浅谈板坯连铸火焰切割机结构设计
2019-06-13周红梅
周红梅
(扬州宏诚冶金设备有限公司,江苏 扬州 225200)
板坯连铸火焰切割是板坯连铸的尾部工序,把矫直的连铸热坯切割成所需的固定长度。能在高温连续生产条件下,快速完成定尺切割。该切割机由切割车大车架、大车行走传动、割枪小车、同步机构、粒化水装置、配管系统、行程控制系统、拖链、切割车防热装置、能介控制系统等主要部件组成。火焰切割机是通过位于切割机大车架下部,能够控制伸缩的下压机构,接触流动的凝固铸坯,带动整个火焰切割机同铸坯同步运动。位于大车架前部布置两台能够水平移动的割枪小车,割枪小车上各配备一把水冷重型割枪与割嘴,通过与铸坯的相对水平运动完成切断钢坯的任务。
1 与火焰切割机相关的设计参数
铸机参数:1机2流;流间距:6500mm。铸坯断面规格:厚度:210、230mm;宽度:900~1650mm;铸坯切割温度:≥800℃;切割钢种:普碳钢,低合金钢,弹簧钢;铸坯拉速:0.8~1.8m/min;切割燃气介质:液化石油气。
2 火焰切割机的结构设计
(1)大车架是板坯火焰切割机的主体承载车体,所有的设备部件都安装在此。车架上。该车架需要承载5吨以上的设备重量,并且长期位于高温钢坯上方。将大车架设计成能够水冷循环的水冷箱,用厚锅炉钢拼焊,中间布置多排立板,与若干圆钢支撑加固,形成独立的水循环通道。车架采用整体回火处理。进出水口位置设计高差,给循环水面至箱顶留有部分的空间,防止高温下断流时蒸汽爆裂车箱,与低温下结冰冻裂车箱。
(2)大车行走传动共两套,左右对称,各由带制动的交流变频电机(制动器 DC24V)和直联型斜齿轮、螺旋锥齿轮减速器组成。其输出轴为空心轴,套装在切割机的两个主动车轮轴上。并有法兰与车轮箱连接,起支承及抗扭转作用配置交流变频器来实现切割机的快速及慢速运行。两台减速机带动大车架前面两个主动车轮行走,左边为槽形轮,右边为平轮。大车架后面装有两个从动车轮。左边为槽形轮,右边为平轮。槽形轮用来导向切割机行走。
(3)割枪小车。在大车架的前面两边分别布置2台割枪小车,由小车架体、割枪行走减速机、行走导轮、割枪支架、柔性边缘探测器、割枪、割嘴等组成。
(4)同步机构。由夹紧架、铰座支架、双行程气缸、活塞杆、耐热压头、防热板等构成。双行程气缸通过气缸绞座固定在大车架上,可更换的耐热压头固定在夹紧架的底端与钢坯接触的位置,气缸的伸缩杆与活塞杆连接,活塞杆通过自润滑轴承与夹紧架连接转动。夹紧架的后部通过铰座支架与大车架连接。气缸头伸出第一个行程时,耐热压头接触到铸坯,伸出第二个行程时,耐热压头压紧铸坯,使大车架与铸坯同步运动。
(5)粒化水装置。由粒化水管、粒化水气控阀、粒化水喷嘴等组成,安装在割枪的外侧。粒化水气控阀与切割氧同时启闭,切割开始后,常温的高压水通过粒化水喷嘴冲向铸坯割缝下部,将高温切割熔渣冲成颗粒状落入渣沟中。喷嘴的喷射角度灵活可调。
(6)配管系统;大车架左侧布置有大拖链,钢厂的燃气、氧气、压缩空气、冷却水、粒化水通过高压胶管有序布置在大拖链内,使各气、水源管路与火焰切割机顺利移动。①氧气管路经过大拖链后分成两路,一路为切割氧管路,一路为预热氧管路。由于割枪小车上分别布置切割枪与取样枪,割氧管路和预热氧管路通过能介控制箱后,分别分成4路控制对应的割枪。②燃气总管在总进管上安装过滤器,燃气过大拖链后进入能介控制箱后分成4路,每路管路上配有球阀、带旁路的电磁阀和减压阀,分别控制相应的4把割枪。③压缩空气进入能介控制站后,在站内经过滤器、减压器、油雾器三联件处理后出能介站,由软管送往同步机构的气缸。④冷却水管路:冷却水上切割车分为两路,一路经大拖链上切割车后从车架前部左侧进入车架进行内循环,然后从车架后部右侧出车架后进入栏杆(一)、压头、栏杆(二),再通过流量开关进入回水管,回水管经大拖链上的回水软管(通径1)送回车间回水管。另一路经小拖链送往试样枪和主割枪,割枪回水经小车架后,通过小拖链内软管经流量开关并经大拖链上回水软管(通径1)送到车间回水管。
