铝合金热轧板带成形过程中的应变数值模拟
2019-04-19邱哲生贾瑞娇陈俊宇严继康
邱哲生,鲁 俐,贾瑞娇,安 迪,,陈俊宇,,严继康
(1.云南铝业股份有限公司,云南 昆明,650502;2.昆明理工大学 材料科学与工程学院,云南 昆明650093)
铝板带材在汽车、建筑、家电工业及航空航天等领域有着广泛的应用[1-2]。热轧制因能耗低,金属材料的加工性能得到改善,生产效率高,所以铝板带的生产较多采用热轧制的方式[3-6]。中国铝板带热轧工业的大发展是2000-2017年,这是黄金发展期。2017年中国热轧生产能力达2 1170kt,成为世界最大的铝板带热轧国,约占全球总生产能力的58%[7]。但在热轧制过程中,铝板会不可避免产生缺陷,而应变是表示变形体变形大小的物理量,板型的不良来源于变形的不均匀,即在各处有效应变的大小不一致[8]。在有效应变偏大的地方将产生纹浪,形成板型缺陷,所以在合理范围内,产生纹浪处的有效应变越小,将会得到更优的板型。6061铝合金属Al-Mg-Si系合金,中等强度,具有良好的塑性和优良的耐蚀性。特别是无应力腐蚀开裂倾向,其焊接性优良,耐蚀性及加工性好,广泛应用于要求有一定强度和抗蚀性高的各种工业结构件,如制造卡车、塔式建筑、船舶、电车、铁道车辆[9-11]。
该项目主工艺以青海东台吉乃尔盐湖富锂晶间卤水为原料,采用“离子选择性迁移技术”对老卤进行高效镁锂分离,老卤中镁锂比为20∶1左右,镁锂分离后卤水中镁锂比降至0.05∶1。分离后得到的富锂卤水再经过一系列化工单元操作产出电池级碳酸锂。该项目工艺能耗低,无废水和固废排出,含锂尾液全部实现资源化利用。
热轧工艺对铝合金板带组织和性能有明显的影响[12]。有限元是研究铝合金板带轧制工艺参数的有效方法之一,根据相关理论模型,采用Deform有限元软件模拟计算了热轧、冷轧的温度场、应力场和应变场,对于制订合理的轧制工艺参数具有较好的参考价值[13-17]。
1 研究方法
1.1 几何模型与有限元模型
本文通过DEFORM-3D软件用实际尺寸建立三维模型。轧辊尺寸为,宽度2100mm,直径750mm;轧板长度为200mm,宽度为1000mm,初始厚度为26mm。为了更加精确地研究轧制温度,压下率以及轧辊温度对板型的影响,轧辊采用原型1/2建模,轧件采用原型1/4建模,目的是减少计算量。轧辊和轧件的三维模型如图1(a)所示。采用网格自动重划分功能,网格采用四面体单元,将轧板坯料划分成4464个单元,Deform-3D的有限元模型如图1(b)所示。在模拟过程中轧辊设为刚性材料,轧件设为塑性ALUMINUM-6061材料。
1.2 压下规程
根据相关资料和生产实际的需要[18-20],制订了6061铝合金板带轧制的压下规程(表1)。
虽然现在很多的企业已经有了丰富市场营销策略和提高市场竞争力的意识,但是很多企业的技术部门却不具备市场营销的专业素养,除此之外,很多企业的管理意识和制度也十分的匮乏。例如很多的企业专业部门不具备整体性的全局式观念,不注重使用多数数字结合模式的新媒体技术,团队的自身素质较为单薄,不懂如何合理安排企业的市场营销策略的实施秩序等等。
1.3 边界条件
此前的8月份,我们曾在北京图书博览会上组织过一次名为“笔尖岁月 纸上光阴”的研讨会,主题即是“文学中的时间”。
据表5中数据可知,因素A(压下率)以第一水平对应的看k1值1.32最小;因素B(轧制温度)以第二水平对应的k2值1.32最小;因素C(轧辊温度)以第三水平对应的k3值1.32最小,所以最优方案为A1B2C3。可以看出,第二道次轧制的最优方案与2-2号实验比较接近,在2-2号试验中只有轧辊温度不是最佳水平,而轧辊温度对应变的影响是3个因素当中最小的,2-2号实验中的应变平均值是最小的,这说明所找出的最佳方案符合实际。为了确定上面找出的方案A1B2C2是不是最佳方案,将最优方案为A1B2C3定义为实验2-10,按这个方案进行了一次实验,得到如表6的有效应变结果。由表6可知,实验2-10的应变平均值小于2-2号实验得到的均值,即此方案能得到更好的板型,此方案为最佳方案。可见,第二道次以压下率为46%,轧制温度为510℃,轧辊温度为62℃为最佳方案,即实验2-10。

