海上风电机组基础Y型管节点焊接应力分析
2019-06-14施勇姜贞强李玉刚王滨
文|施勇,姜贞强,李玉刚,王滨
生死单元法是指如果模型中加入或删除材料,模型中相应的单元就“存在”或“消亡”,单元生死选项用于在上述情况下杀死或重新激活选择的单元。在具体问题中,单元的生死状态可以由Ansys的计算数值决定,如温度、应力或应变等。基于生死单元的焊接热源加载模型就是利用Ansys技术,用生热率的形式来模拟热量的输入,从而模拟焊接过程。本文选取海上风电机组桩基基础常见的结构Y型焊接管节点为研究对象,运用Ansys对焊接温度场和残余应力场进行三维实时动态模拟研究,通过生死单元法,逐步激活单元并施加热量,从而实现热源的移动,得到任意时刻的温度场和应力场。对焊接残余应力结果进行分析,得到焊接残余应力的分布特点。
焊接过程模拟
焊接过程中一般无外力作用,残余应力主要由焊接过程中不均匀热循环作用引起,所以焊接瞬态温度场的计算是进行焊接残余应力分析的前提,将瞬态温度场的节点作为体荷载加到结构的应力分析中,从而得到焊接过程的瞬态应力场及最终的残余应力场。
因高温及温度剧烈变化,焊接过程中材料的热物理性能改变将导致传热过程严重非线性;此外,焊接过程中还涉及金属的熔化、凝固、液固相传热以及相变潜热等现象,极为复杂,因此本文分析只考虑主要的影响因素。对Y型节点的残余应力的研究作几点简化:简化构件几何支座和加载条件;将非线性热弹性-粘塑性模型简化为热弹塑性模型;忽略应力应变场对温度场的影响,只考虑温度场对应力场的单向耦合;忽略缺陷和裂纹的影响;认为材料的屈服服从米塞斯屈服准则,塑性区内的行为服从塑性流动准则和强化准则;假定与温度有关的应力应变在微小的时间增量内线性变化。
对于焊接过程来讲,在熔焊的条件下,由热源传递给焊件的热量,主要是以辐射和对流为主,而母材和焊条获得热能后,热的传播则是以热传导为主。焊接传热过程所研究的内容主要是焊件上的温度分布及其随时间的温度变化问题。因此,焊接温度场是以热传导为主。由于高度集中的瞬态热量输入,在焊接过程中和焊接完成后将产生相当大的焊接应力和变形。焊接应力和变形计算是以焊接温度场的分析为基础,同时考虑焊接区温度场变化对应力应变场的影响。
焊接温度场的模拟
假设焊缝数值模拟初始环境温度为30℃,不考虑熔池焊接过程的相变潜热,焊接热源以生热率的方式施加,构件与周围环境只进行对流换热。
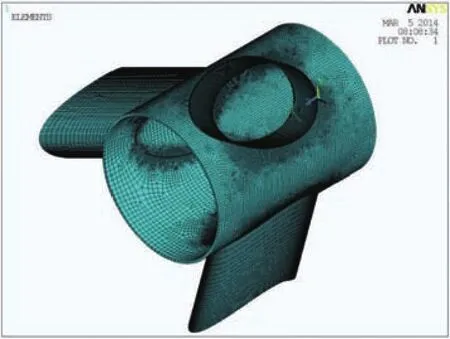
图1 常见的三桩导管架中的Y型管节点及网格划分
一、建立几何模型
海上风电机组桩基结构中Y型焊接管节点起主要支撑作用,此种焊接管节点在海上风电机组桩基中较为常见。主管外焊接三个支管,本示例主管直径φ630cm×8cm,支管直径φ260cm×4.4cm,其几何模型和单元划分情况如图1所示。
二、网格划分
温度场在焊缝及其附近分布十分不均匀,应加密网格;远离焊缝区域温度变化相对较小,可以适当减少网格的数量。本文网格划分采用映射网格,焊缝区单元尺寸大小控制在4mm左右,远离焊缝区域的单元尺寸控制在20mm左右。热分析单元采用三维八节点六面体单元SOLID70,焊缝及周围采用三维二十节点六面体单元SOLID90,以便在结构分析时转化为结构单元SOLID95,模拟焊缝熔化。
最终,我的答案是假如有人将这只天下大第一壶送给我,我不要,白送我也不要。或有人说:它的做工很精致呀,是由10余名工匠历时7个多月制成的。是的,可这又怎么样?既然无用,精制与粗制就没有什么区别。在废品上雕上画还是废品。或有人说,用掉上乘紫砂土1.5吨呢。是的,可这又怎么样?既然同样无用,材料是上乘的还是低劣的就没有什么区别。或有人说,它是当今世界最大的紫砂壶,是天下第一壶呀。是的,可最大又怎么样?天下第一又怎么样?无用的最大就是最大的无用。天下第一壶就是天下第一无用壶,这有什么值得炫耀的吗?
