火电厂磨煤机钢球装载量与电机电流的关系分析
2019-06-14王承亮
王承亮
(华电国际技术服务分公司,济南 250014)
0 引言
近年来,随着煤价的持续上涨、环保成本的日益升高和竞价上网火电经营形势的变化,火电厂的生产经营形势异常严峻,摆在火电厂面前的就只有深度挖潜增效、深度科技创新唯一一条出路。俗话说“落后就要挨打”,当前火电厂也面临着落后就要被淘汰的被动局面,这就要求火电人要本着“点点滴滴降成本,时时刻刻增效益”的理念,走出精细化管理深度挖潜增效“老路”的新高度。制粉系统是为火电厂锅炉燃烧提供合格煤粉的重要辅助系统,经过初步调研分析,我国火电厂300 MW等级及以上机组钢球磨煤机制粉系统所占比例在30%以上,磨煤机钢球装载量、钢球配比、通风量及衬板性能等因素是影响磨煤机工作性能的重要因素,且调研发现钢球磨煤机钢球装载量管理仍处于技术依据缺乏的粗放管理状态[1],具有一定的挖潜空间[2]。故本文重点通过试验手段研究钢球磨煤机钢球装载量与电机电流的关系[3],根据试验情况提出磨煤机电流与钢球装载量的预测关系式,为指导钢球磨煤机钢球添加提供指导依据,从而保证磨煤机有相对稳定的制粉能力。
1 试验单位钢球磨煤机制粉系统设备规范
为掌握钢球磨煤机钢球装载量与电机电流的关系,本课题共选取了3个单位的制粉系统进行试验研究,分别为十里泉电厂#6锅炉B磨煤机(设备规范见表1)、青岛电厂#2锅炉B磨煤机(设备规范见表2)、青岛电厂#4锅炉A磨煤机(设备规范见表3)。
2 钢球装载量与电机电流关系研究试验
调整钢球加载量,将磨煤机内的钢球量减到最少但磨煤机仍能满足锅炉实际最大负荷时的出力需求,同时煤粉细度达到设计值要求,此时制粉电耗最小。最佳钢球加载量确定后,后续试验均在选定的磨煤机和对应钢球加载量下进行[4]。磨煤机钢球装载量与磨煤机电机的运行电流有对应关系,因此,在空磨加煤前测量不同钢球装载量下的磨煤机电流,作为求得钢球补加量的依据,并绘制磨煤机电流和钢球装载量的关系曲线。钢球配比按 3∶3∶3执行。
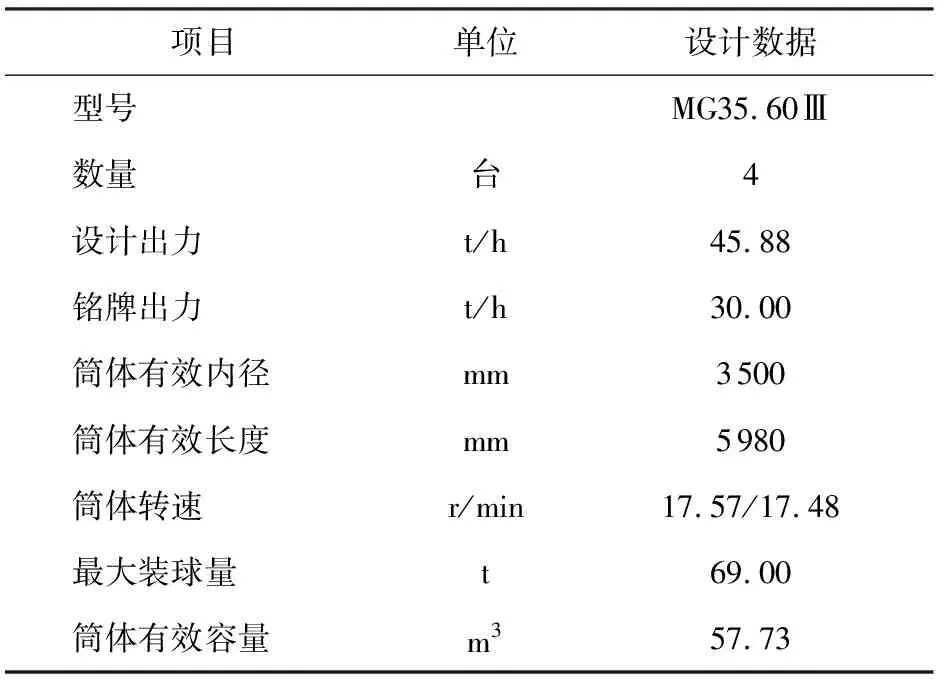
表1 十里泉电厂 #6锅炉磨煤机制粉系统设备规范Tab.1 Equipment specification of coal mill pulverizing system of No.6 boiler in Shiliquan Power Plant

