新型非织造高速交叉铺网机及其性能特征
2019-04-16靳向煜乔国华
顾 磊 赵 奕 靳向煜 胡 永 乔国华
1. 东华大学产业用纺织品教育研究工程中心, 上海 201620;2. 浙江王金非织造布股份有限公司, 浙江 长兴 313100
随着非织造行业的快速发展,人们对非织造材料的面密度、强力均匀性和混合均匀程度等方面的要求越来越高,因此,改善非织造材料的质量非常有必要。铺网机结构差异很大,其对纤网质量有很大的影响,并间接影响着整条生产线的生产效率,对最终产品的物理及力学性能起着关键性作用[1]。
新型非织造高速交叉铺网机是在传统驼峰式交叉铺网机机架结构的基础上,经过创新改良而来的。本文将通过介绍其基本结构、技术参数、运行路径、铺网方式等内容,展现新型非织造高速交叉铺网机的优势及价值。
1 新型非织造高速交叉铺网机的基本结构和技术参数
1.1 基本结构
新型非织造高速交叉铺网机的基本结构如图1所示,其主要由喂入装置、U型缓冲装置、铺网装置和传送装置等组成。
每条网帘(39、40)均由轻质罗拉牵引,并已在调试过程中进行了预加载,可确保生产过程中网帘不会出现太大的摇摆及振动。网帘采用抗静电的特殊PVC涂层织物制成,可避免铺网过程中摩擦产生静电[2]。网帘的高度和倾角可根据铺网厚度进行调整。上部及下部的小车在整个运动过程中完全采用低摩擦驱动,可确保铺网工序平稳高速运行,同时也避免了高摩擦带来的静电吸附纤网现象。
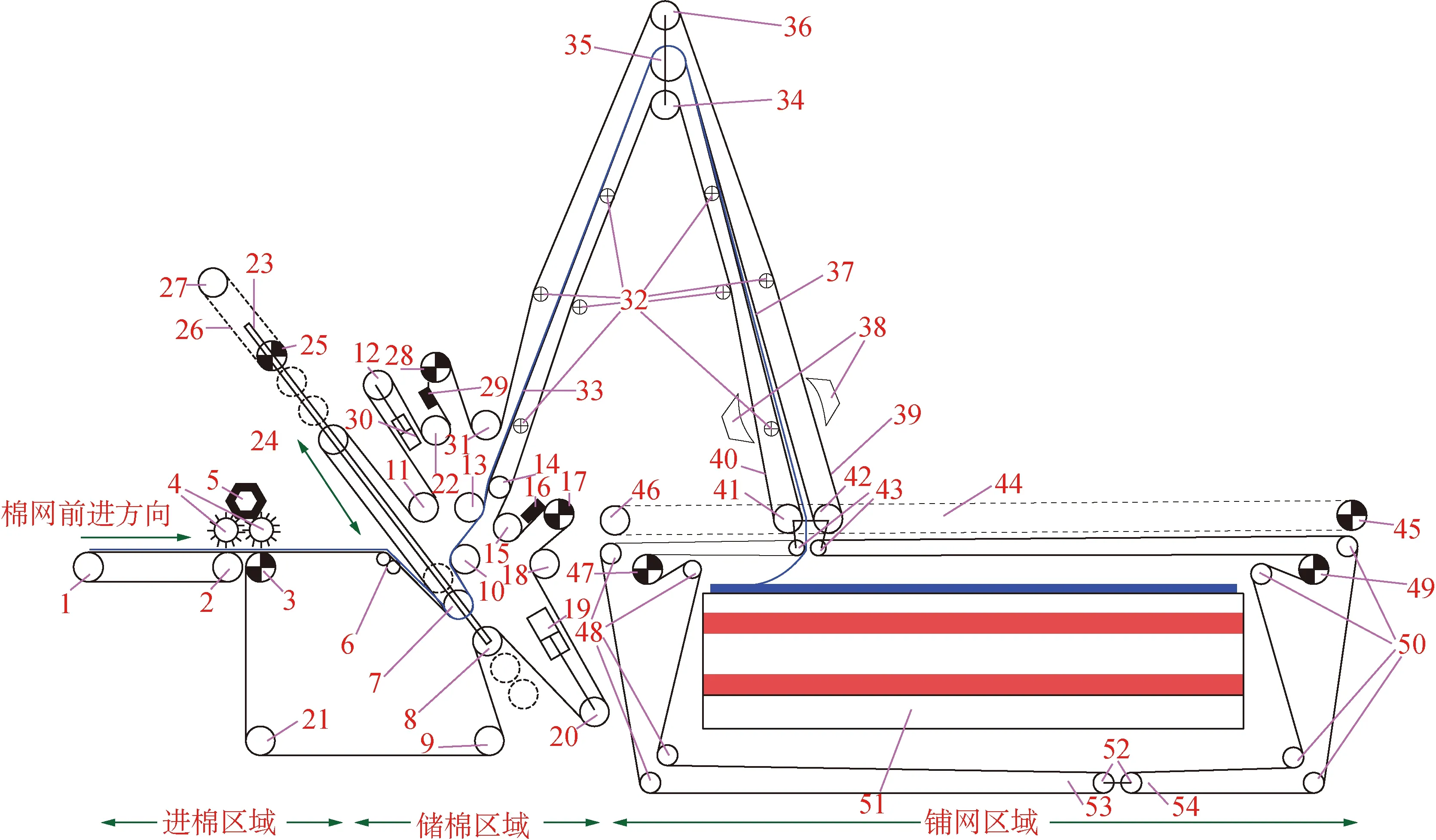
1、2—进网帘偏转辊;3、17、25、28、45、47、49—驱动辊;4—齿形轧网辊;5—清洁辊;6、7、8、9、10、11、13、15、18、21、22、 24、27、31、34、36、46—偏转辊;14、35—枢转轴;16、29—清洁带;19、30—张紧装置;12、20—张紧辊;23—连杆; 26、44— 齿带;32—导辊;33—进料臂;37—铺网臂;38—吸风管道;39—第二网帘;40—第一网帘; 41、42—铺网小车;43—上滑 架;48、50—压网帘偏转辊;51—输出网帘;52—下滑架;53、54—左、右压网碳帘图1 新型非织造高速交叉铺网机基本结构示意