图1 几何模型与网格模型Fig.1 Geometric model and mesh model

各道次初始厚度H/mm压下量△h/mm轧制速度/(m/min)压下率/%轧制温度/℃轧辊温度/℃第一道次26.011.0604253055第二道次15.07.0864751060第三道次8.03.41244349065
2 结果与讨论
从表4可以看出,最优方案与1-1号实验比较接近,只有轧辊温度不是最佳水平,而轧辊温度对应变的影响是3个因素当中最小的,从实际做出的结果中看出1-1号实验中的应变平均值是最小的,这说明所找出的最佳方案符合实际。为了确定上面找出的方案A1B1C2是不是最佳方案,将此方案定义为实验1-10,按这个方案进行了一次实验,如图5所示,所得到的应变平均值小于实验1-1得到的均值,即此方案能得到更好的板型。可见,第一道次以压下率为41%,轧制温度为525℃,轧辊温度为55℃为最佳方案,即4个跟踪点P14~P17的有效应变分别为0.609、0.645、0.662和0.646,平均值为0.640。
2.1 第一道次最优方案
将压下率、轧制温度和轧辊温度3个实验因素按照三水平进行实验设计,并用DEFORM-3D软件按照表2进行了9组实验。模拟第一道次的实验方案轧制过程后,对轧件上面表面进行点跟踪分析,获得不同位置的平均有效应变。板坯表面的跟踪点如图2所示。
约束边界条件通过对称边界条件来实现,对于如图1(b)所示的板坯1/4模型设置两个对称面分别为-Z方向上Z=0的XY平面,即图1(b)中下面的平面,-Y方向上Y=0的XZ平面,即图1(b)中左边的平面。根据加工过程中的实际转速设定轧辊的自转角速度为25.48rpm,轧制方向为+X方向,接触面上的摩擦采用剪切摩擦模型,摩擦因数取0.4,热传导系数设为0.18。

表2 第一道次正交实验列表

图2 表面点跟踪示意图Fig.2 Surface point tracking schematic
如表5所示,3列的极差大小为,第一列最大,第二列等于第三列。因此实验因素A(压下率)的水平改变对应变的影响最大,考虑因素时应该首先考虑压下率,接下来依次是轧制温度和轧辊温度。所以压下率对板型的影响最大,而对于本实验,应变越小,将会得到更好的板型,故选择最优方案时应选择应变平均值最小处对应的因素水平。

图3 第一道次轧件表面跟踪点有效应变Fig.3 Effective strain of surface tracking point of rolling piece’s first pass

位置跟踪点时间/s有效应变平均应变x=0~200m,y=500mm,z=13mmP10.090.552P20.160.617P30.220.633P40.300.621P50.340.558P60.350.6070.607x=0~200m,y=250mm,z=13mmP70.090.573P80.160.644P90.220.655P100.300.656P110.340.607P120.350.5590.641x=0~200m,y=0mm,z=13mmP130.090.570P140.160.645P150.220.633P160.300.657P170.340.609P180.350.5780.645
由图3可知点P1~P18分别在0.09s、0.160s、0.220s、0.300s、0.340s和0.350s达到最大有效应变,即稳态有效应变,稳态有效应变的具体数值见表3。图3(a)跟踪点有效应变与图3(b)和图3(c)跟踪点有效应变数值有明显区别,而图3(b)和图3(c)跟踪点有效应变数值比较接近。这是由于图3(a)所示的跟踪点P1~P6位于自由面,而跟踪点P7~P12在轧件中,跟踪点P13~P18则在轧件的约束对称面上。对跟踪点P1~P18的稳态有效应变去除咬合点和结束点后得到波浪纹处的平均有效应变分别为0.607、0.641和0.645,本文中第一道次轧制以XZ对称面上的4个跟踪点P14~P17的有效应变的平均值为正交实验的考核指标,第二道次和第三道次也是采用这种方法确定正交实验的最优方案,只是跟踪点的位置和数量以及相对应的稳态有效应变数值不同而已。
图4为x=0~200mm,y=0,z=13mm对称面上的跟踪点P13~P18在X、Y和Z方向上的应变。由图4可知,跟踪点P13~P18的有效应变主要由X方向上的拉伸应变和Z方向的压缩应变构成,而Y方向的拉伸应变较小,这主要是由轧制工艺参数和板坯尺寸决定的。经过第一道次轧制后,轧件在X方向由原来的200mm伸长为303mm,形变量超过50%;Y方向由原来的500mm伸长为510mm,形变量为2%左右;Z方向由原来的13mm压缩为7.8mm左右,形变量为40%左右与压下率相近。