表2 青岛电厂 #2锅炉钢球磨煤机制粉系统设备规范Tab.2 Equipment specification of steel-ball coal mill pulverizing system of No.2 boiler in Qingdao Power Plant
磨煤机钢球加载运行要分步增加钢球量,并记录每一步磨煤机的运行电流。
第1步:空磨运行,建议运行0.5 h;
第2步:加载1/4额定装球量运行,建议运行0.5 h;
第3步:加载2/4额定装球量运行,建议运行0.5 h;
第4步:加载3/4额定装球量运行,建议运行0.5 h;
第5步:加载4/4额定装球量运行,建议运行0.5 h。
注:①哈氏可磨性指数(HGI)=50,w(H2O)=8%,75%通过200目筛。
磨煤机检修以后加钢球时采用小车加装,一般按单车的钢球质量乘以车数来计算钢球质量,但每车钢球质量不均匀,从而给钢球的计量带来误差,因此,磨煤机的钢球装载量在试验前应进行复核(最终以复核为准)。钢球装载量测量及计算示意图如图1所示,测量磨煤机内钢球球位的计算公式为
m=SLρ,
式中:α为圆心角,(°);d为轴颈处直径,m;h为球面至轴径下缘处距离,m;D为磨煤机筒体直径,m;S为钢球磨煤机横截面中钢球所占的面积,m2;L为磨煤机筒体长度,m;m为磨煤机钢球装载量,t;ρ为钢球堆积密度,筛选过的钢球取ρ=4.90 t/m3,未筛选过的钢球取ρ=5.00 t/m3。
加煤后,进行不同的装球量试验。维持分离器挡板开度不变,系统通风量按计算最佳通风量控制,调节热风调节阀,使磨煤机入口温度在设计值附近变化,以保持磨煤机出口温度不变,调整至对应钢球

表4 钢球加载试验数据Tab.4 Data of steel-ball charging test
注:0批次为未加入钢球时的数据;1,2,3,4批次为分别加入12.00 t钢球时的数据。

