双面呢服装制作工艺及其应用
2019-04-24左洪芬王吉祥高爱波
左洪芬,王吉祥,高爱波
(烟台南山学院 工学院,山东 烟台 265706)
随着毛呢织物工艺与工序的优化、产品设计开发能力的不断提升,毛呢面料的发展与时俱进,自2015年开始,双面呢织物愈来愈受国内市场的欢迎,其进口量日益增加[1]。双面呢织物手感细腻润滑,质地紧密,外观挺括且富有弹性,具有优良的服用性能[2-3]。双面呢服装通常无衬里,穿着起来轻便舒适,加之缝制工艺多采用手工操作,服装更显精致、高档[4]。双面呢服装近几年逐渐成为人们青睐的秋冬服装。一件精致的双面呢服装须由精湛的缝制技术来支撑,通过查阅文献资料发现关于双面呢缝制工艺方面的研究不多,供从业人士可参考借鉴的技术参数较少。为提高双面呢服装制作技术,并将其进一步推广应用,分析双面呢服装制作工艺重点环节,挖掘和探索相应的缝制工艺技术处理方法尤为重要。
1 工艺特点
双面呢织物上下2层是独立的经纬结构,中间由结节纱连接而成,上下2层织物可以同色也可异色[5]。织物的特性决定了双面呢服装独特的制作工艺特点。
1.1 服装裁片少且缝份小
普通秋冬单面呢服装裁片的正常缝份量为1.0~1.5 cm,以保证缝合处能够承受相应的纵横向拉力;下摆放缝量为3.0~4.0 cm,为使面料与衬里缝合后衬里不外露。由于双面呢服装无衬里,裁片只需在四周和拼接部位加放适当的缝份,其放缝量常取0.3~0.8 cm,剥离宽度为0.7~1.5 cm。无论是单面呢还是双面呢服装裁片,其缝份大小均需根据面料厚薄及工艺需要适当调整。
此外,由于双面呢面料正反2面一致,所以服装裁片无需裁剪贴边、挂面、领底等部件,只需裁制单片面料而不用底料。双面呢服装缝份减小、衣片减少,既为企业批量生产节约了面料,同时又简化了成衣缝制流程,提高了生产效率。
1.2 缝份内层黏合嵌条
黏合衬有塑形、补强、保型的作用[6]。普通单面呢秋冬装均需在易拉伸变形部位烫黏合衬,以保证其尺寸稳定性及造型挺括,双面呢服装裁片无需烫黏合衬,只需在下摆、止口等易拉伸变形部位缝份内层黏合嵌条,通过热熔胶黏合固定,不仅可以满足穿着强度要求,又提高了服装的美观性与舒适性。
1.3 无衬里且内层不露毛边
里布具有美观、装饰遮掩、穿脱方便、保护面料等作用,一般中高端外衣型服装均配有里料[7-8]。双面呢面料耐磨性好且富有弹性,里层亦具有良好的触感适应性[9];双面呢裁片拼接采用藏针法等特殊工艺能够将缝份掩藏至面料中层;在保证穿着牢度和舒适性、美观性的前提下,双面呢服装无需里布也可达到服装内层不露毛边的外观效果。
