ZL26C 成型机干湿棒取样程序优化改进
2019-06-16牛志强兰芳斌饶庆华
牛志强,曾 运,兰芳斌,饶庆华
(江西中烟工业有限责任公司赣州卷烟厂,江西赣州 341000)
0 引言
在卷烟滤棒成型工序的质量控制过程中,甘油酯添加量作为一个重要的工艺参数,对滤棒的物理指标及滤棒的外观质量有较大的影响。三乙酸甘油酯施加量的多少直接影响其硬度、单支重量和吸阻的大小[1-2],施加加量过少会造成滤棒硬度不足[3-4],满足不了后续加工要求。过多则会造成溶洞[3-4],严重影响滤棒质量。因此,对甘油酯添加量的控制尤为重要,但取样是否准确,将直接影响检测结果的准确性。而目前Zl26C 成型机无法自动中断中线胶喷洒及自动剔除废品,需人工隔离中线胶、手动捧除废品,存在工作量大、浪费原辅料和质量隐患等问题。近年来,对干湿棒取样装置及取样方法已进行了较多的研究,王湘玲等[5]对在线取样装置进行了优化,实现了从输送通道上抽取样品。刘会杰等[6]通过加装自动剔除装置,确保了取样规范与准确。但对ZL26C 成型机干湿棒精准自动取样及剔除废品的研究尚未见到报道,为此,设计出一套自动取样取样程序,完成自动中断中线胶喷洒及自动剔除废品和检测样品的自动取样。
1 现状分析
优化改进前,干湿棒取样时需2 人配合:一人先手动拔出中线胶气管,隔离中线胶,另一人在装盘机处手动捧除疑似无中线胶滤棒。如果配合不到位或检验不合格时,需再次进行手动取样。捧除无中线胶滤棒时,只能靠操作工肉眼估测,无法准确判断,极有可能将无中线胶滤棒放行,混入至合格滤棒中,存在一定质量隐患。为确保取样准确,并杜绝不合格品混入合格品中,取样过程需报废大量滤棒,造成原辅材料的浪费。
分析可知,实现自动中断中线胶喷洒及自动剔除废品和检测样品的自动取样是解决问题的关键。
2 改进方案
2.1 程序设计开发
绘制干湿棒取样程序流程,定义取样程序分为无中线胶滤棒干采样、无中线胶滤棒湿采样2 个模块。设置轴编码器参数、FM352-5 状态参数和各高速输入点类型及分辨率,编写PLC 程序指令,对FM352-5 通信地址进行分配,完成与成型机PLC 程序通信,实现程序自动剔除采样前后质量隐患滤棒功能和中线胶泵自动断电、断气功能(图1、图2)。

图1 PLC 程序功能指令表(程序段58~59)
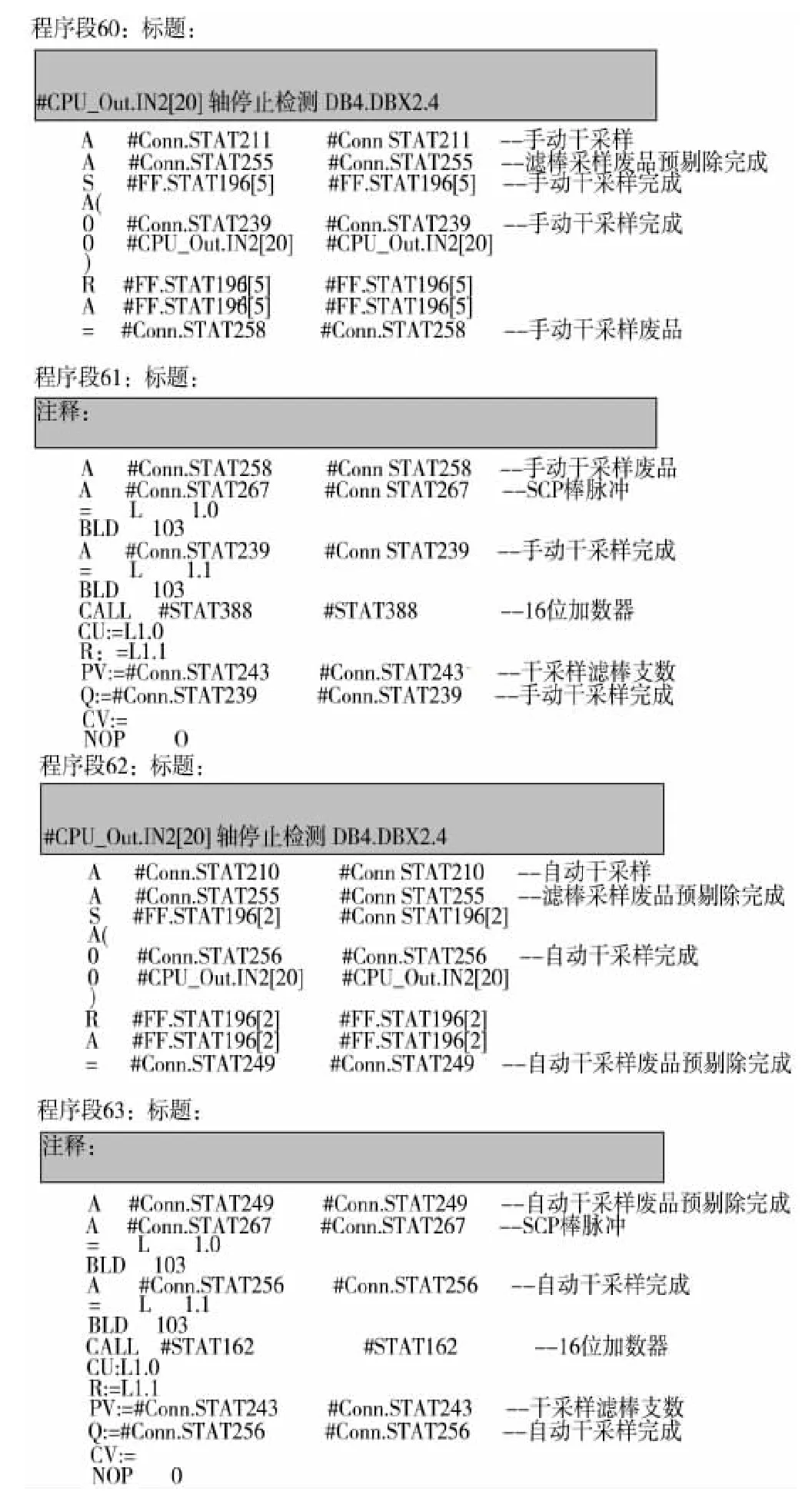
图2 PLC 程序功能指令表(程序段60~63)
2.2 剔除参数设定
