某种车型后驱动桥装配工艺及其工装的设计
2019-04-22卢双桂陈思维
卢双桂,刘 刚,陈思维
(柳州五菱汽车工业有限公司,广西 柳州545007)
0 前言
后驱动桥是某车型的关键部件之一,在保证产品零件的前提下,其装配质量直接影响电动观光车运行的平稳性、噪声、使用寿命、能耗等,因此注重后驱动桥总成的装配,提高后驱动桥的装配质量是提高其驱动性能的关键,而专用后驱动桥装配工装的成功设计并有效投入使用,则能够很好保证后桥的装配质量,从而保证后驱动桥驱动性能的稳定。与此同时,也为后续类似的后驱动桥专用装配工装的设计提供参考。
1 某车型后驱动桥总成的各级零件及装配技术条件
某车型后驱动桥总成各级零件:后轮制动鼓、左/右半轴组件、左/右后制动器总成、左/右桥壳焊合总成、缓冲橡胶合件、变速器总成、左/右后轮边油管总成、电动机总成、左/右手刹拉索总成,如图1。
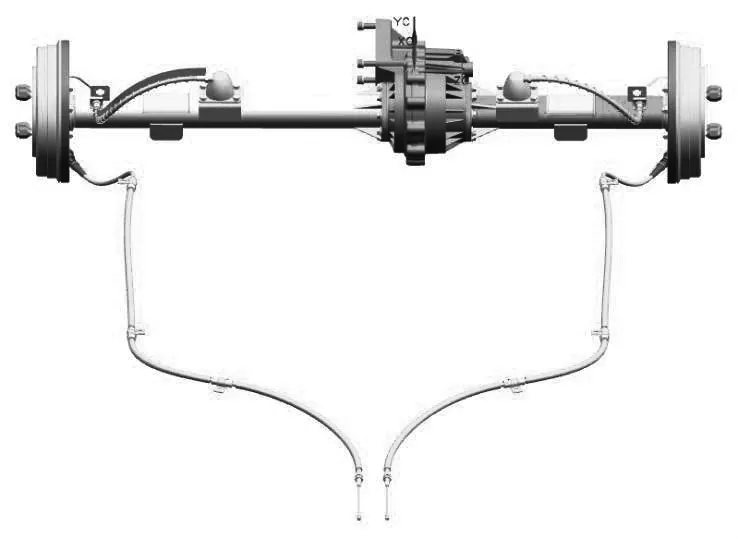
图1 某车型后驱动桥总成
总成装配技术要求条件如下:
(1)电动观光车后桥总成装配前必须检查待装配的零件的尖角、锐边倒钝,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污;
(2)壳体类零件、齿轮、半轴、变速箱、左右后制动器总成等零件的清洁度符合要求;
(3)驱动桥总成需做气密性试验,加油口、放油口、通气塞、油封以及各结合面处,均不得出现渗油现象,且通气塞在400 N·m力作用下不能脱出;
(4)驱动桥主动齿轮及被动齿轮应配对检验,运转灵活,无卡滞现象,接触痕迹不小于60%,印痕在齿高方向偏向齿顶、齿长方向偏向小端,主、被动齿轮配对后应作配对标记,主动锥齿轮的安装距偏差不大于0.05 mm;
(5)驱动桥总成的焊缝应均匀焊透、牢固可靠、整体美观、不得有漏焊、烧穿、裂纹等缺陷;
(6)驱动桥总成所有的零部件均应装配正确、齐全,不允许有错装、漏装现象,注意调整装配间隙,保证装配质量,紧固件连接的有扭矩要求的主要部位其紧固扭矩符合QC/T518规定,装配时各螺纹紧固件应涂中等强度的螺纹紧固胶;
(7)装配时,注意检查变速器原有两档速比,该种电动观光车后驱动桥装配过程中的变速器只取低档固定速比:15.27,保证档位锁紧机构稳定可靠,不能出现跳档情况。
2 后驱动桥部装工艺顺序要求
将缓冲橡胶合件装配至左/右桥壳焊合件总成,并上紧螺栓至规定扭矩→左/右桥壳焊合件总成装配至变速器总成对应的左右侧,并上紧螺栓至规定扭矩→将左/右后制动器总成装配至左/右半轴组件,制动器总成处涂密封胶密封→将左/右半轴组件装配至左/右桥壳焊合件总成,半轴组件花键处与变速器对应处连接良好,螺纹连接处上紧至规定力矩→将后轮制动鼓装配至左/右后制动器总成→将电动机装配至变速器右侧,并在螺纹连接处涂螺纹紧固胶后再上紧至规定力矩→变速箱加注定量齿轮油。
具体的工艺顺序细节如下工序所示:
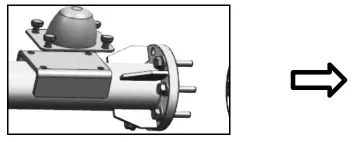
将缓冲橡胶块装配至左/右桥壳焊合件总成

将左桥壳焊合总成装配至变速器总成左侧
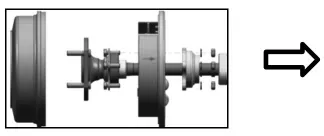
左半轴组件、左后制动器总成、后轮制动鼓依次装入部装好的桥壳焊合总成及变速器总成
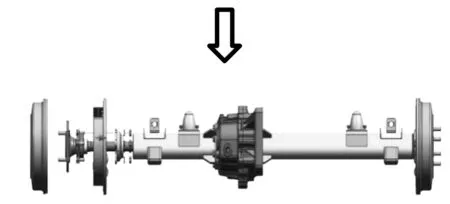
同左边一样,一次将右桥壳焊合总成、右半轴组件、右后制动器总成、后轮制动鼓依次装入变速器总成右侧,后轮制动器总成与桥壳焊合件总成连接处涂密封胶,并对锁紧螺栓上扭力。
将电机与装入变速器,螺纹连接处涂螺纹紧固胶并上紧螺栓至规定扭矩。
变速箱齿轮油加注
3 某车型驱动桥装配专用工装设计
3.1 驱动桥装配工装定位方案的设计
定位方案设计就是要确定驱动桥的相关零件装配时的正确位置,因此要确定零件的正确的装配位置,不仅要考虑零件在X方向、Y方向、Z方向、绕X轴旋转、绕Y轴旋转、绕Z轴旋转等6个方面上的定位,并且需要根据驱动桥装配的技术要求,确定定位精度及定位可靠性[1]。
定位方案的设计首先要考虑定位基准的选择,综合考虑定位质量、方便装配以及有利于简化工装的结构,选择某车型驱动桥的装配工装的设计基准应与后驱动桥各零件的设计基准保持一致,根据常用的设计手册建议的定位基准的选择基本原则确定驱动桥的装配工装的定位基准,驱动桥装配的工艺顺序是以变速箱作为基体,其他零部件都与变速箱相配合,因此应首先确定的是变速箱的定位基准,依次到左/右桥壳焊合总成、左/右半轴组件、左/右后制动器总成、电动机等其他零部件的定位基准,定位基准确定过程中,既要保证左/右桥壳焊合总成、左/右半轴组件等与变速箱装配时同轴,左/右半轴组件与变速箱连接处花键配合良好,间隙均匀,又要保证装配过程中,有螺栓连接的需要扭矩上紧的关键处有足够的扭力扳手操作空间。
定位基准确定后,下一步应根据常用的设计手册建议基本原则进行定位器等常用的定位元件设计,变速箱作为基体,因此先对变速的箱的定位器进行设计,根据变速箱的装配技术要求,选择与定位器接触的定位面是平面,则定位器选择的是类似U型结构的平面宽长定位板,限制的是前后方向移动及左右方向的转动,确保变速箱在装配过程中的额定位满足技术要求;再下来就是相应设计左/右桥壳焊合总成定位器元件,根据装配的工艺要求,左/右桥壳焊合总成需与变速箱的同轴,且通过齿间花键连接,保证同轴,并最后使用螺栓左右方向上固定于变速箱两侧,因此定位器选择的是U型的结构的宽长的定位板,限制的前后方向的移动及左右方向的旋转,定位器高度选择保证了左/右桥壳焊合总成在装配过程中,方便调整其与变速箱在螺栓紧固前,零件相互间不出现摆动及移动;接着设计左/右半轴组件及左/右后制动器总成的定位器,根据装配技术要求,左/右半轴与变速箱间是通过齿间花键配合连接的,间隙控制要求比较高,同轴度的要求也高,这就对左右半轴的/左右定位器选择提出了更