图1 钢球装载量测量及计算示意Fig.1 Measurement and calculation of the charge of steel balls
装载量磨煤机的最大出力(以不堵磨煤机为原则),记录制粉系统各设备运行参数。在不同钢球装载量下测定磨煤机的最大出力、电流、磨煤机和风机功率、煤粉细度,将磨煤机的出力和磨煤机电耗、制粉电耗换算至同样煤粉细度下,并绘制磨煤机的出力、磨煤机电耗、制粉电耗和钢球装载量的关系曲线。制粉电耗最低时的钢球装载量为最佳钢球装载量[5]。磨煤机出力和磨煤机细度的关系按式mB=[ln(100/R90)]-0.5进行换算。
在进行最佳钢球装载量试验前,应进行最佳钢球装载量的计算。最佳钢球装载量的计算公式为
mb,opt=Vρøb,opt,
V=(π/4)D2L,
式中:mb,opt为最佳钢球装载量,t;V为磨煤机筒体体积,m3;L为磨煤机筒体长度,m;øb,opt为最佳钢球装载系数。
在试验机组条件允许的情况下,进行最佳钢球装载量试验时应将原磨煤机内钢球全部倒出筛选。若试验机组在正常条件下运行,磨煤机筒体不能清空钢球而重新选配钢球时,可通过停止补充钢球的方式来减少钢球加载量。选一台磨煤机,若干天内停止补充钢球,钢球量较正常运行时减少约30%。试验过程中,可根据磨煤机出力、料位情况补充钢球量。磨煤机出力逐步增加至最大值, 一次风风煤比、料位保持不变,待磨煤机料位及电流稳定后,记录磨煤机功率,测试煤粉细度。如煤粉细度超过合理范围,可通过调整分离器折向门挡板开度来调节煤粉细度。
3 试验结果及数据分析
3.1 十里泉电厂6B磨煤机试验结果及数据分析
试验于磨煤机检修完成后在6B磨煤机进行[6],规格ø30,ø40,ø50 mm的钢球各占1/3,钢球装载总量48.00 t,分4批次加入,每批次12.00 t。根据电厂以往运行经验,在现有锅炉负荷及运行方式下,磨煤机钢球装载量在48.00 t时比较合适,因此本次试验钢球按48.00 t装载,试验及计算数据见表4。
由前期试验已得到钢球加载量与电流的工业应用推荐经验公式
In=I0e0.014m(指数拟合) ,
In=I0+m(线性拟合),
式中:In为磨煤机电流(带载无煤),A;I0为磨煤机空载电流,A。
通过本次试验进一步验证该经验公式的误差满足工业应用要求,由表4可以看出:随着磨煤机装球量增加,误差减小;当接近优化运行工况时,误差最小(指数公式的误差<3.00%,线性公式的误差<1.50%)。
3.2 青岛电厂2B磨煤机试验结果及数据分析
试验于磨煤机检修完成后在2B磨煤机进行[7],规格ø30,ø40,ø50 mm的钢球各占1/3[8],钢球装载总量60.00 t,分4批次加入,每批次15.00 t。每次运行半小时,记录每一步磨煤机的运行电流。磨煤机电流与钢球装载量的指数函数拟合、线性函数拟合和二次函数拟合3种经验公式进行误差分析见表5。
3.3 青岛电厂4A磨煤机试验结果及数据分析
试验于磨煤机检修完成后在4A磨煤机进行[9],规格ø30,ø40,ø50 mm的钢球各占1/3,钢球装载总量60.00 t,分4批次加入,每批次15.00 t。根据电厂以往运行经验,在现有锅炉负荷及运行方式下,磨煤机钢球装载量在55.00 t时比较合适,因此本次试验钢球按60.00 t装载。磨煤机钢球添加试验数据见表6。
磨煤机电流与钢球装载量的指数函数拟合、线性函数拟合和二次函数拟合3种经验公式进行误差分析见表7。

表5 经验公式误差分析1Tab.5 Error analysis 1 of empirical formula
注:0批次为未加入钢球时的数据;1,2,3,4批次为分别加入15.00 t钢球时的数据。