三、选择材料属性
(一)材料热物理参数
材料在不同温度下的线膨胀系数和导热系数会有明显的变化,如表1所示。本文在模拟过程中初始温度场温度设置为30℃。
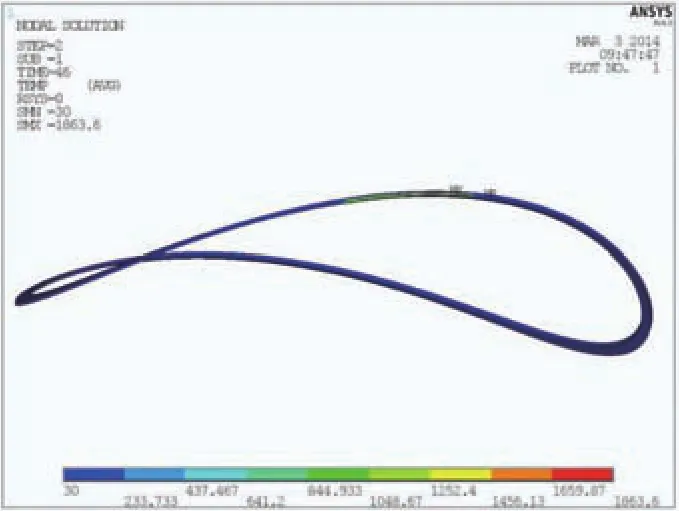
图2 焊接46s的温度场

表1 Q345钢材热物理性能参数
(二)材料的力学性能参数
材料的力学特性会在不同的温度时呈现不同的特性,特别是弹性模量和屈服强度的变化很显著,这对计算结果的影响很大。Q345钢在不同温度下的力学性能参数如表2所示。
四、焊接热源的施加
随着焊接过程的逐步进行,热源也在被焊接的构件上不断移动。可利用Ansys软件中的APDL语言编程实现这一动态过程:将空间上连续的运动在Ansys中转化到离散的时间域中,通过设定一定的时间步长,利用循环语句加载即可。将焊缝分为若干段,在各段依次加载内部热源。当下一段开始加载热源时,消除上一段施加的热生成率,将上一段加载所得到的温度场作为下一次加载的初始条件。依次在各段加载可模拟移动的焊接瞬态温度场。
五、焊接温度场的结果
焊接过程分内外两道焊缝。第一道焊缝完成后,中间冷却40s,待温度降至200℃以内时,再进行第二道焊缝的焊接过程。当焊接完成时,冷却至室温。图2为焊接时间为46s时热源在该处焊缝的温度场分布情况,可见未焊接的地方温度维持在30℃,而热源处温度达到1800℃以上。由图3可以看出在第一道焊缝焊接结束冷却40s后,焊缝处温度降为200℃以下,即可以开始第二道焊缝的焊接。
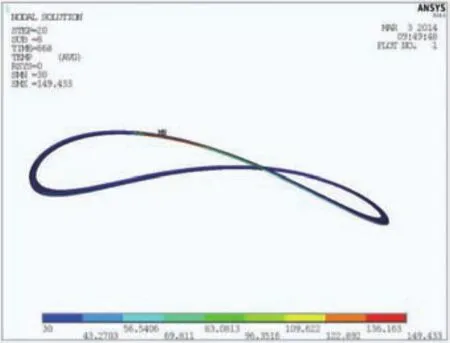
图3 第一道焊接完成冷却40s时的温度场
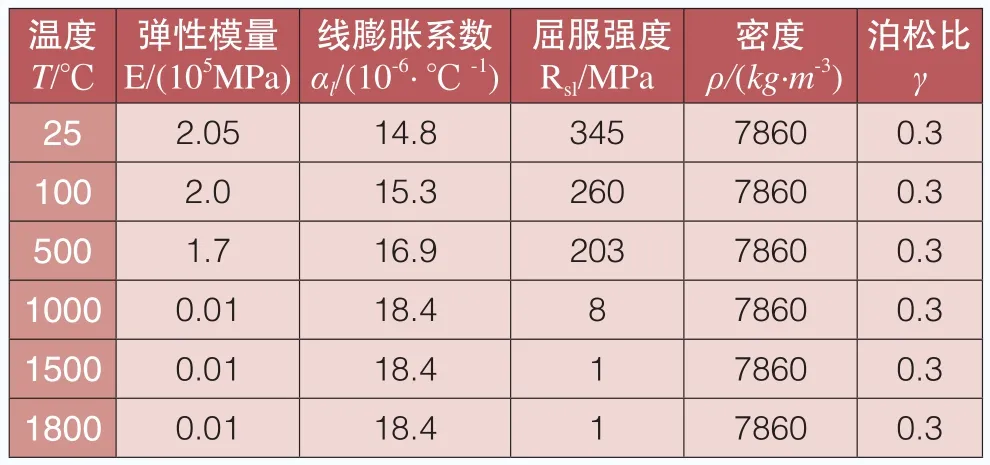
表2 Q345钢材力学性能参数
