高炉炉前泥炮设备改造
2019-04-18付光勇
付光勇 鹿 林 惠 展
(中钢集团西安重机有限公司 陕西西安710201)
1 前言
国内某炼铁厂高炉炉前泥炮选用YPE型泥炮,为国内某大型专业冶金设备制造公司设计而制造的,泥炮专门用于高炉出铁,使用特殊炮泥,封堵高炉的出铁口通道。
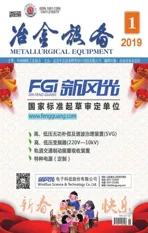
YPE型泥炮的结构如图1所示,由打泥机构、吊挂机构、回转机构、调整杆、斜底座、液压系统等组成。泥炮在斜底座上回转,斜底座上的支撑板、转臂、调整杆、打泥机构形成一个四杆机构,在泥炮回转的过程中调整打泥机构的姿态,决定炮嘴的轨迹。斜底座上的固定支架、转臂及安装于转臂内部的二连杆、三连杆与回转油缸形成一个六杆机构,用于实现转臂转动并带动泥炮整机动作。回转油缸驱动转臂完成回转动作的同时打泥机构炮嘴对准出铁口,此时打泥油缸驱动打泥活塞完成打泥动作,回转油缸担负起泥炮压炮功能,防止打泥机构后退。泥炮的主要技术参数如表1。

表1 YPE型泥炮的技术参数
2 泥炮存在的问题
经过对炉前YPE型泥炮设备近几年的使用、检修、维护,设备整体性能较稳定,回转机构内部杆件无任何损坏,基本满足用户现场堵铁口需求,同时也发现该型号泥炮存在以下关键问题:

图1 YPE泥炮结构简图 1-打泥机构;2-吊挂机构;3-回转机构;4-调整杆;5-斜底座;6-液压系统
(1)油缸是泥炮设备故障率较高的部件,故油缸的检修、拆卸、安装频率比较高,YPE型泥炮回转油缸完全安装于回转悬臂内腔,只能从悬臂上表面检修孔位置移除,现场更换回转油缸基本需要8~10小时才能完成,比较耗费人力、财力,同时也影响该铁口的正常出铁,影响出铁产量。
(2)当打泥机构旋转到工作位置时,回转油缸继续保压,以确保该油缸推力能使打泥机构炮嘴压紧出铁口,压紧后打泥机构内部的打泥油缸驱动打泥活塞推动炮泥进入铁口通道,当炉内压力不稳定,铁口通道不顺畅时炮泥进入铁口通道阻力会增大,导致打泥油缸推力升高,从而也增大了铁口对炮嘴的反作用力,当该反作用力大于回转油缸压紧力时,炮嘴就会后退。现场偶尔会发生无法压紧铁口而出现炮泥现象,故该型号泥炮回转油缸压紧力安全系数过小。
(3)泥炮炮嘴烧损率过高,对高炉的生产、成本及效益的影响明显,主要问题体现在当打泥机构炮嘴旋转至铁口约1.6米时,当回转油缸运行速度不变的情况下炮嘴向前运行速度减速非常明显,导致炮嘴受铁水冲刷时间过长,以至于经常烧损炮嘴,无法正常堵铁口(炮嘴损坏无法压紧铁口通道,堵口时跑泥严重,炮泥无法进入铁口通道),易出跑铁水事故。
泥炮是高炉炉前设备“四大件”中最重要的一件,属现代化大型冶炼高炉的关键设备,设备工作性能的好坏直接决定了高炉生产是否稳定、顺行、能否正常按时出铁,它的重要性决定了整个炼铁厂是否能完成规模产量,YPE型泥炮以上问题的存在会经常影响高炉正常生产,同时致使炉前区域存在安全隐患。
3泥炮问题分析及优化设计改造
3.1 问题分析
(1)如图1所示,YPE型泥炮为了更好的保护整个回转机构,将驱动转臂旋转的固定支架、二连杆、三连杆、回转油缸完全内置于转臂内腔,转臂上板开检修孔,由于转臂内腔空间狭小,安装、拆卸回转油缸操作不便,同时回转油缸只能从转臂上板检修孔处移除,耗时较长,该结构形式强有力的保护了回转机构内部杆件及回转油缸,同时也增加了检修回转油缸的难度。
(2)根据YPE型泥炮结构形式可将其泥炮运动简化成机构简图形式[1] [3] [4]如图2所示。

图2 YPE泥炮机构简图
泥炮工作时各杆件受力情况简图如图2(a)所示:P0为炮口对打泥机构反作用力;P1为回转油缸产生的压炮力;P2为二连杆对悬臂产生的推力;P3为回转油缸对悬臂产生的推力。
根据YP4000E型泥炮打泥机构,回转机构设计参数,当打泥油缸、回转油缸在25MPa下工作时,计算可得出(根据油缸直径、炮口直径及工作压力可算出油缸推力及炮口反作用力):p0=370kN,P3=1540kN。
根据静平衡原理(力×力臂大小相等,方向相反)可得出(力臂大小是根据图2泥炮工作位置时,各个力相对于杆件回转中心的力臂长度):
p3×754=p2×337
p2=3446kN
p1×4016=p2×369+p3×61
p1=340kN
得出:当打泥油缸、回转油缸都在相同额定工作压力25MPa下工作时,泥炮反作用力大于压炮力,打泥机构会产生后退现象,即炮嘴不能紧压铁口而出现炮泥无法打入铁口通道从炮嘴与铁口之间缝隙跑出。
泥炮正常堵铁口时,其打泥油缸工作压力基本在13~18MPa,在该压力下其打泥反作用力p0=193~267kN,远远小于压炮力340kN(堵铁口时,回转油缸保压压力为系统额定工作压力25MPa),故不会出现退炮、炮泥情况。当炉内压力不稳定,铁口通道不顺畅时炮泥进入铁口通道阻力会增大,导致打泥油缸推力升高,当打泥油缸压力达到23MPa时,其反作用力就开始大于回转油缸压紧力,此时就会出现退炮、炮泥情况。
(3)泥炮在整个运行过程中是由回转油缸通过杆机构驱动转臂与打泥机构一起转动[2] [3],当阀台进入回转油缸流量一定时(即回转油缸匀速运动),其转臂及打泥机构炮嘴运行速度应为非匀速运动,根据YP4000E泥炮杆机构尺寸及安装位置,可作出回转油缸行程与打泥机构炮嘴运行距离的相关曲线图,如图3所示:

图3 YP4000E炮嘴运行距离图
图3为泥炮炮嘴从待机位置运行到铁口的曲线图(即炮嘴从远离铁口到接触铁口),图中横向坐标为回转油缸行程,且为匀速递增(油缸行程用L表示),纵向坐标为炮嘴距离铁口水平距离(炮嘴移动距离用S表示)。从曲线图中可看出在回转油缸行程匀速递增的情况下,炮嘴移动的距离波动较大(即炮嘴运行速度波动较大),整个运行过程为:启动时速度一般,然后加速,再快速减速,到运行缓慢,从曲线图上可计算得出以下数据:
上式中, K0K1K2分别表示:炮嘴从待机位置启动时,炮嘴运行最快时,炮嘴运行缓慢时,炮嘴移动距离与回转油缸行程比值,该比值大小表示炮嘴运行速度的快慢程度。K1与K2的比值表示炮嘴速度变化程度,该比值越大表示速度减速越厉害。从曲线图位置得出当炮嘴距离铁口大约1.6m左右的时候炮嘴运行进入缓慢速度,即K2速度,1.6m之前炮嘴运行速度基本处于最快速度,即K1速度,当从K1速度变化到K2速度时,减速非常明显,就会导致炮嘴受铁水冲刷时间过长,以至于经常烧损炮嘴的情况出现。
3.2 优化设计改造
针对泥炮现场使用存在的具体问题以及设备整体改造、安装的简易、安全、可靠性(保持原设备安装基础不变,管路接口、回转角度、待机位置及整个运行轨迹不变),常用备件的互换一致性,对泥炮设备回转机构进行以下优化设计改造:
(1)将回转油缸缸头与转臂的铰接点布置在转臂外侧(铰接点的位置未在转臂腔体内部),同时转臂靠近回转油缸的侧面开有检修窗口,方便回转油缸直接从侧面移除,优化设计转臂。
(2)将驱动转臂回转的杆机构装置(二连杆、三连杆、固定支架)进行尺寸及安装位置的优化设计,提高回转油缸压炮力及炮嘴运行速度(回转油缸保持不变)。
优化设计后的泥炮设备YP4000T型简图如4所示。
图4 YP4000T泥炮结构简图 1-打泥机构;2-吊挂机构;3-回转机构4-调整杆;5-斜底座;6-液压系统
根据YP4000T型泥炮与YP4000E型泥炮打泥机构[1] [3] [4],回转油缸一致,其杆件受力情况也类似,故设:P0为打泥反作用力;P1为压炮力;P2为二连杆推力;P3为回转油缸推力。可知工作压力在25MPa时,p0=370kN,p3=1540kN,可参考图2(a)所示。
根据YP4000T泥炮杆件尺寸及工作位置力臂尺寸等,可计算得出(按照YP4000E泥炮计算方式):
压炮力p1=389kN>p0
即泥炮在打泥油缸工作压力达到系统最大压力时,其打泥反作用力始终小于压炮力,不会产生退炮而发生炮泥的情况出现。
YP4000T型泥炮在整个运行过程中与YP4000E运动类似[2] [3],根据其杆机构尺寸及安装位置,也可相应作出回转油缸行程与打泥机构炮嘴运行距离的相关曲线图,如图5所示:YP4000T泥炮在回转油缸行程匀速递增的情况下,炮嘴运行速度比较平稳,没有急加速、急减速过程,从曲线图上可计算得出:
K1与K2的比值表示炮嘴速度变化程度,该比值越接近于1表示炮嘴速度越接近于匀速。当炮嘴整个运行过程中速度变化较小,就不会出现炮嘴靠近铁口时急减速受铁水冲刷时间过长而出现烧损炮嘴的情况。

图5 YP4000T炮嘴运行距离图
4 结论
优化改造后的YP4000T泥炮上线运行2年多时间以来,设备运行很平稳,设备优势很突出,效果很明显主要体现在:
(1)从未发生过因炉况不稳定而出现打泥机构退炮,出现炮泥情况(未改造前,每年都会出现3~5次退炮、炮泥现象)。
(2)炮嘴的烧损率大幅度降低,现每月消耗炮嘴大约在10~15件(未改造前,每月炮嘴消耗量大约在40~50件)。
(3)回转油缸的检修时间大大缩短,2年内更换过3次回转油缸,每次更换时间1个班人数大约在2~3小时(未改造前,每次更换时间1个班人数大约在8~10小时)。
通过对设备的设计改造,节约了大量的备件,缩短了检修时间,降低了生产成本,提高了生产效率,也避免因设备性能不稳定而出现安全事故。