火电厂汽轮发电机联轴器端面修理
2019-06-16吕慧聪
吕慧聪
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
0 引言
国外某联合循环火电厂汽轮发电机功率为125MW,励磁方式为三机无刷励磁,在冲转至3000 r/min 运行良好的情况下进行电气试验,突发发电机频率降低,励磁机电流异常升高,机组振动异常,并伴有火花和绝缘烧焦的浓烟,随后发电机保护动作灭磁,机组跳机。检查机组情况发现主励磁机与本体转子连接处鸭掌槽部分熔损,导电螺杆熔化变形,绝缘套筒烧焦。随即对事故原因进行了分析,并进行修理。着重介绍本体联轴器熔毁部位的修理工作,并进行了导电杆的回装。希望对今后避免此类事故的发生和此类事故的处理能有所启示。
1 机组情况介绍
联合循环1 号汽轮发电机额定功率125 MW,国外机组,冷却方式空冷,频率50 Hz,励磁方式为三机无刷励磁,包括本体发电机、主励磁机和副励磁机,励磁机发出的交流电通过旋转二极管进行整流出直流电直接给转子供电,励磁系统为全封闭式(图1)。

图1 现场励磁机、发电机和汽轮机
2 事故经过
汽轮发电机冲转至3000 r/min 时各项参数良好,进行相关电气试验,短路特性试验和空载试验均无异常,随即进行励磁系统相关测试,包括灭磁时间常数、一次相序测量、零起自动升压功能测试、阶跃响应、定子残压、通道切换测试及轴电压测量未发现异常,然后由DCS 进行控制起励并自动升压,当电压自动升至13.76 kV 稳定几秒钟后,突然发电机频率降低,励磁机电流表已达到最大量程,机组振动异常,主励磁与发电机连接处出现火花和绝缘烧焦浓烟,汽轮机保护跳闸动作,发电机保护灭磁动作,机组停机。
3 事故检查
停机后对出现火花和浓烟位置进行了重点检查,将主励磁机打开检查,发现旋转整流管连接到转子两极位置出现了明显电气损伤,有电弧烧焦情况,对电极进行了检查,拆掉接线柱,发现主励磁机转子负极与旋转整流管负极连接螺栓松动。主励磁机转子与本体转子拆卸时,连接螺栓发黑并有刺激气味,打开后发现鸭掌连接部位轴锻件部分金属已经熔化,铜制导电螺杆熔损变形,绝缘套筒烧焦,损伤情况非常严重(图2、图3)。
4 原因分析
综合现场电气试验情况和事故后的拆机情况,经专家分析,造成此次事故的根本原因如下:
(1)主励磁机转轴与本体转轴连接采用鸭掌结构,需保证导电通路接触良好,且均匀涂抹导电膏,现场发现存在部分接触面接触不良,导电膏不均匀,这将导致联轴器电气性能下降,局部过热,这是此次事故的次要原因。
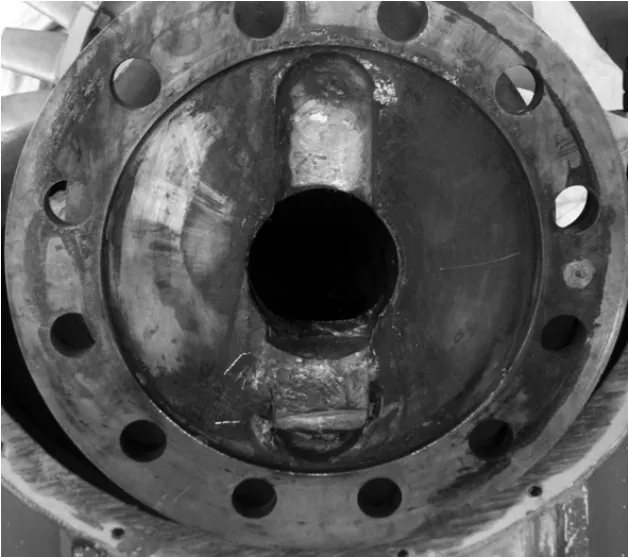
图2 事故后本体联轴器端面(已清理)