图4为热源运动过程中焊缝处的温度场情况,可见热源处焊缝温度达到2500℃以上。图5为冷却至30℃时的温度场分布情况,可以看出焊接构件经过1600s冷却后,结构整体温度趋于初始温度。
焊接应力场的模拟
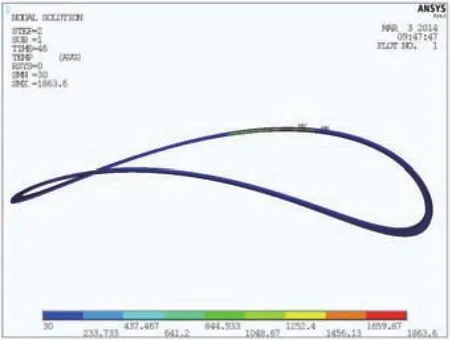
图4 第二道焊缝焊接460s时的温度场
在Ansys模拟焊接残余应力时,需要在确保焊接温度场正确后,将温度场的模型转化为应力求解模型,从而实现焊接应力场的模拟。
焊接应力场和残余变形计算,不需要再重新建立模型,而是采用温度场计算时的网格模型,但须将热单元转化为相应的结构单元,因此所用的SOLID70和SOLID90单元都有等效的结构单元,分别是SOLID45和SOLID95。
一、约束条件和荷载条件的施加
约束条件的加入是为了确保有限元模型正常计算,不出现可变体系。施加约束条件须适当,不能过强也不能过弱,这样才能保证焊接过程中应力和变形自由释放。焊接管节点施加的约束如图6所示,在主管的左端位置1限制所有的约束;位置2限制其转角;在支管的位置3限制转角。
通过Ansys的通用后处理器POST1程序,可以详细地查看焊接过程中温度场的变化及对应时间点应力场情况。这是由焊接单元逐步被激活过程决定的,应力场求解单元的激活顺序和激活时间要求相同。初始温度场也设定为30℃。
焊接过程温度变化大并且温度梯度也大,可以使焊接金属处于熔化状态。结构零应力状态指不包含应力和应变。这一过程可以采用单元生死技术进行模拟,当温度场的温度超过熔点(1500℃)时,将这些单元杀死,激活低于熔点温度的单元,从而模拟焊接过程的零应力状态。
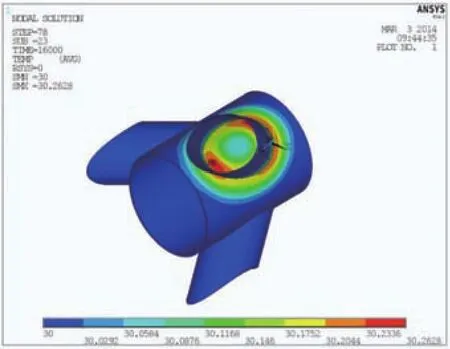