2 重点工艺技术处理与分析
2.1 面料预缩
双面呢多为纯羊毛或毛混纺的呢绒织物,裁剪前,必须通过预缩工艺消除呢绒的内应力来改善尺寸稳定性,同时可以使呢绒表面绒毛活络、丰满、有弹性[10]。预缩时不能直接熨烫,应将单面羊绒烫布垫在双面呢面料上,这是因为单面羊绒面料作为烫布具有一定的厚度和透气性,且与双面呢的熨烫温度相匹配,双面呢在其下方不易被熨烫变形,更不会因直接熨烫而出现烫焦、烫伤现象。通常对于含羊毛量超过60%的双面呢织物,为了保证服装洗涤及熨烫后的尺寸稳定性,必须进行预缩后方可进行样片裁剪,若双面呢面料中含羊毛量较少,可省掉此环节直接裁剪。
2.2 剥离缝份
双面呢服装裁片的缝份需要提前进行剥离,剥离缝份的宽度依据面料厚薄程度、拼接方式以及工艺技法综合考虑而定,如剥离宽度太窄,缝合后不能掩盖缝合线;如剥离宽度太宽,缝合后缝份过于硬挺,且浪费面料,过窄和过宽均影响服装外观效果。确定好剥离宽度后,应使用平缝机沿剥离宽度大针距机缝一条剥离止口线,以防止剥离缝份时超过剥离宽度,造成拨毛现象。机缝时应尽量选择与面料同色的缝纫线,以免后期增加额外的拆线工序。
剥离缝份时采用机械揭剥和手工揭剥相结合的方式。机械揭剥是使用剖缝机对裁片缝份进行劈缝,剥离时按顺毛方向将面料匀速向前喂送,此步骤需特别注意面料的丝缕方向,前进过程中面料要沿经向平走,纬向和斜丝可适当保持松弛,切勿用力拉拽以防止面料被拉伸变形;若剥离宽度不够,仍需采用手工揭剥方式进行弥补,人工将双面呢织物上下层之间的结节纱剪断,并剥离至指定宽度。剥离缝份时要注意分清裁片的正反面,对照着外露一侧进行剥离,保证其制作成衣后的美观性,防止拨离过度,影响成衣外观效果。
2.3 归拔修剪
双面呢剥离过程中,面料受织物密度、剥离强度等因素影响,致使服装裁片剥离后,缝份边缘会出现参差不齐现象,此时需通过归拔工艺,把剥离部分归拔至边缘顺直。若归拔后仍然达不到顺直效果,仍需进一步修剪直至裁片边缘顺直。
2.4 黏合嵌条
归拔修剪布边后,通常在门襟止口、底边、袖窿等易拉伸变形部位黏合嵌条,一般选择0.5 cm宽的45°斜丝嵌条。熨烫嵌条时需要注意嵌条质地与裁片部位相适宜。如在袖窿处选择柔软、质薄的嵌条,在门襟止口、底边处选择质地紧密、厚实的嵌条,必要时适当推送或者拉伸嵌条,以免裁片边缘形成皱缩或者出现涟形。另外嵌条需黏合在衣片外露一侧的缝份内层,紧贴剥离缝份机缝线,以保证嵌条充分发挥其保型作用。