图4 ZX对称面上跟踪点有效应变Fig.4 Effective strain of tracking point on ZX symmetry plane
第一道次轧制后的有效应变平均值如表4所示。K1为因素A、B、C的第1水平所在实验中的考察指标:应变之和;K2为因素A、B、C的第2水平所在实验中的考察指标:应变之和;K3为因素A、B、C的第3水平所在实验中的考察指标:应变之和;k1,k2,k3为K1,K2,K3的平均值。如表4所示,3列的极差大小为,第一列大于第二列大于第三列,因此实验因素A(压下率)的水平改变对应变的影响最大,k1,k2,k3接下来依次是轧制温度和轧辊温度。所以压下率对板型的影响最大,而对于本实验,应变越小,将会得到更好的板型,故选择最优方案时应选择应变平均值最小处对应的因素水平。据表4中数据可知,因素A(压下率)以第一水平对应的k1值0.654最小,取其第一水平最好;因素B(轧制温度)以第一水平对应的k2值0.675最小,取其第一水平最好;因素C(轧辊温度)以第二水平对应的k3值0.674最小,取其第二水平最好,所以最优方案为A1B1C2。

表4 第一道次正交实验数据分析
用正交实验法对6061铝合金进行了三个道次的轧制模拟实验,以探求所设定因素对实验结果的影响规律,同时找出最优方案,作为下一道次的初始模型,在此基础上改变因素水平,进入下一道次的实验。
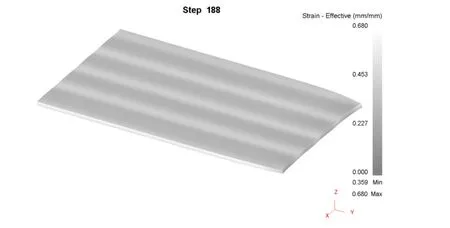
图5 实验1-10的有效应变云图Fig.5 Effective strain cloud diagram of experiment 1-10
2.2 第二道次最优方案
由图8可见,整体上板型趋于良好,没有太大的轧制缺陷,有12处纹浪,取各个实验结果中位于对ZX称面上表面纹浪底部的12个点,将其定义为P1、P2、P3、P4、P5、P6、P7、P8、P9、P10、P11和P12,该处的有效应变值如图9所示,取稳态平均有效应变作为正交实验的考核指标。第二道次的平均有效应变如表7所示。
师:课文中的生字词都认识了。老师写一个字,繁体字的“匆”,上面表示木格子的窗户,加心字底表示心情。形容人的心情也表示时间过得快。再写一个字——加心字底的匆。一个字读匆,两个字读匆匆。有什么感觉?

图6 第二道次轧件表面有效应变云图和跟踪点示意图Fig.6 Surface effective strain cloud diagram and trace point diagram of rolling piece’s second pass

图7 第二道次轧件表面跟踪点有效应变Fig.7 Effective strain of tracking point on surface of rolling piece’s second pass
图2(a)为未进入轧辊的板坯表面的跟踪点,图中,P1~P6为y=500m,z=13mm,x=0~200mm的板坯上表面的跟踪点;P7~P12为y=250m,z=13mm,x=0~200mm的板坯上表面的跟踪点;P13~P18为y=0m,z=13mm,x=0~200mm的板坯上表面的跟踪点。跟踪点在X方向的取值是根据第一道次轧件的最大有效应变的节点来确定。图2(b)为第一道次轧件表面与图2(a)相对应的跟踪点P1~P18示意图。由图2(b)可以看出,P1、P7和P13为咬入点,P6、P12和P18为轧制结束点,其它跟踪点都位于波浪纹的最低处,即有效应变最大处。跟踪点P1~P18的有效应变具体见图3和表3。