(7)行程控制系统。①切割机相对原点的位置控制;是由切割机位置判断装置上的光电编码器计数发讯并控制。②切割机在切割过程中相对于切割区内任一辊道的位置控制。是由切割机位置判断装置上的光电编码器计数、发讯并控制。③割枪小车原位和极限位控制。割枪小车的外侧各装有一个接近开关,与安装在小车导轨上的感应片相配合,作为小车后退至原点和前行至极限位的限位。④割枪跟踪控制;割枪小车传动装置的电机联轴器外壳上装有一个接近开关感应块在联轴器上,电机每转一圈,接近开关发一个脉冲信号。⑤压头上位;同步气缸处装有一个接近开关,当压头处于上位时,向主控室发出信号,以便进行送引锭杆操作。
(8)拖链。①大拖链,一套,拖链选用TL125Ⅲ型结构,内置隔条位置可随意调节。拖链内共布置了6根橡胶软管,其中氧气、燃气、压缩空气软管各1根,冷却水进水、冷却水回水和粒化水软管各1根,并有连接机上电气元器件接线的电缆穿过。②小拖链,两套,拖链选用TL95Ⅲ型结构,内置隔条位置可随意调节。拖链内共布置了5根橡胶软管,其中割枪切割氧、预热氧、燃气软管各1根,冷却水进水和冷却水回水软管各1根,并有连接机上电气元器件接线的电缆穿过。
(9)切割机防热装置,由水冷系统和非水冷系统两部分组成。其中水冷系统由水冷大车架、水冷同步压头、水冷小车体、水冷割枪、等密封的钢结构组成。非水冷系统是用钢板和不锈钢板制成的防热板,其中切割机行走车轮箱防热板、割枪小车拖链防热板、同步气缸防热板、能介阀站及机上接线端子箱防热板均用碳钢板制成,而割枪小车下导轨防热板及水冷同步压头下部的防热板则用不锈钢板制成。
3 火焰切割机主要性能、参数
(1)运动参数。切割车运行速度:2.5~20m/min(VVVF);割枪小车行走速度 0~3.2m/min(VVVF);割枪标准切割速度 250~450m/min(VVVF)。
(2)结构参数。轨距:5800mm;轮距:1300mm;辊道面至轨道面高差:340mm;铸流中心至导向轨距离:3400mm(左右对称);切割车行程:8500mm;割枪行程:3000mm;割枪数量:4把(2主/2试样);割缝:≤4mm。
4 切割机的能介控制系统
(1)简述
板坯连铸火焰切割能介控制系统就是将钢厂的气源通过过滤、减压、调整到火焰切割枪正常切割钢坯所需气体的工作压力与要求。用一套能介控制站控制一台切割车上的四把割枪和一个气缸;为立式框架结构。
(2)主要参数
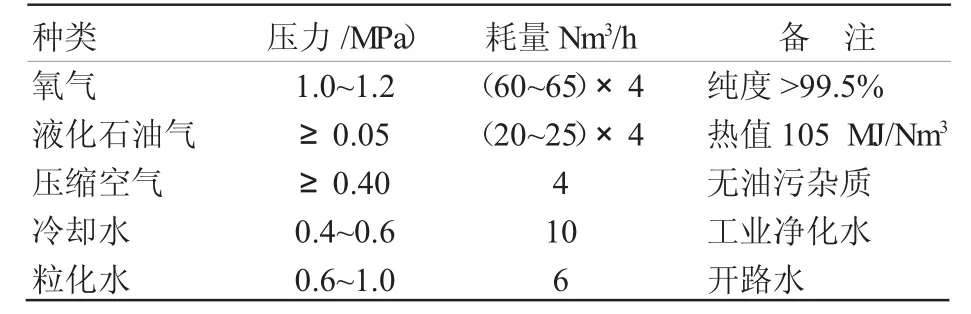
表1
(3)结构与组成
1)结构:能源介质控制系统由各种阀类、各种管路以及割枪、割嘴所组成。
2)阀类共有七种类型:①在能源介质各进气总管和分路管道上的都安装有球阀,用来手动控制本管路的开闭;②在割枪预热氧进气管和燃气进气管上装有各自的止回阀。用来防止割枪回火,型号分别为Z073和Z075;③在切割氧、预热氧气和燃气分管上,分别装有各自的气体减压阀,用来减压、调节、稳定本管路的气源压力。其中切割氧减压阀为YQJ-16;预热氧减压阀为YQJ-5;燃气减压阀为RQJ-4。④在氧气和燃气分管上,分别装有各自的二位二通电磁阀,用来自动控制每一路气源的开闭,切割氧电磁阀型号为0927300,预热氧与燃气电磁阀的型号都为0927200;⑤在预热氧和燃气管电磁阀的旁路上的装有旁路气体调节阀,用来开启割枪点火预热氧与燃气,其型号为DP5;⑥在压缩空气总管路上装有的气源处理装置三联件,起着过滤、减压、油雾的作业,其型号为399.293;⑦在同步气缸控制管路上的二位三通和二位五通电磁阀,二位三通用来控制一次下压,其型号为9857MFN-3-1/2,二位五通电磁阀用来控制二次下压,其型号为6420MFN-5-1/2。
5 结语
板坯连铸火焰切割机在冶金连铸设备中,属于自动化程度较高的机电一体化设备,随着科技的发展与冶金连铸技术的不断提升,部分结构在不断的改进中,我们也在不断的学习与引进国际先进技术,为该领域的创新而努力。
