大型整体金属结构增材制造技术适航验证
2019-04-15刘木君郝晓宁罗琳胤
江 武,刘木君,郝晓宁,罗琳胤
(中航通飞研究院有限公司,广东珠海519040)
增材制造技术以金属粉末、金属丝材为原材料,以激光、电子束等为热源,将粉末、丝材逐层熔覆沉积,直接由零件CAD模型完成全致密、高性能、“近终形”复杂金属零件的成形制造,是一种低成本、快速、高效、数字化的先进制造技术,尤其适合于飞机结构大型、高性能、复杂金属结构件和功能件的快速试制,无需模具及锻造工业装备,材料利用率大幅度提高,并具有响应快、成本低、柔性高效等显著特点[1]。以激光束和电子束作为能量源的增材制造技术,由于二者各自特点的不同,在航空、航天领域都得到协调发展[2]。
Boeing公司已在X-45、X-50无人机、F-18、F-22战斗机项目中应用了金属增材制造技术,目前已制定了一套为增材制造项目量身定做的技术成熟度等级指南[3]。沈阳飞机设计研究所在A-100钢激光直接沉积成形起落架综合验证技术方面开展了充分的研究工作,试制的某型飞机起落架实现了领先试用[4]。美国联邦航空管理局FAA批准了GE公司采用选区激光熔化技术(selective laser melting,SLM)制造的一个航空发动机传感器壳体应用于GE-9X系列商用发动机。Air Bus公司通过对飞机短舱铰链进行拓扑优化设计,采用金属增材制造技术制造,使最终制造的零件减重60%,并解决了原有设计所存在的使用过程中高应力集中问题。西北工业大学采用激光立体成形(laser solid forming,LSF)技术制造了长达3010mm的C919飞机钛合金中央翼1#肋缘条,但尚未实现装机应用。梯度复合化结构是指由不同材料组成的同一构件,均质材料的变形效率大多比较单一,无法实现构件服役对结构性能的要求,采用4D打印具有3D打印的工艺优势,可以实现异种材料梯度结构的制造,可以更好发挥异种材料梯度结构的性能优势[5]。
增材制造技术的鉴定和认证是其广泛应用于关键结构部件的主要环节[6],涉及增材制造技术成熟度、关键结构材料体系标准和适航验证技术[7]。本工作针对应用于民用飞机主承力结构的金属增材制造技术适航验证问题,以及大型整体化增材制造结构的应用优势[8],依据适航规章要求,逐一开展大型整体金属结构增材制造技术适用适航条款验证分析并给出实施途径,并以某型号前起落架外筒支柱增材制造A-100超高强度钢为应用对象,给出大型整体金属结构增材制造技术适航验证具体实施方案。
1 适航条款要求及验证思路
《中国民用航空规章》第25部运输类飞机适航标准CCAR25—R4与增材制造技术相关的条款涉及材料、工艺和结构三个方面,具体条款为CCAR25.571条结构的损伤容限和疲劳评定、CCAR25.601条总则、CCAR25.603条材料、CCAR25.605条制造方法、CCAR25.613条材料的强度性能和材料的设计值和CCAR25.621条铸件系数。
(1)CCAR25.571结构的损伤容限和疲劳评定
条款主要内容:对可能引起灾难性破坏的每一结构部分应进行损伤容限和疲劳评定。主要验证思路:考虑到增材制造技术所制造的材料尚未建立材料疲劳和损伤容限性能,应通过实验方法确定疲劳和损伤容限材料性能,包括疲劳性能、断裂韧度、裂纹扩展速率和应力腐蚀开裂等,并通过全尺寸零件疲劳和损伤容限性能实验进行产品验证。
(2)CCAR25.601总则
条款主要内容:每个有疑问的设计细节和零件的适用性必须通过实验确定。主要验证思路:考虑到增材制造结构应用于飞机主承力结构案例较少,需对所应用的产品进行实验验证。
(3)CCAR25.603材料
条款主要内容:其损坏可能对安全性有不利影响的零件所用材料规范应建立在实验基础上。主要验证思路:大型整体金属结构属于对飞机安全有不利影响的零件,且尚无满足适航要求的材料规范,需通过实验方法建立增材制造材料规范。