表5 第二道次正交实验数据分析
倒是在一边旁观者清的叶总有些好奇,便出声询问王祥整个事件的来龙去脉。王祥开始还遮遮掩掩,不过当着两位老板的面也编不出什么高明的谎话,便把事情经过避轻就重地给两位老总说了一遍。从他们从老家偶得玉石到城里摆摊巧遇老道,最后一起说服胖子成交,再到如何和老道分道扬镳,王祥都如实讲了出来。最后,王祥还向叶、钱两位老总展示了自己留作纪念的玉坠,证明确有其事。

表6 实验2-10的均值
2.3 第三道次最优方案
以实验2-10的轧制结果为基础继续进行第三道次的9次轧制实验,根据表1的压下规程进行三因素三水平正交实验进行第三道次的轧制实验,得到如图8所示的有效应变云图。

图8 第三道次轧件表面有效应变云图和跟踪点示意图Fig.8 Surface effective strain cloud diagram and trace point diagram of rolling piece’s third pass
以第一道次实验1-10的轧制结果为基础继续进行第二道次的9次轧制实验,根据表1的压下规程进行三因素三水平正交实验,得到如图6所示的有效应变结果。由图6可见,整体上板型趋于良好,没有太大的轧制缺陷,但有7处应变偏大,进而产生了纹浪。取各个实验结果中位于对ZX称面上表面纹浪底部的7个点,分别将其定义为P1、P2、P3、P4、P5、P6、P7,读出它们的应变值如图7所示,即该处的有效应变值,取平均值后作为正交实验考核指标,第二道次的平均有效应变如表5所示。
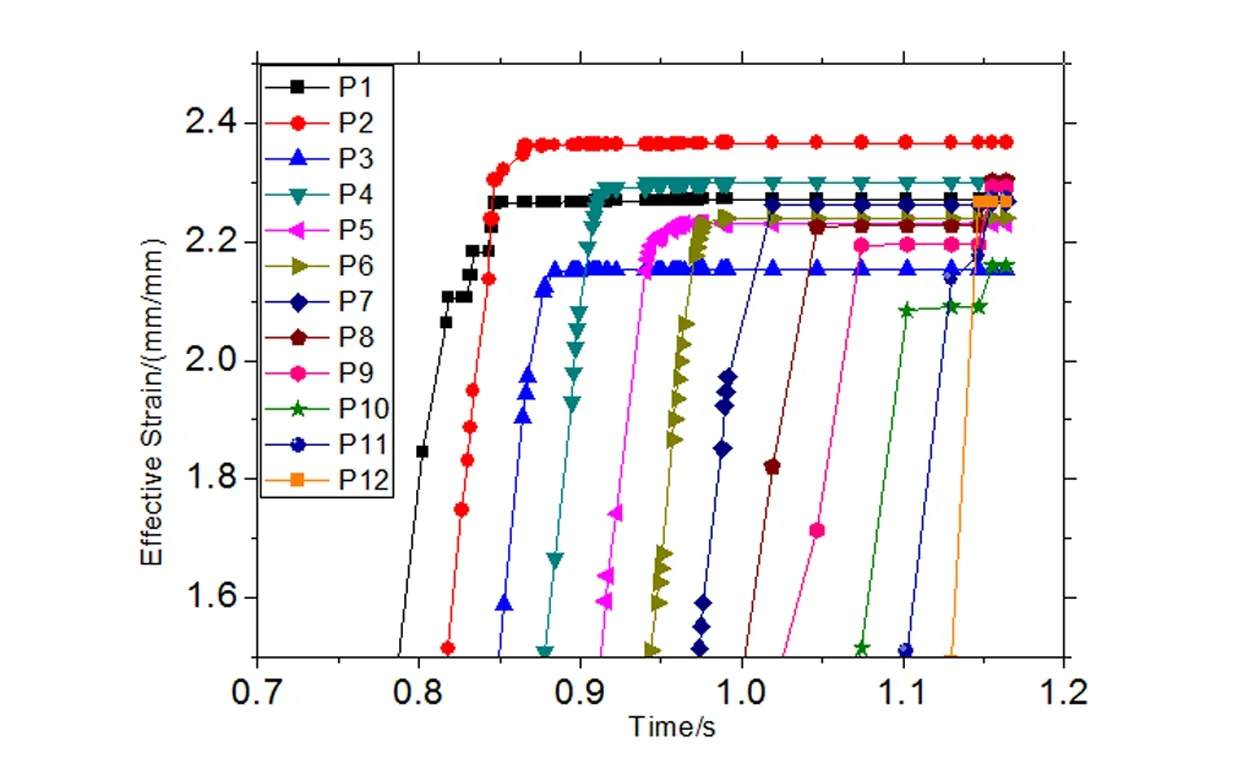
图9 第三道轧件表面次跟踪点有效应变Fig.9 Effective strain of tracking point on surface of rolling piece’s third pass
如表7所示,3列的极差大小为,第一列最大,第二列等于第三列,因此实验因素A(压下率)的水平改变对应变的影响最大,考虑因素时应该首先考虑压下率,接下来依次是轧制温度和轧辊温度。所以压下率对板型的影响最大,而对于本实验,应变越小,将会得到更好的板型,故选择最优方案时应选择应变平均值最小处对应的因素水平。据表中数据可知,因素A(压下率)以第一水平对应的k1值2.22最小,取其第一水平最好;因素B(轧制温度)以第一水平对应的k2值2.24最小,取其第一水平最好;因素C(轧辊温度)以第一水平对应的k3值2.24最小,取其第一水平最好。所以最优方案为A1B1C1。
个人哲学是教师在教学情境中思考自身的方式,包含教师个人心智中的信念和价值观,作为一种无意识的经验假设支配着教师的行为。从个人角度来看,哲学是一种让人认识世界、了解世界的工具。由于每位教师的性格、成长环境、经验不同,其个人哲学也迥然不同,但相似的是,教师的个人哲学往往贯穿于生活和工作中,统领着他们的信念与价值观,指挥着他们的行为方式,使教师成为独特的个体。它通常包涵着个体的信念、价值观和行动原则,透过信念和价值观的外在表现,深入到经验中,成为教师实践性知识的个性化表征。