高的要求,定位器既要保证定位精度、同轴度、间隙的情况下,还要方便调整,有足够的调整空间,因此选择的是短圆锥孔,限制的是前后方向移动及向下移动,且在装配工装中实际位置与变速箱、半轴的定位器有一定距离及空间;最后需要考虑设计电动机的定位器,根据装配技术要求,电动机的轴与变速箱花键配合,且齿间间隙需要调整,最后电动机通过的螺栓固定于变速箱的另一侧,因此定位器选择的是长V形块,限制的是左右方向的转动及前后方向的移动,定位器的上/下/左/右的移动保证了齿间间隙的调整及固定螺栓及其扭力所需的操作空间。
驱动桥装配工装的定位器等定位元件的结构设计确定后,还需要根据驱动桥的装配质量要求,一一对所有定位元件的材料、硬度、尺寸、表面粗糙度、强度、刚性、工艺性等进行综合考虑,设计出工艺性好、强度及刚性足够、定位精度准确、使用寿命量等满足技术要求的定位元件[2],具体驱动桥装配工装的定位元件所示设计如图2所示。

图2 定位元件的设计
3.2 驱动桥装配工装夹紧装置的设计
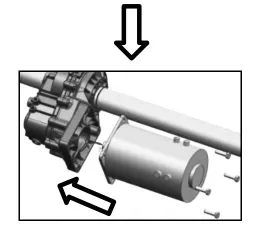
根据常用设计手册建议的基本原则,驱动桥的各个零件的夹紧装置的设计,不仅需要考虑后驱动桥装配工装在满足使用寿命要求下,力求结构简单、便于加工装配及更换易损件,还需要考虑夹紧力的大小,保证各个装配零件在装配过程中能够快速、安全、方便、省力地进行夹紧操作,且保证不会出现夹紧后各个零件与定位面接触不可靠,各个零件存在不同程度变形及移动。因此基于上述考虑在进行夹紧力的详细计算后的选择合适型号的手动机械式夹紧装置用于左/右桥壳焊合件的夹紧,气动夹紧装置用于左/右半轴组件的装配左右推动及夹紧,气动夹紧装置设置了在左/右半轴装配时避免半轴过长的干涉而可以左右滑动,避开工作台的受限空间,具体如图3所示。

图3 夹紧装置设计
3.3 驱动桥装配工装的完整设计
如图4所示。
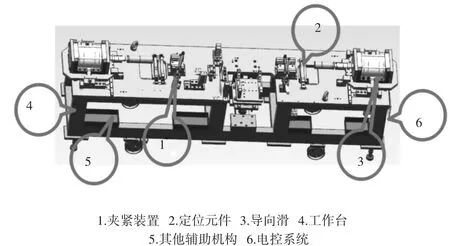
图4 驱动桥工装完整设计
驱动桥装配工装包含了六大部分,除了前面所述的定位元件、夹紧装置的设计,还包括了工作台尺寸的设计,工作台的设计考虑到了人机工程及使用过程中舒适性原则才确定了工作台的尺寸参数,同时设置了车轮,方便工作台需要的时候可移动,在工作时可自锁紧,另外工作台吊环设计,则是有需要运输时因为工作台尺寸过大,不便于人工搬运而需要的吊装;辅助机构的设计,考虑到装配过程中使用到各种辅助工具及物料,方便使用而设计了工具盒及物料盒,能够很好辅助快速提高装配效率;电控系统的设计,体现了省时省力的要求,提高装配精度及效率。
4 结束语
该驱动桥装配工装设计制作完成投入使用一段时间后,经过验证发现,设计的装配工装不仅可以保证驱动桥的装配质量达到前面所述技术要求,并能够提高装配精度及装配效率。因此通过对某车型后驱动桥的装配工艺及其装配工装的相关设计关键过程简单论述,也为后续同类装配工装设计提供一些参考。