1.2 技术参数
表1罗列了新型非织造高速交叉铺网机的主要技术参数。图1所示的进料臂(33)和铺网臂(37)处于收回的状态,两臂形成的角度约30°;若处于伸出状态,则两臂形成的角度约130°。

表1 新型非织造高速交叉铺网机主要技术参数
2 新型非织造高速交叉铺网机运动分析
2.1 运行路径分析
梳理机输出的单层纤网经网帘传送至新型非织造高速交叉铺网机的喂入装置:
(1) 在入口处,纤网先由第一网帘(40)托持传送,齿形轧网辊(4)对蓬松的纤网进行充分的轧压以排出纤网内的空气,减少纤网中纤维的运动空间。
(2) 纤网通过2个小型偏转辊(6)与第二网帘(39)汇合,接下来纤网由双网帘夹持并以近45°的方向向下运动进入U型缓冲装置。
(3) 在U型缓冲装置处,纤网通过连杆(23)上的偏转辊(7)后,转向约180°向上运动至偏转辊(10)。在这一运动过程中,第二网帘(39)不断给纤网施加压力,一方面将纤网内部空气完全挤出,另一方面使纤网紧贴于第一网帘(40),防止纤网飘动。
(4) 在偏转辊(10)处,第二网帘(39)位于外侧,第一网帘(40)位于内侧,两者共同作用不断挤压纤网,使纤网贴附于网帘上,防止纤网在后续的进料臂(33)和铺网臂(37)上发生移动。偏转辊(10、11)位于U型缓冲装置的一侧固定布置,它们是U型缓冲装置的重要部件,控制着网帘高速平稳地运行,并对纤网的夹持及夹持压力形成重大影响,确保纤网传送。
(5) 纤网通过偏转辊(10)后,继续由网帘夹持向上运动进入进料臂(33),然后经枢转轴(35)运动至铺网臂(37)。枢转轴(35)连接着进料臂(33)和铺网臂(37),通过转动控制着两臂的铺展和闭合。此外,为防止网帘在进料臂(33)和铺网臂(37)高速运转时颤抖,特在进料臂(33)和铺网臂(37)上都安装了若干个导辊(32)。