图5 冷却接近室温时的温度场
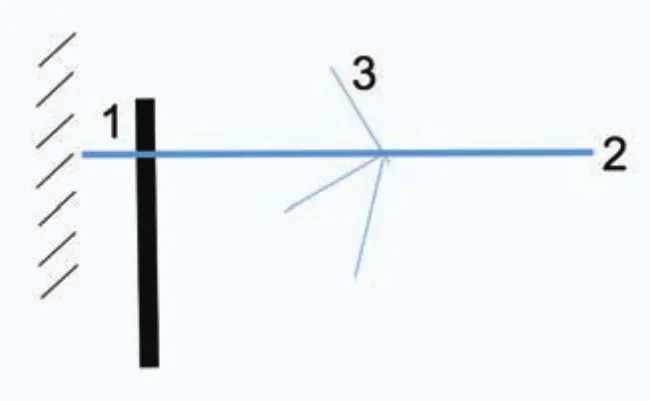
图6 结构施加的约束
二、焊接应力场的模拟结果
通过Ansys的通用后处理器可以得到焊接开始至冷却到室温过程中各个时间点结构上某点的各种应力、应变值或某点的值随时间的变化情况。本文主要关注焊接残余应力的分布情况,因此重点提取了冷却至室温时整个构件的应力值。
图7是冷却至室温时整体的焊接应力分布情况。可见焊接残余应力主要集中在焊缝周围,且应力值接近Q345钢的屈服强度,远离焊缝位置的焊接应力迅速衰减。
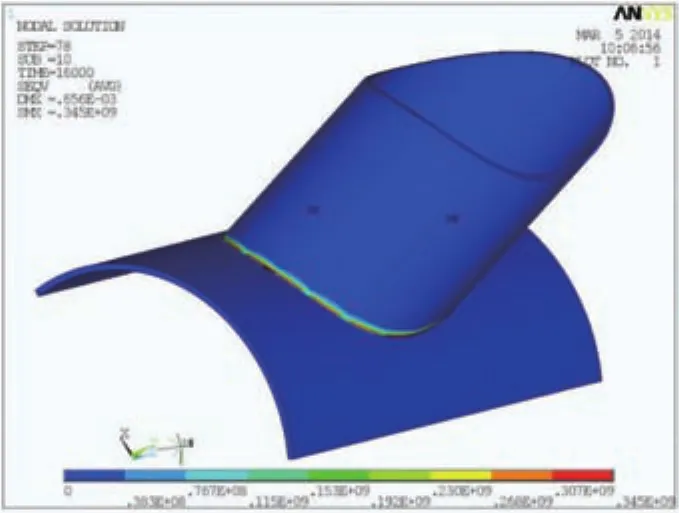
图7 冷却至室温时整体的焊接应力
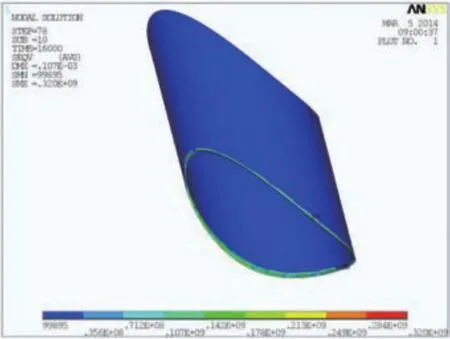
图8 冷却至室温时支管的焊接应力场
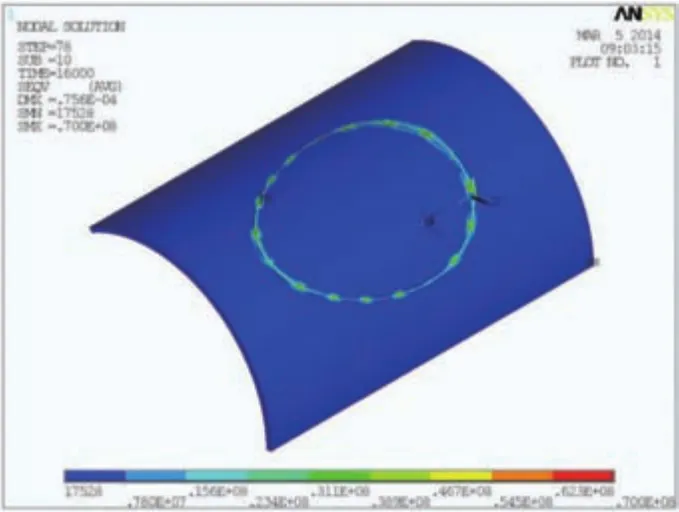
图9 冷却至室温时主管的焊接应力场
焊接残余应力分析
由焊接应力场模拟结果图7可以看到焊接残余应力主要集中于焊缝周围,远离焊缝的区域焊接残余应力急剧减小。因此焊接残余应力数值分析集中于沿焊缝环向分布情况和沿主管轴向过焊缝突变情况,后者主要表明焊接过程对原材料的影响。
比较图8、9与图7,可以看出与焊缝处的残余应力相比,支管上焊缝附近的残余应力大于主管上焊缝附近的残余应力,且在主、支管连接处有较大的焊接残余应力分布。
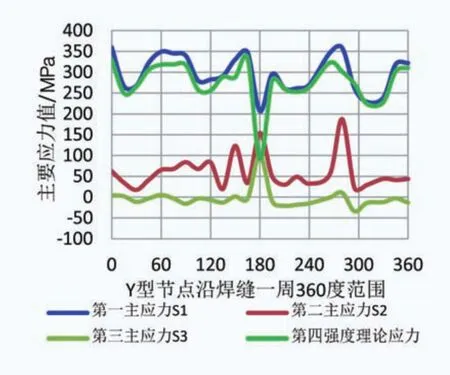
图10 沿焊缝一周焊接残余应力
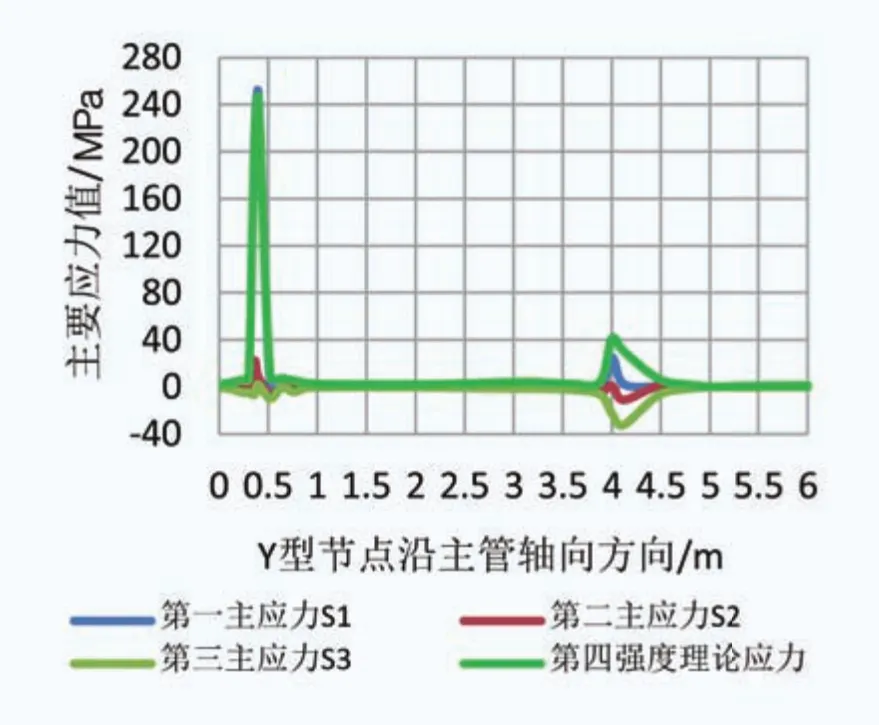
图11 沿主管轴向过焊缝残余应力的分布