图3 烧毁的绝缘套管
(2)主励磁机转子负极与旋转整流管相连接的螺栓松动,导致电极发热、拉电弧,造成正负电极短路,产生极大短路电流,最终造成联轴器配合面、导电螺杆及绝缘套筒损毁,这是此次事故的主要原因。
5 事故处理
(1)主励磁机旋转整流管等部件现场处理更换。
(2)主励磁机转子返厂维修,导电杆、绝缘套筒等也在制造厂更换。进行了第一次PT 探伤,共有5 处裂纹,其中有几处比较严重的裂纹,裂纹全部去除至少要铣进25 mm 深(图4、图5)。
(3)发电机本体联轴器端面现场处理,着重介绍,具体过程如下:①转子锻件合金钢与导电螺杆铜材质由于高温相互融合,首先钳工用风铣去除转轴联轴器端面的熔铜,直至熔铜全部清除(图6);②继续铣磨,探伤后再次发现裂痕,钳工继续研磨裂痕处,经多次铣磨和探伤直至无裂痕,然后出具探伤报告;③钳工铣磨结束后进行焊接前的数据测量工作,励端联轴器端面面向镗床,按联轴器的端面找正,用百分表打联轴器外圆直径500 mm 的长度,水平精度<0.10 mm,垂直精度<0.40 mm,由于只是为了检测焊接变形,上述找正可以满足要求;④联轴器数据测量结束后,按照标准的转轴焊接规程对端面受损部位进行补焊工作,转轴焊接要求工艺方式方法先进,焊料材质特殊,并要严格控制焊接时间上不能太快,避免转轴因过热造成变形,经过6 天完成焊接(图7、图8);⑤再次测量联轴器各相关尺寸的变形情况,观查变形量,只有销孔有变形,其余外圆和止口等均无变形,说明焊接时应力与温度控制良好;⑥开始镗序找正,励端联轴器端面面向镗床,按联轴器的端面找正,用百分表打联轴器外圆直径500 mm 的长度,水平<0.10 mm,垂直<0.30 mm,由于联轴器鸭掌槽呈水平放置,上述找正可以基本满足图纸加工要求,鸭掌槽水平0.08 mm,由于现场条件限制,决定允许加工,开始镗序;⑦经过对端面的粗加工,发现有几处需要补焊,补焊后再进行镗序粗加工,然后由钳工进行打磨,抛光,直到达到着色探伤要求为止;⑧通过PT 探伤,发现端面补焊处仍有裂纹,需重复上述过程,直至没有裂纹,可以进行下一工序(图9);⑨进行导电杆的回装,做绝缘电阻实验,绝缘电阻值前后无变化,为13 MΩ,合格。

图4 进行PT 探伤
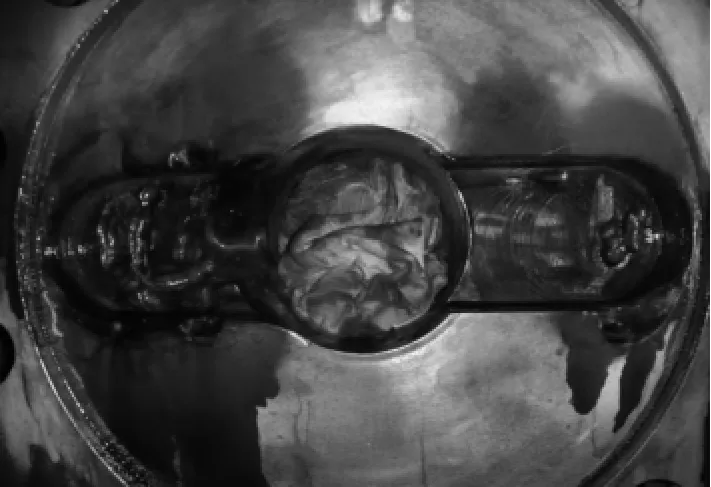
图5 PT 探伤发现裂纹

图6 清理熔铜

图7 焊接过程中的端面
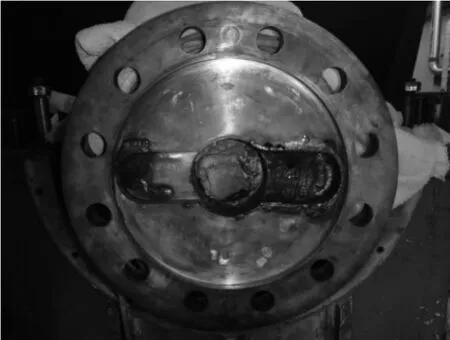
图8 焊接完成

图9 修理完的联轴器端面
6 结语
此次事故由于主励磁机转子负极与旋转整流管相连接的螺栓松动,造成电极拉电弧,最终导致短路现象的发生,电流通过2个联轴器相连接的鸭掌,加之接触面接触不良,导电膏涂抹不均匀最终导致起火,造成旋转整流管、联轴器配鸭掌、导电螺杆及绝缘套筒损毁的重大事故,说明在发电机安装问题中无小事,要注重细节,一个重要位置的小螺栓都有可能造成重大事故。
通过修理,汽轮发电机运行情况良好。在此次修理中,转轴端面的焊接起到了重要的作用,如现场不能补焊,本体转子将报废造成重大损失,可见此项焊接技术的重要作用。只有技术方法的不断创新与提高才能在电厂事故处理中节约成本,创造更大的价值。