(6) 当夹持的纤网到达铺网臂(37)的下端时,网帘松开并卸下纤网。纤网经铺网小车(41、42)和上滑架(43)横铺在输出网帘(51)上。上滑架(43)和铺网小车(41、42)左右移动。其中,铺网小车(41、42)在齿带(44)上运动,而齿带(44)由偏转辊(46)和驱动辊(45)控制。接着,上滑架(43)和下滑架(52)会快速拖动碳帘覆盖住纤网,以快速消除纤网中静电吸附的影响,防止纤网发生漂移[3]。
(7) 自卸下位置处开始,第一网帘(40)和第二网帘(39)的路径分开。第一网帘(40)由铺网臂(37)、进料臂(33)返回,通过偏转辊(15)到达驱动辊(17)。因网帘与纤维间存在静电吸附现象,故铺网臂(37)中部两侧安装了吸风管道(38),对返回的网帘进行一定的清理。但部分纤维会与网帘孔相嵌,不易吸取,所以在偏转辊(15)与驱动辊(17)之间还加装了移动式清洁带(16)。清洁带(16)两端也有吸风管道。清洁带(16)将第一网帘(40)上吸附的纤维清扫后带到两端,由吸风管道(38)吸走。第一网帘(40)离开驱动辊(17)后,经偏转辊(18)到达张紧辊(20)处,然后经近180°转向向上运动。气动张紧装置(19)通过增压或减压控制张紧辊(20)。最后,第一网帘(40)经过固定安装在连杆(23)上的偏转辊(8)返回至喂入装置。第二网帘(39)由铺网臂(37)、进料臂(33)返回后,经过驱动辊(28)、张紧辊(12)到达偏转辊(11),然后经固定安装在连杆(23)上的偏转辊(24)后返回至U型缓冲装置。其中,驱动辊(28)、清洁带(29)、张紧辊(12)、张紧装置(30),与驱动辊(17)、清洁带(16)、张紧辊(20)、张紧装置(19)功能相似。
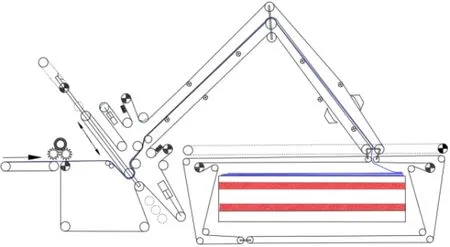
图2具体展示了新型非织造高速交叉铺网机的不同状态,可以清晰地看出:当进料臂(33)及铺网臂(37)处于收回状态时,上托架位于输出网帘(51)的左上方,下托架位于输出网帘(51)的右下方。随着进网臂(33)及铺网臂(37)慢慢地向外伸出,上托架开始向右侧移动,下托架也开始向左侧移动。在两臂来回运动的同时,输出网帘(51)也以同样的移动速度输出。下滑架(52)与输出网帘(51)由牵引链连接[4]。

