监控链条张紧力中存在的不足及以后的发展趋势
刮板机链条张紧力监控技术的出现,不但减少工作人员的劳动时间,而且提高了出煤效率,为以后刮板机张紧力监控技术的发展做了铺垫。但是还需要进一步的进行研究,其中通过对悬垂量的分析来监测及控制链条张紧力的位置比较单一,其监测到的张力可作为对其他监控技术的参考;通过微应变来监测及控制链条张紧力时经过减速器,会掺杂其他信号,不能准确判断出张紧力,如果能够与其他信号分离出,此技术就会很好;通过滑模控制来监测及控制链条张紧力主要在匀速运行情况下适用,在启动情况下监控不准确;通过电流法来监测及控制链条张紧力可以直接监测出张紧力,此技术会成为以后的发展趋势。
5 结 语
刮板机链条的张紧力是变化的,链条太紧和太松都会影响生产效率,所以,对链条张紧力的监测就变得十分有意义。此文是对刮板机链条的常见故障进行了分析,对张紧力的计算进行了阐述,罗列了目前链条的监测技术,分析了优点和不足,并且对链条的张紧力监测技术的发展趋势做了展望。
