汽轮发电机转子跳动研究
2019-06-16张亮
张 亮
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
0 引言
大型汽轮发电机一般为2 极或4 极隐极式转子,即转速为3000 r/min 或3600 r/min。为保证电磁设计,转子本体表面沿圆周铣有若干轴向槽,在横断面上槽的分布方式有平行槽和辐射槽2 种。采用最多的是辐射槽。
2 极转子表面除设计嵌线槽外,在磁极轴线上的大齿部分还开有横向月牙槽,这是因为大齿部分的刚度比极间开小槽区内的大,当转子旋转时,受自重和转动惯量影响,依转子位置不同,转轴弯曲程度(挠度)也不同,当大齿在垂直位置时,弯曲程度小;在水平位置时,弯曲程度大。转子每旋转一周,弯曲程度的大小都要变化两个周期。因而转子旋转时,转轴会发生双频振动,对大型的细长转子,此种振动用动平衡无法消除,是不可忽视的。为此,125 MW 以上容量的发电机转子本体在大齿表面沿轴向铣出一定数量的圆弧形横向月牙槽,使大齿区域和小齿区域2 个方向刚度接近,以降低转子双频振动的影响。
转子加工过程中转子嵌线槽内没有铜线,且转子的转速较低,大齿区域和小齿区域的刚度有一定差异,在加工中转子挠度变化也不均匀,因此可能会造成转子加工不圆的情况。
1 转轴加工过程的跳动研究
1.1 模拟某型300 MW 和某型600 MW 转子旋转一周的跳动