(a) 铺网状态一

(b) 铺网状态二
(c) 铺网状态三
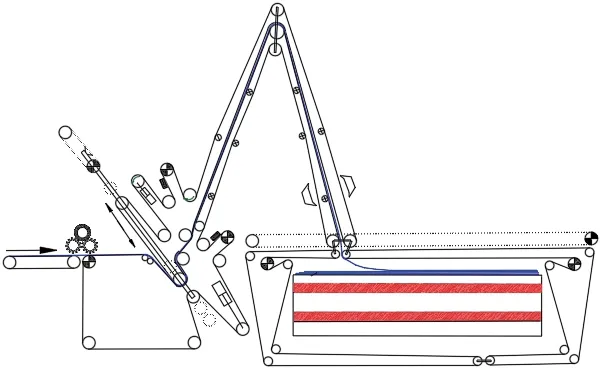
(d) 铺网状态四图2 新型非织造高速交叉铺网机运动示意
2.2 U型缓冲装置分析
铺网臂(37)带动纤网铺层时需不断地做加速、减速、停止等运动,而喂入装置会保持恒定的速度,这就需要U型缓冲装置对纤网和网帘进行改变。U型缓冲装置配有安装框架,主要包括连杆(23)、齿带(26)、第一网帘(40)、第二网帘(39)、偏转辊(7、8、10、11、24、27)及驱动辊(25)等。
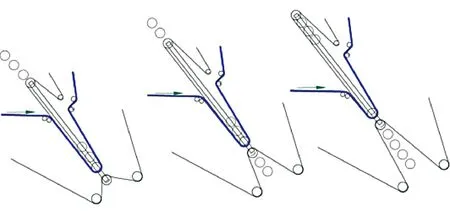
图3 U型缓冲装置运动
当铺网臂左右移动加减速时,驱动辊(3)保持恒定速度,驱动辊(17、28)实现加减速度,驱动辊(25)带动连杆(23)向上移动;当铺网臂到达两端停止运动时,驱动辊(3)依旧保持恒定速度,驱动辊(17、28)停止转动,驱动辊(25)带动连杆(23)向下移动(图3)。需要注意的是,当驱动辊(17、28)停止运动时,第一网帘(40)会继续由驱动辊(3)传动,加之缓冲架上的偏转辊(7、24)是由轻质金属材料制成的,所以在网帘的拖曳下,偏转辊(7、24)依然能够实现快速转动,确保储网工序不断进行。
2.3 铺网方式分析
新型非织造高速交叉铺网机运动部件,体积大,质量也大,且运行速度较高,因此很容易产生较大的惯性力。铺网小车(41、42)往复铺网运动(图4),上下滑架(43、52)和输出网帘(51)驱动辊上的驱动电机启停频繁。如启停阶段加减速时间没有控制好,则很容易造成铺网小车(41、42)在两端换向时发生纤网超喂现象,从而影响纤网的均匀度。
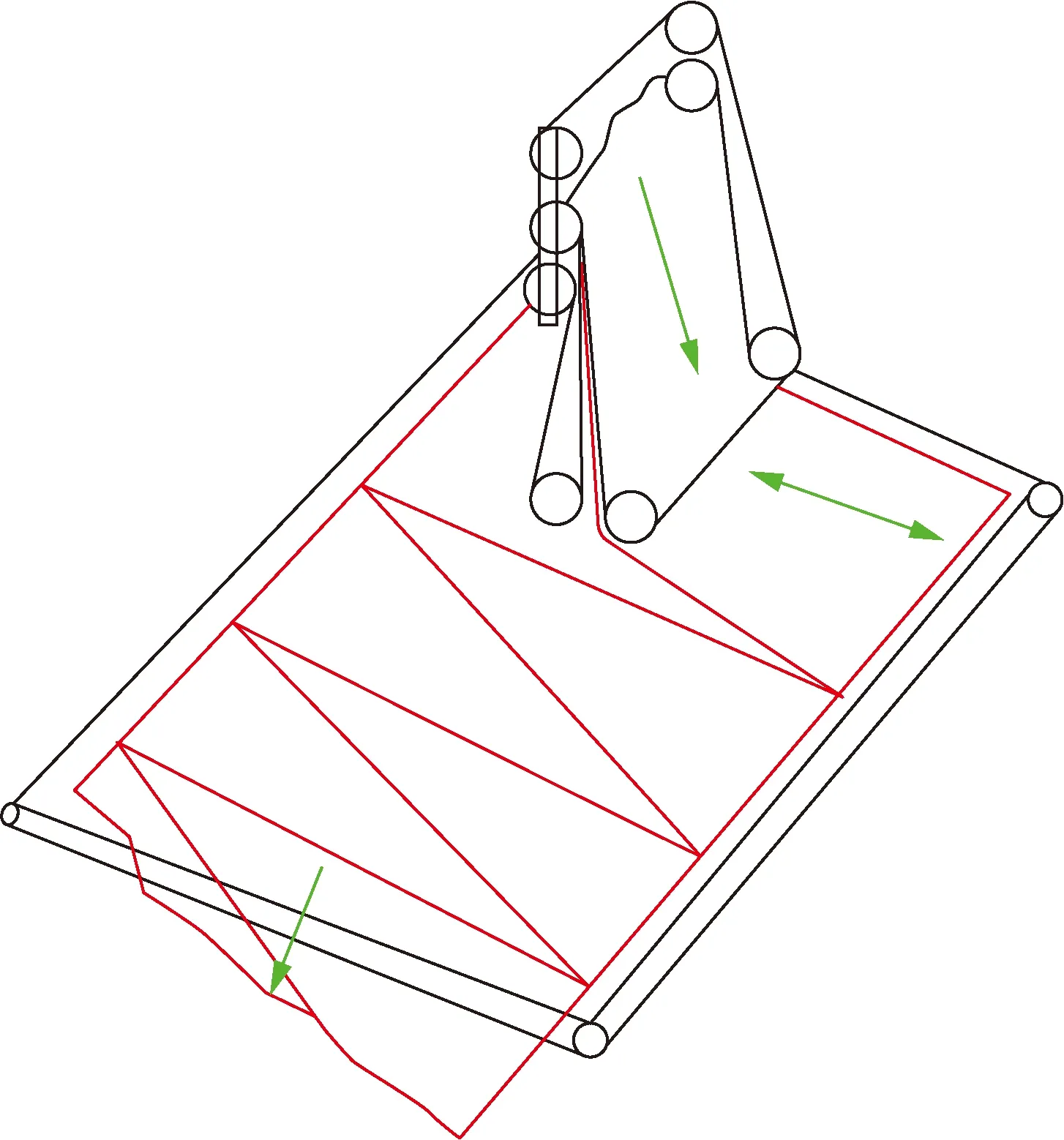
图4 铺网运动