(4)CCAR25.605制造方法
条款主要内容:飞机的每种新制造方法必须通过实验大纲予以证实。主要验证思路:增材制造结构尚无民用飞机主结构应用,所以增材制造技术属于新制造方法,应通过实验方法进行验证。
(5)CCAR25.613材料的强度性能和材料的设计值
条款主要内容:材料的强度性能必须以足够的材料实验为依据(材料应符合经批准的标准),在实验统计的基础上制定设计值。主要性能应具有A/B基准值。主要验证思路:采用经批准的增材制造材料规范,通过实验建立材料的强度性能,并且通过统计方法对实验数据进行分析,并获得A/B基准值。
(6)CCAR25.621铸件系数
条款主要内容:对于关键铸件应取不小于1.25的铸件系数。增材制造技术可能需要参照铸件系数采用特殊系数,属于增材制造技术专用条件的范畴。主要验证思路:增材制造组织、缺陷和性能介于锻件和铸件之间,且更加接近于锻件,而锻件无特殊系数,通过零件性能、缺陷和质量控制对增材制造材料进行评定,确定增材制造结构是否需取结构特殊系数。
根据上述金属结构增材制造技术适用适航条款和验证思路分析,借鉴复合材料、铸件和焊接结构的适航验证经验,为了表明其在材料、工艺和结构方面的适航符合性,可按照图1中的适航验证总体思路对金属结构增材制造技术进行适航验证,包括材料规范的建立、增材制造工艺的认证、材料强度性能的确定、结构特殊系数选取和结构性能的验证。

图1 金属结构增材制造技术适航验证总体思路Fig.1 General idea of airworthiness verification of metallic structure additive manufacturing technology
2 增材制造材料规范的建立
根据增材制造材料工艺特点以及适航规章要求,增材制造材料规范的建立主要应考虑两个方面的内容,一是基于统计的材料规范建立方法[9];二是基于增材制造材料新工艺的特殊要求。
2.1 基于统计的材料规范建立方法
根据材料规范建立的一般要求,通常材料规范中包含三方面的技术要求:(1)直接影响材料性能/功能的材料生产工艺要求;(2)直接影响材料性能/功能的材料组成和组织结构;(3)能够实现材料性能全面控制的代表性的材料性能项目。
基于统计的材料规范建立方法核心是通过不同材料性能间的相关性分析来确定哪些性能需列在材料规范中,统计方法可保证设计所使用的性能都得到有效控制。采用的措施包括确定材料性能的接收限,使得被控制的材料性能能够足够高概率(99%)地达到设计将使用的性能。材料性能接收限的确定分几种情况考虑:性能最低值接收限,为性能分布1%概率对应值,如强度性能;性能最高值接收限,为性能分布99%概率对应值,如高强度钢用于控制疲劳性能的强度值;性能最低和最高两边约束接收限,最低和最高值为性能分布上下各0.5%概率对应值。统计材料性能接收限时,为充分考虑材料生产中可能的变异,需要样本来自于多个生产批次,一般不少于3炉。样本量较小时,采用假设正态分布的1%概率点对应值(S基值)作为材料性能最小值的接受限;在样本量积累足以计算得到A基准值时,材料规范中的材料性能接收限应该修正为A基准值,以保证更加可靠。材料性能建立过程中还需考虑材料规格的划分,需根据材料性能数据统计不同规格材料性能是否来自于同一母体。
2.2 增材制造技术特殊性要求
AMS4999A所给出的材料鉴定程序是基于统计学鉴定的经典案例,其中具体部件制造的不确定性通过前期大量的实验进行理解,并在后续制造过程中进行持续的质量控制测试[10-11]。本工作以AMS 4999A作为增材制造材料规范建立的范本,从工艺、性能、内部质量和质量控制方面阐述增材制造材料规范建立的主要要求[12]。
(1)工艺要求