为了确定偏差量,建立了300 MW、600 MW 的转轴车削模型,计算转子在机床上的安装状态,考虑嵌线槽和月牙槽已经加工完成,车削状态转子旋转一周的转子变形计算(图1、图2)。
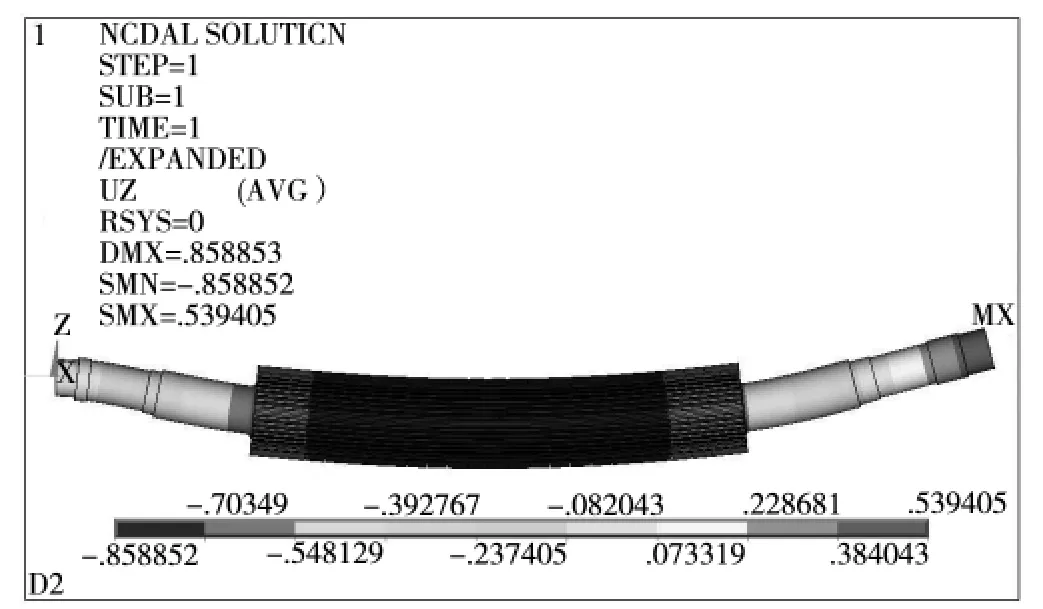
图1 某型600 MW 模型
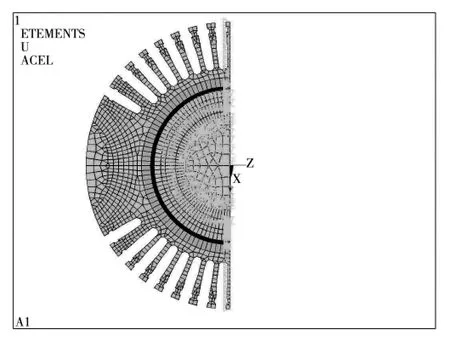
图2 月牙槽在水平位置的计算模型
模拟转子车削加工过程中转子旋转一周,端头的变形。分别计算转子大齿中心线与垂直方向夹角分别为0°、30°、45°、60°、90°,5 个位置的结果转子端头变形。通过计算发现,转子跳动较大的位置大约在转子大齿中心线与垂直方向夹角为45°时。各个位置的计算结果见表1、表2。
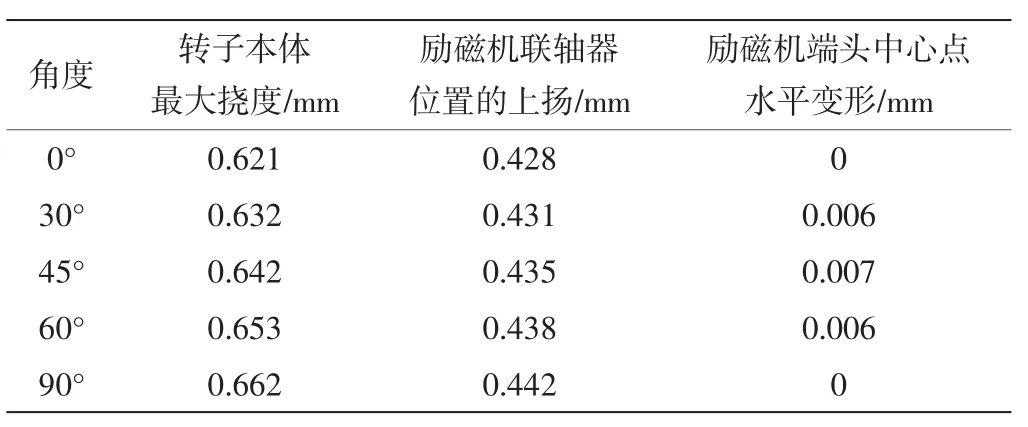
表1 某型300 MW 汽轮发电机加工的转子
1.2 改进型600 MW 转子月牙槽方案
为减小改进型600 MW 转子联轴器在加工过程中的跳动,采用增加月牙槽深度的方式减小车削过程转子大齿和小齿方向的刚度差,但也增大了额定转速时的刚度差。不同月牙槽深度对660 MW 转子变形的影响见表3。
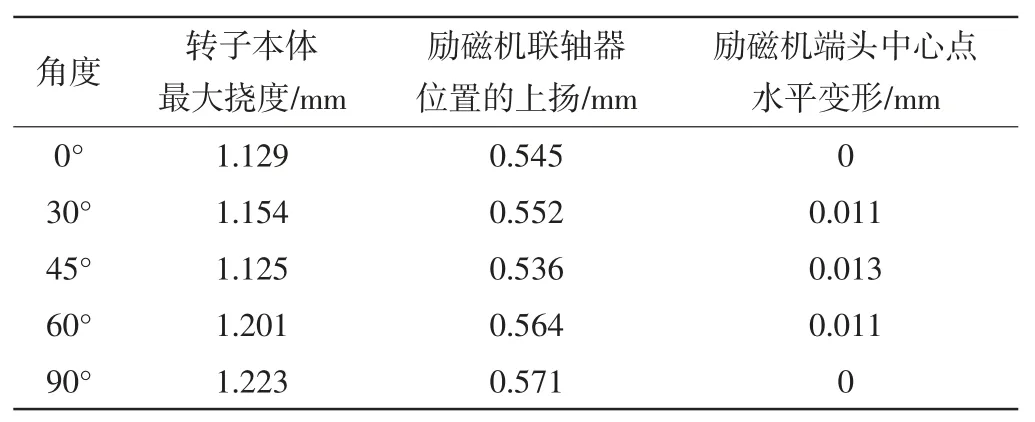
表2 某型600 MW 汽轮发电机加工的转子

表3 不同月牙槽深度对改进型600 MW 转子变形的影响