表7 第三道次正交实验数据分析
可以看出,最优方案在已经做过的实验中已经出现,就是方案3-1。从实际做出的结果中看出3-1号实验中的应变平均值是最小的,这说明所找出的最佳方案符合实际,即第三道次以压下率为42%,轧制温度为485℃,轧辊温度为63℃,即方案3-1为最佳方案。
3 结论
通过模拟仿真计算了压下率、轧制温度、轧辊温度对铝板材热轧后的板型的影响。从以上板材热轧数值模拟横截面应变云图和数据分析表中可以看出,压下率对热轧应变的影响相对较大,而轧制温度和轧辊温度对轧制应变也有不同程度的影响。即在板型控制过程中,首先应该考虑随轧制压下率的逐渐增大,应变逐渐增大,纹浪的起伏将增大,从而影响板型质量;反之随着压下率的减小,发生纹浪处的应变将逐渐减小,从而得到更好的板型质量。
轧件出现波浪的区域在Z方向上厚度比较薄,而在X方向上长度明显增加,Y方向上长度略有增加,因此,轧件X、Y和Z方向的延伸率不一致。轧件产生波浪纹的主要原因是轧件变形区横断面金属整体流动的均匀性仍不十分理想,还有轧件两端散热较快,中间散热较慢,因此,在轧件宽向上出现了温度差。在轧件的波浪处变形较大,摩擦力较大,产生较多的变形热和摩擦热,因此产生波浪纹[21-23]。
研究结果表明,第一道次以压下率41%、轧制温度525℃、轧辊温度53℃为最佳方案,得到了最优板型,有效应变的平均值为0.640;第二道次以压下率46%,轧制温度510℃,轧辊温度62℃为最佳方案,得到了最优板型,有效应变的平均值为1.31;第三道次以压下率42%,轧制温度485℃,轧辊温度63℃为最佳方案,得到了最优板型,有效应变的平均值为2.20。