增材制造工艺要求中包括了制备用原材料粉/丝材料规范要求、沉积工艺要求和热处理要求。沉积工艺要求中包括了在沉积层和基材之间或相邻道次之间要有足够的能量使其完全熔合的内容,其他内容与常规材料规范要求基本一致。
(2)性能要求
材料性能的方向性在 AMS4999和 AMS 4999A要求中存在较大的差异。AMS4999将X向性能归为一组,性能要求最高;Y向和Z向性能归为一组,性能要求较低。而AMS4999A将X向和Y向性能归为一组,Z向单独归为一组。
增材制造技术制备材料过程中存在沉积路径策略选择,沉积路径主要是基于组织、缺陷和性能要求,通常采用X和Y方向交替进行沉积,导致X和Y向性能更加趋于一致。基于增材制造技术工艺的特殊性及AMS4999A中的要求,在增材制造材料规范建立过程中可将X和Y向性能归为一组,Z向性能单独归为一组。
(3)内部质量要求
增材制造材料内部质量同时采用超声波和射线两种检测手段,而变形产品只进行超声检查、铸造产品只进行射线检查,这反映了直接沉积产品的组织和缺陷的特点,可以更好地保障增材制造材料内部质量。
超声波检测主要检测Z向缺陷,针对增材制造Ti-6Al-4V钛合金,给出了不同厚度超声波检测不同等级要求。射线检测可在粗加工或精加工状态进行,标准规定产品上不允许有裂纹和未完全熔化,并对孔洞尺寸、间隙及某一区域气孔尺寸进行了定量规定。
(4)质量控制要求
质量控制要求中除了包括传统的验收类检验(如成分、组织、缺陷和力学性能等)之外,同时包括了工艺和供应商批准、沉积和沉积/几何参数批准、制造大纲批准和固化生产工艺等工艺控制要求。
增材制造材料规范的建立应采用基于统计的材料规范建立方法,并考虑增材制造技术特殊性要求进行,规范中应重点关注工艺要求、性能要求、内部质量要求和质量控制要求。
3 增材制造工艺认证
AMS4999A中规定的增材制造工艺认证程序是基于统计认证的典型示例,其通过大量的前期实验来理解和降低特定部件制造过程中的不确定性,随后在批产中进行持续的质量控制测试。与长期用于航空铸件的程序非常相似,除了非常小的偏离合格程序之外的任何偏离都将触发重新认证。增材制造工艺认证可按照AMS4999A中给出的认证程序开展,其主要包括工艺和供应商批准、沉积和沉积/几何参数批准、制造硬件批准、制造计划批准和固化制造工艺四方面内容。
3.1 工艺和供应商批准
所有工艺和供应商应在开始进行产品试制前批准,工艺包括熔覆热源、热源参数范围、填充材料、填充方法、气氛、沉积路径实现和粉末送料方法。鉴定应提供每个方向至少50个实验结果,来自于至少三种不同工艺配置和至少三种不同填充热源。每个鉴定零件应符合材料规范质量要求,拉伸性能应满足最大变异系数和单个最小值要求,其中AMS4999A给定的拉伸极限强度最大变异系数为3.3,拉伸屈服强度最大变异系数为3.1。另外一次批准可包括多种粉类型,但采用新粉类型需重新认证。
3.2 沉积和沉积/几何参数批准
沉积参数批准和沉积/几何参数批准在开始进行产品的试制前进行,其中,沉积参数批准针对的是不同的沉积工艺路径,沉积/几何参数的批准针对的是某个产品的具体沉积工艺过程。
沉积参数批准的沉积路径由一次沉积的宽度、多次沉积的宽度和相邻两次沉积间的重叠面等参数定义。每个沉积路径包括粉密度、送料速率、熔池移动速率、沉积相邻两层之间的最小时间间隔、粉的种类和供应商等参数。应制造足够数量的零件,以覆盖工艺参数的上下限和中间值。每个零件至少取6个Z向拉伸试样,每个沉积批至少取3个疲劳试样,拉伸实验结果应满足材料规范要求,应变疲劳实验结果应满足最小疲劳寿命和平均疲劳寿命要求。