表6 磨煤机钢球装载量试验数据Tab.6 Data of steel-ball charging test for coal mill
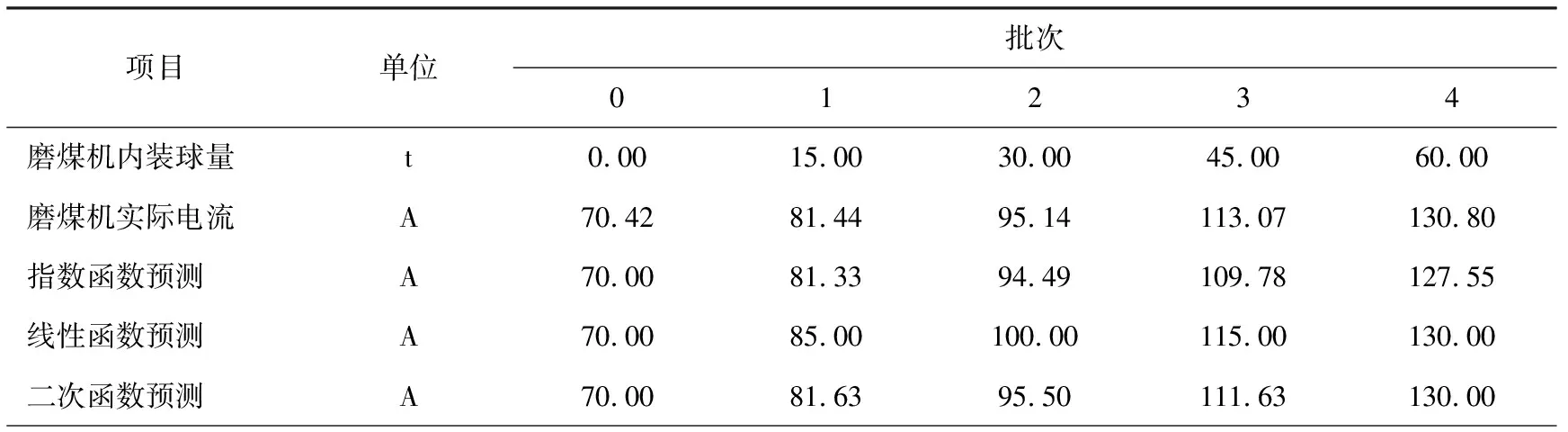
表7 经验公式误差分析2Tab.7 Error analysis 2 of empirical formula

续表
注:0批次为未加入钢球时的数据;1,2,3,4批次为分别加入15.00 t钢球时的数据。

表8 磨煤机钢球装载量与磨煤机单耗数据Tab.8 Steel-ball mill charging amount and unit pulverizing unit consumption
从表7可以看出:目前常规认为钢球加载量与电流的工业应用经验公式为1.00 A/t,通过本试验得到钢球加载量与电流的关系为1.02 A/t,与经验公式接近。推荐钢球加载量与电流的工业应用线性经验公式为
In=I0+m,
I=I0+G+xmB,
式中:I为磨煤机电流(带载加煤),A;mB为磨煤机出力,t;x为磨煤机带载加煤修正系数,视实际煤种不同取0.18~0.25,如无实际试验数据修订可估取为0.20。
如果试验前没有得到空载电流,还可根据磨煤机厂家提供数据及实际测量数据计算,厂家推荐钢球磨煤机空载电流经验公式为
I0=3.2D×2.4L/(1.732×0.8U) ,
式中:U为电机电压,kV。
3.4 磨煤机电流与钢球装载量的关系
为了得到磨煤机电流与钢球装载量的关系,分别在十里泉电厂6B磨煤机、青岛电厂2B磨煤机和4A磨煤机进行了磨煤机钢球装载量试验,试验数据见表4、表5、表7。考虑实际装球量、试验误差及工业应用的简便快捷性,通过本次试验可以初步得出以下经验公式。
(1)指数拟合公式。磨煤机电流(带载无煤)In=I0eam,磨煤机电流(带载加煤)I=I0ea(m+mB),式中:a为调整系数(试验得到,本次试验分别为0.010,0.014,0.017 5)。
(2)线性拟合公式。磨煤机电流(带载无煤)In=I0+m,磨煤机电流(带载加煤)I=I0+m+xmB。
3.5 磨煤机电耗与钢球装载量的关系
青岛电厂、十里泉电厂现场试验数据汇总见表8,分析得到的磨煤机钢球加载量与磨煤单耗的关系曲线如图2所示。