2.5 裁片拼接技术处理
制作双面呢服装时2片衣片缝合需用手工完成,表面不露针脚,其成本是普通单面绒大衣的3倍[11],这就使双面呢服装多用于小规模生产。实际生产中主要有以下2种拼接方法。
2.5.1倒缝式拼接
倒缝式拼接见图1。

图1 倒缝式拼接
倒缝式拼接只需剥离一片裁片的缝份,选择缝份倒向的一侧进行剥离,一般剥离服装的后片裁片。剥离宽度=2×拼接宽度(即缝份宽)+面料的厚度消减量+毛边修剪量。若拼接宽度取0.5 cm,剥离宽度约为1 cm,剥离后的反面一层与拼接片反面相对,边缘对齐,按照规定缝份机缝0.5 cm后倒烫缝份,缝份倒向剥离的一侧,剥离后的正面一层向内扣烫,扣烫宽度略大于缝份宽度,取0.6 cm,以保证拼接后正面一层盖过反面一层的机缝线,最后手工藏针缝合正面一层与拼接片。此种方法具有缝合牢度高、操作效率高、服装正面不露线迹的特点。
2.5.2包边式拼接
包边式拼接见图2。

图2 包边式拼接
包边式拼接需要将拼接的2片均剥离缝份,若同样设定包边式拼接宽度为0.5 cm,剥离宽度=1.5×拼接宽度(即缝份宽)+面料的厚度消减量+毛边修剪量。剥离宽度则约为0.75 cm。将剥离缝份后的裁片正面一层修剪至剥离止口线,反面一层倒向正面一层,扣烫拼接宽度0.5 cm,内外2层采取同样的处理方法。值得注意的是,两拼接衣片正反两层要分清,比如一片是修剪正面一层、倒向正面扣烫,则另一片则修剪反面一层、倒向反面扣烫。扣烫后两裁片采用“互”式组合,分别沿正反两面的扣烫线手工藏针缝合。此种拼接方式正反两面均不露线迹,拼接缝处厚度较小,但缝合牢度较低、生产效率较低,此拼接方式可应用于正反双面穿着的双面呢服装制作以及较厚双面呢服装的制作,同时可应用于服装中受力较小或者局部装饰性拼接的部位缝合。
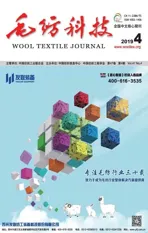
2.6 封边角技术处理
由于双面呢服装无挂面、无衬里的特点,其门襟止口、底边口袋以及领外口等部位需要内嵌式包边技术进行封边处理;对于领角、袋盖或者贴袋的拐角处、前门襟与底边交接拐角处等部位需要内嵌式包角技术进行封角处理,这2种处理方式可统称之为内嵌式封边角技术,其目的是使服装边缘以及拐角处的毛边掩藏在面料中层,以保证服装边缘及拐角的美观性。在封角处理时,需要将裁片反面一侧的缝份修剪掉45°正三角形,以减小拐角处的面料厚度,保证拐角处的美观性,但要注意此处不可正反面均修剪掉三角,以防止拐角处出现脱纱弊病。内嵌式封边角见图3。