中线胶喷嘴至分烟轮前端距离为2.9 m,分烟轮至剔除阀位置轮槽数为30 个,取样剔除支数=2.9/滤棒长度+30,实现精准剔除50 支144 mm 滤棒废品。为确保废品剔除到位,保证产品质量,在设定预剔除支数、后剔除支数时,将在测算支数的基础上适当增加支数。取样过程中,将调用成型机原有程序,通过刀头脉冲进行计数,刀盘旋转一圈为128 个脉冲,记为2 支滤棒。设定预剔除支数、后剔除支数,剔除阀启动后,确保样品剔除到位,保证产品质量。预剔除结束后,启动取样剔除,确保取样准确性。
2.3 程序性能测试
将改造后的程序下载到成型机后,设备运行正常,进行采样时,中线胶泵自动断电、电气停止工作,可自动剔除废品。已进行干湿棒取样程序优化机组生产的滤棒规格为144 mm,设定剔除支数为300 支,进行测试,从装盘机取滤棒,进行中线胶检查,经检查无中线胶滤棒未流入装盘机中,质量隐患滤棒剔除到位。将剔除支数设定为200 支,从装盘机取滤棒,再次进行中线胶检查,经检查无中线胶滤棒未流入装盘机中,质量隐患滤棒剔除到位。为保证产品质量,杜绝有质量隐患的滤棒流入下道工序,将144 mm 规格滤棒剔除支数设定为200 支,比实际测算支数增加150 支。
3 改进效果
3.1 经济效益
由图3 可知,按自产144 mm 醋纤滤棒计算,滤棒单支克重为0.89 g/支,单价为408.11 元/万支,经干湿棒取样程序优化改进后,滤棒取样重量由7.029 kg/(班·台)降低至2.600 kg/(班·台)。滤棒取样成本由354 元/(班·台)降低为119 元/(班·台),平均每台班醋纤滤棒取样成本可节省235 元。按照全年工作日240 d,每工作日2 个生产班,每班5 组成型机生产计算,每年可为企业节省近56 万元。

图3 改善后经济效益
3.2 隐形效益
通过程序改造,借助PLC 程序,使取样废品剔除方式从人工捧除转变为程序量化,实现精准计算、精准剔除,杜绝了有质量隐患的不合格滤棒混入合格滤棒中,消除了质量隐患。取样时中线胶泵停止工作,停止中线胶喷洒,杜绝了胶污染,有利于保持现场环境和车间现场管理工作的顺利开展。取样由原来的2 名操作工合作完成到优化后的只需1 名操作工就可以独立完成,取样时间从优化改进前的8 min 降低至优化后的20 s,减少了操作工繁琐的操作工序,降低了劳动强度,提高了工作效率。
4 结论
通过ZL26C 成型机干湿棒取样程序优化改进,使取样程序更加简单、方便与快捷,节约了取样时间,,取样时间从优化改进前的8 min 降低至优化改进后的20 s。有效降低了干湿棒取样过程中的劳动强度和成品的浪费,滤棒取样成本由354 元/(班·台)降低为119 元/(班·台),平均每台班醋纤滤棒取样成本可节省235 元。消除了取样过程中的质量隐患,提高了工作效率,适合在同类型的成型机进行推广使用。