通过提取焊接残余应力并进行结果分析,可以得到如图10、11的焊接残余应力分布结果。图10为沿焊缝环向焊接应力分布情况,图11为沿主管轴向过焊缝焊接应力分布情况。由图10可以看到沿焊缝的环向应力起伏变化,基本都达到了300MPa(按第四应力强度理论)。第一主应力呈拉应力状态,数值在260MPa以下,第二主应力呈拉应力状态,数值在100MPa左右,第三主应力基本处于压应力状态,数值很小。由图11可知,距离焊缝远的位置,应力值基本降为零;在焊缝位置应力值达到最大,但应力大小并不关于支管中心对称分布,而是Y型交接处一侧数值远远大于另一侧数值。图中显示的应力数值为焊缝边缘的节点应力值,在焊缝中心焊接残余应力值基本达到屈服强度260MPa。
结论
本文在Ansys环境下对海上风电机组桩基基础中常见的焊接结构Y型管节点的焊接过程进行有限元仿真模拟分析,建立了圆管相贯节点焊接温度场和应力场三维有限元分析模型,模拟计算了焊接过程中的温度场和焊接应力场的分布情况。得出主要结论如下:
(1)温度场的分析表明,用单元生死功能并考虑生热率作为内部热源的加载方式模拟焊接过程是可行的。(2)应力场采用热-应力间接耦合法进行,利用单元生死技术实现熔池的移动,焊接熔池部分因为温度太高,其应力几乎为零。随着热源的移动,熔池不断向前推进,零应力区域逐渐减小。冷却过程中,随着时间的增加,残余应力趋于稳定。(3)应力场分析表明Y型节点相贯线处存在很大的残余应力。除了在端部有很小的压应力外,其余均为拉应力。焊接残余应力主要集中于焊缝处,远离焊缝的区域,焊接残余应力数值急剧减小。

摄影:徐宁
因此,残余应力对钢管相贯焊接节点受力性能的影响不容忽视。焊接残余应力对在线焊接后结构的强度性能产生了较大的影响,故应尽量消除残余应力。在进行强度性能研究时,宜充分考虑残余应力的影响。