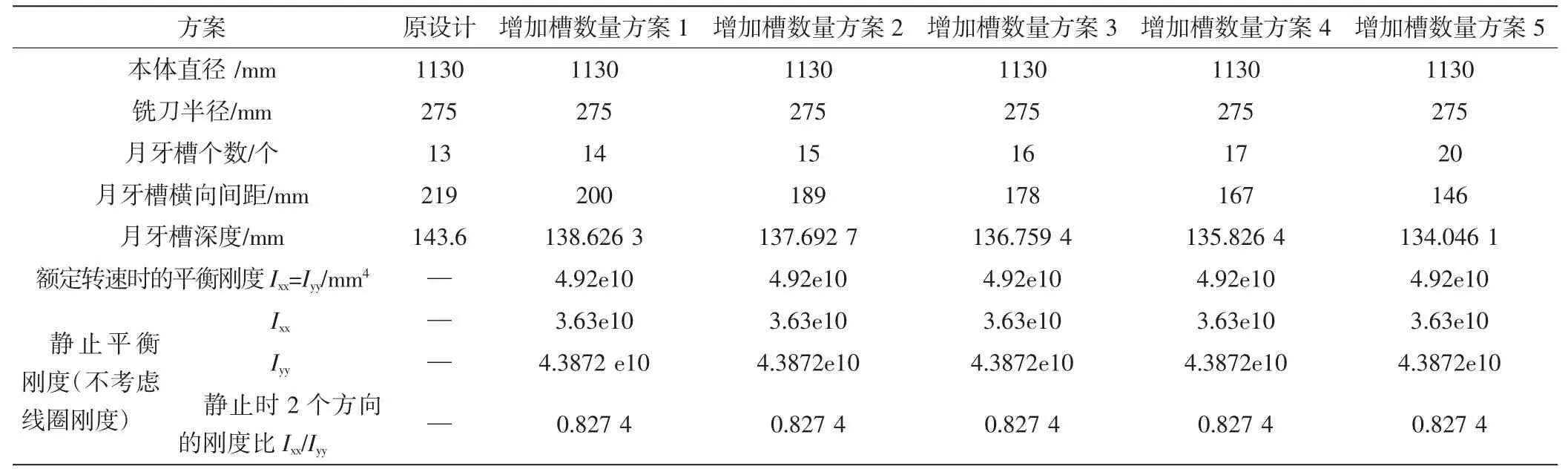
表4 改进型600 MW 转子增加月牙槽个数静止时大齿和小齿刚度之比
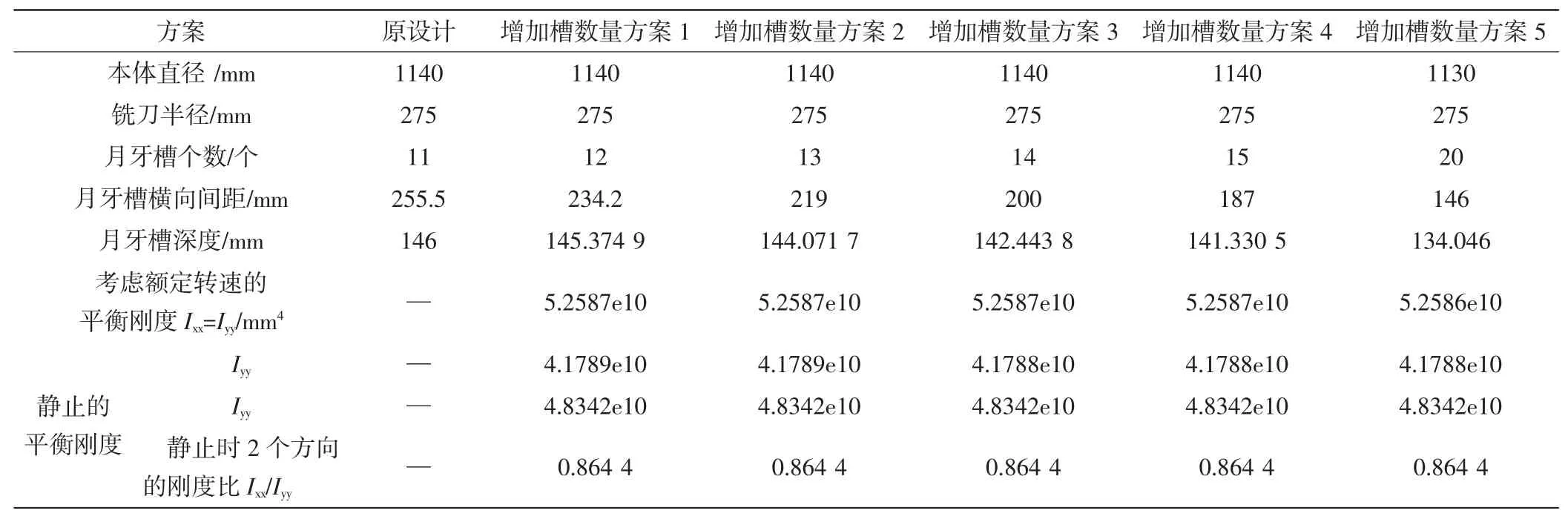
表5 某型600 MW 转子增加月牙槽个数静止时大齿和小齿刚度之比
1.3 增加月牙槽个数方案
通过对比计算600 MW 和660 MW 转子在增加月牙槽个数以后,静止状态和额定转速状态大齿和小齿方向刚度对比,评估增加月牙槽个数对平衡660 MW 转子静态刚度的效果。
根据表4 和表5 的计算结果可见,增加月牙槽个数并不能改变转子车削状态下的转子平衡刚度。其原因是:月牙槽计算中考虑转子铜线在额定转速下对刚度有贡献,月牙槽的深度有一部分是用来平衡转子铜线的刚度。不论开多少个月牙槽,额定转速和车削状态只相差转子铜线的刚度,而铜线的几何尺寸和位置没有变化,因此刚度差也不会因为月牙槽个数改变。但常规600 MW 转子在车削状态下的刚度比更接近1.0。
2 结语
(1)转子开槽之后产生的刚度不平衡,是导致转子加工时产生跳动的原因。跳动最大值发生在斜45°方向。
(2)改进型660 MW 转子通过加深月牙槽方式能够使车削工况的不平衡刚度减小,但也增大了额定转速下的不平衡刚度。如果加深月牙槽,可能会导致额定转速产生更大不平衡刚度。(3)增加月牙槽个数对改变静止工况的平衡刚度无影响。