图2 磨煤机钢球加载量与磨煤单耗关系曲线Fig.2 Curve of the relationship between the charge of steel-ball and pulverizing consumption per unit
试验数据显示,对于钢球磨煤机而言,当钢球装载系数在0.10~0.35之间或小于最佳钢球装载系数时,如果通风量和煤粉细度保持不变,则
Em=Cm-0.3,
式中:Em为磨煤电耗,(kW·h)/t;C为比例常数。
磨煤电耗随磨煤机钢球装载量m的增加而增大,同时磨煤机出力增加。对于钢球磨煤机来言,沿筒体的半径方向各钢球载荷层的工作效益是不一样的,处在外层的钢球提升的高度最大,钢球的工作效率也最高。但当m大于最佳钢球装载量时,由于在内层的钢球份额增加,从整体上看降低了钢球的工作效率,磨煤机出力反而会下降,Em会增大。
4 研究建议
4.1 磨煤机最佳钢球装载量建议
确定最佳钢球装载量时,可先由经验公式得到磨煤电耗最小时的最佳钢球装载系数,确定最佳通风量和最佳钢球装载量,然后通过调整试验找出磨煤机出力最大、制粉电耗最低的钢球装载量即为最佳装载量[10]。通过在青岛电厂4A,2B磨煤机和十里泉电厂6B磨煤机上进行装载量试验,得出最佳装载量数据见表9。
由表9可以看出,试验磨煤机钢球装载量都没有达到最佳钢球装载量。从图2也可以看出,随着钢球加载量增加,磨煤机出力增加,磨煤单耗下降。当煤粉细度保持一定时,随着钢球载装量的增大,一开始磨煤出力增加,但随后逐渐趋缓,磨煤单耗则是先降低、后升高,与单位磨煤电耗最低点对应的装球量为最佳钢球装载量。由于磨煤过程中能量主要消耗于转动筒体和提升钢球上,所以,在机组出力允许的条件下,在一定范围内降低某台磨煤机钢球装载量是提高磨煤机运行经济性的有效手段。同时,要提高磨煤机出力,在增加钢球装载量的同时,也应增加磨煤机的通风量并提高干燥剂的初温。
4.2 添加钢球方式及添加量建议
磨煤机在运行中由于钢球磨损,质量不断减小,应定期补充钢球至最佳钢球量,以恢复磨煤机的磨制能力[11]。目前,大部分电厂加球方式是规定磨煤机空载电流的上下限制值,当磨煤机空载电流下降到下限制值后,集中加一次钢球,使空载电流上升到上限制值。该方式导致磨煤机钢球装载量无法保持在一个最佳的水平,并存在加球方式凭经验、钢球配比没有一定的概念、加球只加大球及煤粉细度R90控制不合理等诸多问题。本课题通过数据整理得到了钢球磨煤机钢球装载量与磨煤机电流的经验公式,以及基于HGI和R200参数的加球指导原则,具体见表10。

表9 最佳钢球装载量试验数据Tab.9 Optimum charge of balls test data

表10 基于HGI,R200参数的加球指导原则Tab.10 Guiding principle of charge of balls based on HGI value and R200 parameter
钢球磨煤机的钢球会磨损,应定期补充钢球。对于大多数煤种(HGI在50左右),钢球磨损速度一般为0.03 kg/(h·t)左右,根据计算每天补充大约40 kg钢球。可采用“少餐多食”的加钢球方式,当R200偏大时,需要加一定量的小钢球,保证磨煤机空载电流保持平稳,确保钢球的装载量始终保持在最佳水平。建议中储式制粉系统钢球磨煤机要采取相应措施,保证达到最佳钢球装载量。
5 结束语
本文重点通过试验手段研究钢球磨煤机钢球装载量与电机电流的关系,根据试验情况,通过数据分析提出磨煤机电流与钢球装载量的预测关系式和最佳钢球装载量,并提出了磨煤机正常运行中钢球添加方式及添加量指导建议,从而保证磨煤机有相对稳定的制粉能力。