一种高抗机械荷载PERC单晶硅太阳电池的设计
2019-06-11晶澳太阳能有限公司刘苗严金梅赵江雷张朔龙张豪伟
晶澳太阳能有限公司 ■ 刘苗 严金梅 赵江雷 张朔龙 张豪伟
0 引言
随着社会的进步,各种用电设施层出不穷;电力的消耗不断上升。传统的火力发电仍是目前主流的发电方式,但其对于化石能源的消耗量大且能源利用率低、环境污染严重;而风力发电虽然无污染,但是噪音大且对安装位置及周边环境要求高;于是在这种情况下,作为新能源的光伏发电受到了人们的广泛关注。
根据材质的不同,太阳电池可分为晶体硅太阳电池和非晶体硅太阳电池。根据工艺的不同,晶体硅太阳电池可分为单晶硅太阳电池与多晶硅太阳电池[1];按照掺杂类型的不同,晶体硅太阳电池还可分为p型和n型晶体硅太阳电池。目前,p型单晶硅太阳电池产业化推广最多。
近年来,随着太阳电池技术不断更新,普通p型单晶硅太阳电池的转换效率已达到20%以上,新开发和产业化的钝化发射极和局部背接触(PERC)太阳电池的平均转换效率更是接近22%。选择性发射极(SE)技术的研发及量产使PERC电池正面的转换效率进一步得到了大幅提升。“SE+PERC”技术已经以绝对的效率及功率优势全面替代传统的单晶硅太阳电池工艺。
虽然“SE+PERC”技术的量产使PERC单晶硅太阳电池的转换效率大幅提升,但激光的引进加剧了采用该技术的光伏组件机械荷载失效的风险。为了解决光伏组件机械荷载失效问题,部分厂家开始采用半片电池技术或对组件添加横梁支撑等方式,但采用这些方式会进一步增加PERC光伏组件的成本。
本文在不增加组件成本的前提下,通过优化电池设计来解决PERC光伏组件机械荷载失效的问题。
1 实验设计
1.1 实验仪器
采用自制的单片电池弯曲应力测试仪对电池进行弯曲应力测试;采用中建材自动机械荷载试验设备对组件进行机械荷载测试;采用Pasan高精度I-V测量系统测量实验前后组件的功率情况。
1.2 实验样品处理及过程设计
实验选取7片硅片,所用硅片为松宫电子材料有限公司生产的单晶硅8寸硅片(同一根硅棒切割而成),电阻率范围为1~3 Ω·cm,硅片厚度为 180 μm。
采用图1所示的PERC太阳电池工艺流程,将7片单晶硅硅片制成PERC单晶硅太阳电池,但在进行了正面镀膜处理后,根据不同的工艺,设计成7个不同的样品。
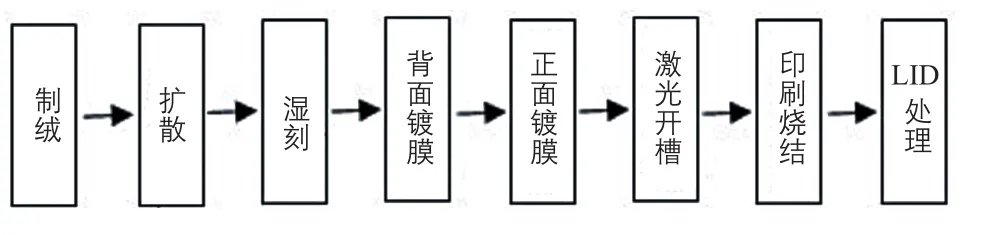
图1 PERC太阳电池工艺流程
样品1~样品7均为成品PERC单晶硅太阳电池,各自在制作中的不同点体现在:样品1为3根主栅,样品2为4根主栅,样品3为5根主栅,样品4在激光开槽时背面电极的激光线采用连续贯穿设计,样品5在激光开槽时背面电极的激光线采用段式断开设计,样品6的背面电极与背电场连接处的两端采用搭接设计,样品7的背面电极与背场连接处的两端采用断开设计;除以上不同工序外,其他工序不变。
2 结果与分析
通过四点弯曲法测试主栅数量分别为3根、4根、5根的样品1、样品2及样品3的弯曲力学性能。3个样品的抗弯强度如图2所示。