因此,为尽量缩短上下滑架和输出网帘的运动加减速时间,新型非织造高速交叉铺网机的铺网运动控制系统采用S曲线加减速控制方式,其主要包括加加速、减加速、匀速、加减速和减减速等5个阶段,如图5所示,其中S为移动距离,V为移动速度,a为加速度,j为加加速度(即加速度的变化率)[5]。通常,当进棉速度为80 m/min时,加减速时间宜尽量控制在200 ms以内。但加减速时间也不宜过短,否则机件运动冲击力过大,运行同样不稳定,这对铺网速度和纤网运行状态都有很大的影响[6]。

图5 S曲线加减速控制方式(T1为加加速时间,T2为减加速时间,T3为匀速时间,T4为加减速时间,T5为减减速时间,Vs为铺网小车最高速度,V0为铺网小车最低速度)
3 新型非织造高速交叉铺网机优势
新型非织造高速交叉铺网机采用了更加稳固的机架结构和更加合理的铺网运动模型,避免了传统铺网机在高速运动过程中纤网的抖动、收缩和两边超喂的现象。其运动主要包括平动和摆动,两种运动的复合对铺网质量十分关键。
新型非织造高速交叉铺网机从入口到叠放完全采用双网帘夹持的传送方式,最大限度地降低了纤网在运行过程中受空气紊流的影响,同时纤网在纵向和横向产生变形及压缩堆积等现象减少。此外,由于网帘存在储存功能,故纤网在经过铺网两端换向减速的偏转点时依然能持续不间断地保持输出,确保铺叠纤网的厚度与面密度。纤网在各转角处及折返处均有导轨引导,可确保初始的纤网结构和均匀度保持不变。
新型非织造高速交叉铺网机结合Profi-Line CVI质量调节系统、U型缓冲装置及S曲线加减速控制方式,使得纤网在折返周期中可获得同步高速和高精度缓冲,能大幅减少铺网小车到达边缘时因速度变化而产生两边超喂的现象,实现无折皱换向铺叠,确保纤网密度均匀并运行平稳[7]。
新型非织造高速交叉铺网机在进料臂和铺网臂上增加了若干个导辊引导网帘,保证了纤网在高速运转中依然能够平稳运行且不会出现推挤压缩现象。此外,该铺网机还合理设置了牵伸辊的数量、隔距及速度,减小了纤网在牵伸和固结过程中的横向张力,避免了纤网横向收缩的加重。
4 结语
综上,新型非织造高速交叉铺网机综合性能优越,能在保证纤网的强力均匀、厚薄均匀的前提下,实现非织造材料的高速高产。该铺网机为我国高速高产铺网机一直存在的铺网不均匀问题提供了一个很好的解决方案。