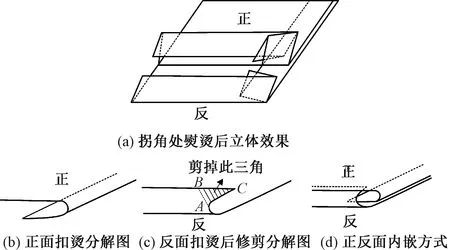
图3 内嵌式封边角
2.7 手工藏针技术处理
裁片拼接处以及封止口处均需使用手工藏针技术处理,即使用暗缲藏针法将机缝线隐藏在扣烫线之内,暗缲针法见图4。
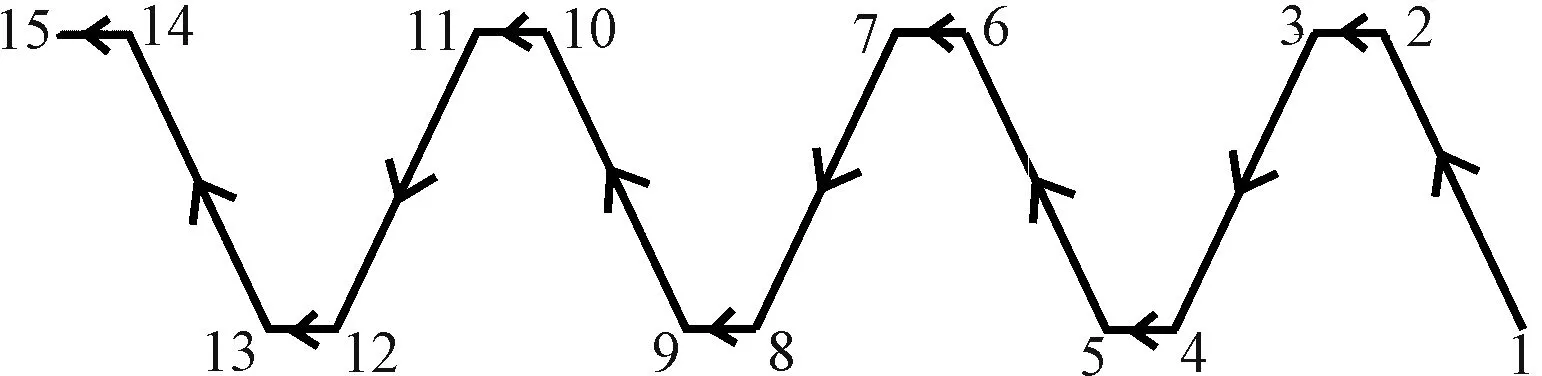
图4 暗缲针法
使用暗缲针法时,注意上下2层均挑2根布丝进行缝合,要求手工缝制力度均匀、针脚大小均匀,缲缝时注意观察裁片外露一侧的外观效果,既要保证缝合牢度,又要保证外侧不露针脚且平服。由于缝合过程需要全手工缝制,耗时耗力,故双面呢成衣的价格相对较高,除了考虑面料本身价格,通常情况下,成衣价格与缝合线长度成正比。

图6 双面呢插肩袖女风衣裁片
3 缝制案例分析
3.1 双面呢插肩袖女风衣款式图
双面呢服装主要以秋冬季风衣外套为主,本文以一款双面呢插肩袖女风衣的制作为例,以下来具体分析双面呢服装制作工艺要点以及技术处理方法,双面呢插肩袖女风衣款式图见图5。
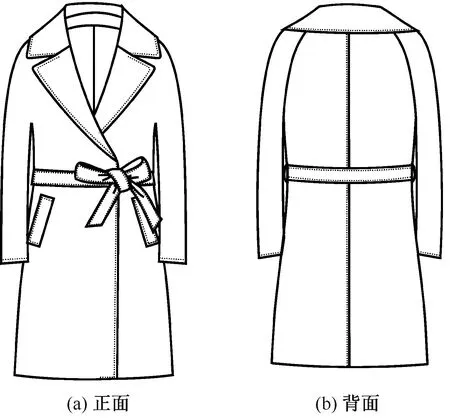
图5 双面呢插肩袖女风衣款式图
此款插肩袖风衣为V形平驳头翻领,连肩袖,前衣片驳头下有领省,无扣,束腰带,斜插袋,有后中缝,无后中衩,门襟止口、领外口、腰带、袖口、袋口等部位珠边,明线装饰。
3.2 面料及裁片预处理技术应用
双面呢插肩袖女风衣裁片见图6。
经测试,本文选用双面呢服装中常用的羊毛、黏胶纤维混纺的双面同色双面呢面料,含羊毛量为88%,属于中厚双面呢织物。面料厚度为0.12 cm,幅宽为155 cm,克重为770 g/m。裁片在拼接缝制前需要进行以下3个重要环节的技术处理。首先对面料预缩。然后进行样片裁剪并剥离缝份。拼接方式若采用倒缝式拼接,由于面料为中等厚度,拼接宽度取0.5 cm,厚度消减量为0.05 cm,毛边修剪量取0.15 cm,故剥离宽度为1.2 cm,剥离后将多余的量归拔修剪直至边缘顺直,保证缝份为1.05 cm。个别裁片可采用包边式拼接,剥离宽度为0.95 cm,修剪后缝份为0.8 cm。最后对门襟止口、底边、领脚、袋口等易拉伸变形部位烫黏合嵌条。裁片剥离缝份部位及黏合嵌条部位统计表见表1。