图2 不同主栅数量的样品的抗弯强度情况
由图2可知,主栅数量不同的3个样品之间的抗弯强度差异很小;样品2的受力位置刚好在电极区域,造成其抗弯强度与样品1和样品3相比偏低[2];但总体而言,三者的抗弯强度都较差。
电池片电极区域的抗弯强度差主要是因为在PERC单晶硅太阳电池的制作过程中,背面镀膜(Al2O3薄膜+Si3N4薄膜)之后,由于Si3N4薄膜本身不导电,需引进激光开槽工艺将高能量的激光束聚焦于硅片表面,从而将硅片表面已经镀好的背面钝化膜开槽,在印刷过程中浆料才会通过激光开槽线与硅片形成欧姆接触;但是激光开槽过程中难免会对硅片表面造成损伤[3],尤其是在电极位置。
以四点弯曲法测试样品4和样品5的抗弯强度,测试结果如图3所示。

图3 不同激光线开槽方式的样品的抗弯强度
由图3可知,背面电极的激光线采用段式断开设计的样品5的抗弯强度有明显提升。这是因为电池在印刷烧结过程及组件焊接过程中,电极位置由于材料的热膨胀系数不同导致残余热应力加剧裂纹成核[4-5],电池从而产生裂纹甚至碎片,而激光开槽过程中在背面电极位置的损伤会进一步加速裂纹成核。但背面电极的激光线采用段式断开设计可以避免这一问题的产生。因此,以样品5的工艺方式作为组件机械荷载测试的备选方案之一。
以四点弯曲法测试了样品6和样品7的抗弯强度,测试结果如图4所示。

图4 背面电极与背电场连接处采用不同连接方式的样品的抗弯强度
由图4可知,背面电极与背电场连接处的两端采用断开设计的样品7具有更好的抗弯强度。这是因为背面电极四周和背电场有部分重叠,为了保证电池内部的电子能够充分的传导至背面电极上,重叠区域与背面电极会存在一定的高度差;而电池在串焊成组件之后,在机械荷载测试过程中,组件受到压力而局部变形,变形过程中焊带在重叠区域由于高度差的影响导致受力不均匀,从而会加剧电池裂纹的产生,但背面电极与背电场连接处的两端采用断开设计可以解决这一问题。因此,以样品7的工艺方案作为组件机械荷载测试备选方案之一。
由于电池的抗弯强度与组件的机械荷载测试结果并非一一对应关系,最终的解决方案还是要以组件的机械荷载结果来评判。因此,将样品5与样品7的电池工艺相结合制作成组件(改良型组件),并与常规的PERC单晶硅太阳电池制成的组件进行机械荷载测试,测试结果如表1所示。

表1 2种组件类型的机械荷载测试结果
由表1可知,改良型组件的功率衰减远小于常规PERC单晶硅光伏组件的功率衰减;并且根据行业标准,光伏组件机械荷载试验在标准测试条件下的最大输出功率衰减不得超过试验前的4%,而改良型组件的功率衰减仅0.32%左右。由此可知,将样品5与样品7的电池工艺相结合制作成改良型组件后,该类组件的抗机械荷载能力强。
3 结论
本文针对PERC单晶硅光伏组件机械荷载失效的问题,将电池的工艺流程进行了优化,测试后得到以下结论:
1)背面电极激光线采用段式断开设计的方式,可有效避免激光线在背面电极位置造成损伤而加剧裂纹成核,以及由此导致的电池在机械荷载测试中碎裂的情况。
2)背面电极与背电场连接处的两端采用断开设计,可避免焊带在焊接过程中由于高度差导致受力不均匀,以及由此导致的组件机械荷载失效问题的产生。
3)背面电极激光线采用段式断开设计及背面电极与背电场连接处的两端采用断开设计相结合的电池生产工艺为最优方案。