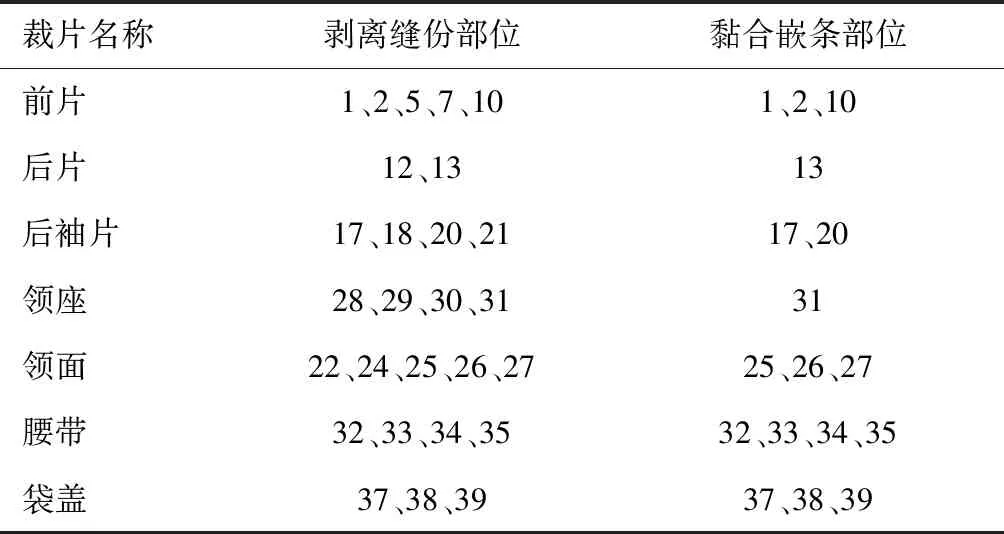
表1 裁片剥离缝份部位及黏合嵌条部位统计表
3.3 制作流程重点缝制工艺技术应用
此款风衣制作流程中的重点技术处理主要体现在以下这6个环节。
3.3.1口袋的制作
此款风衣口袋为斜插单嵌线口袋,剥离袋盖上边沿和两侧的缝份,与衣身缝合的下边沿不需要剥离,将缝份倒向衣身。其开袋口流程与普通挖袋开袋步骤类似,需要在袋口两端剪三角,不同的是双面呢服装的挖袋需将三角隐藏在两层面料中间,袋盖外露边缘以及开袋口处需使用嵌入式封边角处理技术;由于袋盖与袋口拼接处缝口所受拉力较小,此处选择倒缝式拼接或者包边式拼接均可。单嵌线挖袋制作方法见图7。
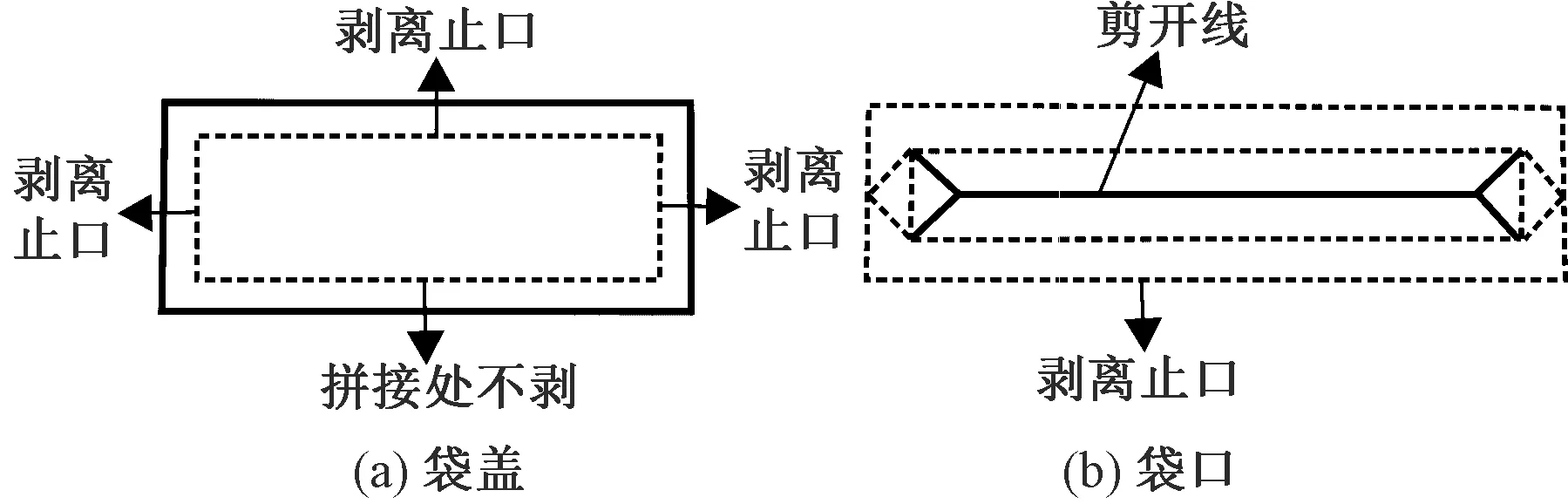
图7 单嵌线挖袋制作方法
3.3.2合前身领省
由于前片领省的省尖点处缝份过小,为减少剥离缝份的次数,只需剥离靠近大身处一侧的缝份,且省尖处缝份修剪至离尖点2 根纱线的位置,以保证合省后省尖平服美观,避免出现剪毛弊病。
3.3.3拼接后中缝
由于制作过程常采用“左压右”缝制方式,故剥离缝份时,后片只需剥离左片后中缝,右片后中缝不剥离,缝份倒向左侧裁片。
3.3.4绱领
采用倒缝式拼接领座和领面,缝份应倒向领座,以保证领上口圆顺自然,提高衣领和颈部的贴合度。此处缝口所受拉力较小,可采用包边式拼接,使拼接缝处更加薄软。绱领时,衣身领弧处不剥离缝份,即缝份均倒向领座,以保证服装领弧处的舒适性。
3.3.5绱袖
由于手臂活动幅度较大,袖窿处为服装主要受力部位,绱袖必须要考虑拼接牢度,故采用倒缝式拼接。插肩袖的后袖片四周剥离,衣身袖子不剥离,缝份倒向后袖片。由于袖窿丝缕方向为斜丝,易拉伸变形,需在后袖片袖窿正面缝份内侧黏合嵌条。
3.3.6封边角处理
此款风衣门襟止口、底边、下零嘴、驳头边缘以及各拐角处使用嵌入式包边角技术处理,以保证服装边缘及拐角处整洁美观。注意驳头边缘最终要翻折,故剥离下领嘴和驳头边缘时要对照外露一侧进行剥离,此处与门襟止口处的剥离面正好相反,手工藏针时也需考虑到二者的外露面要尽量美观平服。
4 结束语
双面呢服装作为一种高档、精致、舒适的服装品类广受消费者的好评。但其制作成本较高且多依靠手工制作完成,故双面呢多被使用于量体定制的服装款式或者小规模生产。本文通过对双面呢服装制作工艺的详细说明,为相关生产企业和设计人员提供了一定参考,对提高双面呢服装生产效率、成品质量具有一定帮助。