沉积/几何参数包括下列沉积参数和几何特征:粉密度,送料速率,熔池移动速率,沉积相邻两层之间的最小时间间隔,基体材料厚度,沉积长度、高度和宽度,相对基体材料的沉积角度,沉积路径,不同沉积路径间相交的种类、方向和角度,沉积之间相交的长度、高度和宽度等。应制造足够数量的零件,以覆盖工艺参数的上下限。每个沉积批的普通沉积区域应至少分别取4个X向、4个Y向和4个Z向拉伸和疲劳试样,拉伸实验结果应满足材料规范要求,应变疲劳实验结果应满足最小疲劳寿命和平均疲劳寿命要求。而每个沉积批的沉积相交区域应至少分别取4个X向拉伸和疲劳试样。
3.3 制造硬件批准
制造硬件批准应通过制造至少一个鉴定批产品实现。鉴定批应符合规范所有要求,零件应通过接收实验。每个方向应至少取12个拉伸试样,拉伸试样结果应满足最大变异系数和单个最小值要求;若所要求的所有拉伸试样不能从一个零件中获得,则可从多个零件中取样。
3.4 制造计划批准和固化制造工艺
所有沉积产品应当按由供应商准备、采购方批准的固化工艺和制造大纲进行生产。制造大纲应当与认证产品的生产实际相符,并包括下列固化的工艺元素:基体材料规范、尺寸和准备要求,沉积工具/工装,填充材料来源和控制要求,送料的方法和控制程序,预热温度和时间,产品的CAD模型和包括机器编码的CAM文件,零件沉积工艺参数和控制范围,超声波检查方法,性能实验取样和实验频次要求,热处理工艺参数和工具/工装,热等静压工艺参数和工具/工装,尺寸检查要求等。对固化工艺任何有目的的偏离,在生产实施前,供应商应当向采购方提交申请,以获得批准。采购方应当定义保证工艺和生产计划的更改不对结构完整性和材料性能发生有害影响的实验要求。
4 增材制造材料强度性能的确定
根据CCAR25.613条款和AC25.613-1要求,材料性能应基于充分的实验以确保具有高的置信度[13],以及金属材料性能的确定和标准化(metallic materials properties development and standardization,
MMPDS)中材料许用值的建立方法的规定[14],材料性能的确定需考虑三方面的因素:
(1)应基于经过批准的材料规范;
(2)性能项目应采用炉、批次进行实验;
(3)采用统计方法进行计算许用值。
同时考虑CCAR25.571条款验证过程中对材料疲劳和损伤容限性能的需求,增材制造材料性能的确定可按照MMPDS中的要求开展,常用主要性能建立的数据要求见表1。
材料性能数据建立过程中应关注炉、批次与样本量要求之间的关系,以拉伸性能获得A/B基准值为例,样本量为100个,数据应来源于10炉和10批,其重点考虑不同炉、批次材料性能之间的差异性,确保数据的置信度和可靠度。压缩、剪切和孔挤压性能基于材料力学性能本质关系,可采用导出值方法进行建立,在获得相同基准值类型情况下可大大降低数据样本量。
5 结构特殊系数的选取
金属增材制造结构的内部冶金缺陷形成机制及力学行为关系尚未建立[15],大量研究结果表明,增材制造材料的组织、缺陷以及性能介于锻件和铸件之间,更加接近于锻件的情况。飞机增材制造金属结构的结构特殊系数选取需考虑两个方面的因素,结构件的重要性和无损检测技术的准确性[16]。依据铸件适航条款要求,对于关键铸件系数需取1.25,但通过先进铸造工艺过程控制、检测技术和最终产品质量的可预见性以保证铸造零件的可靠性,空客公司和波音公司设计的许多重要铸造铝合金飞机零件的铸件系数都采用了1[17]。对于金属结构增材制造技术,参照AC25.621-1中给出的“优质铸件工艺”方法,确定金属增材制造结构是否需取特殊系数及其具体值[18]。金属增材制造结构特殊系数选取主要考虑如下因素:
(1)零件性能变异系数
对金属增材制造结构进行零件性能变异系数分析,通过实验表明金属增材制造结构材料性能变异系数是否低于相同材料锻件或变形制件的变异系数。
(2)制造缺陷
应通过无损检测检验方法对增材制造结构缺陷进行统计分析,以表明其是否存在不可预测的制造缺陷。
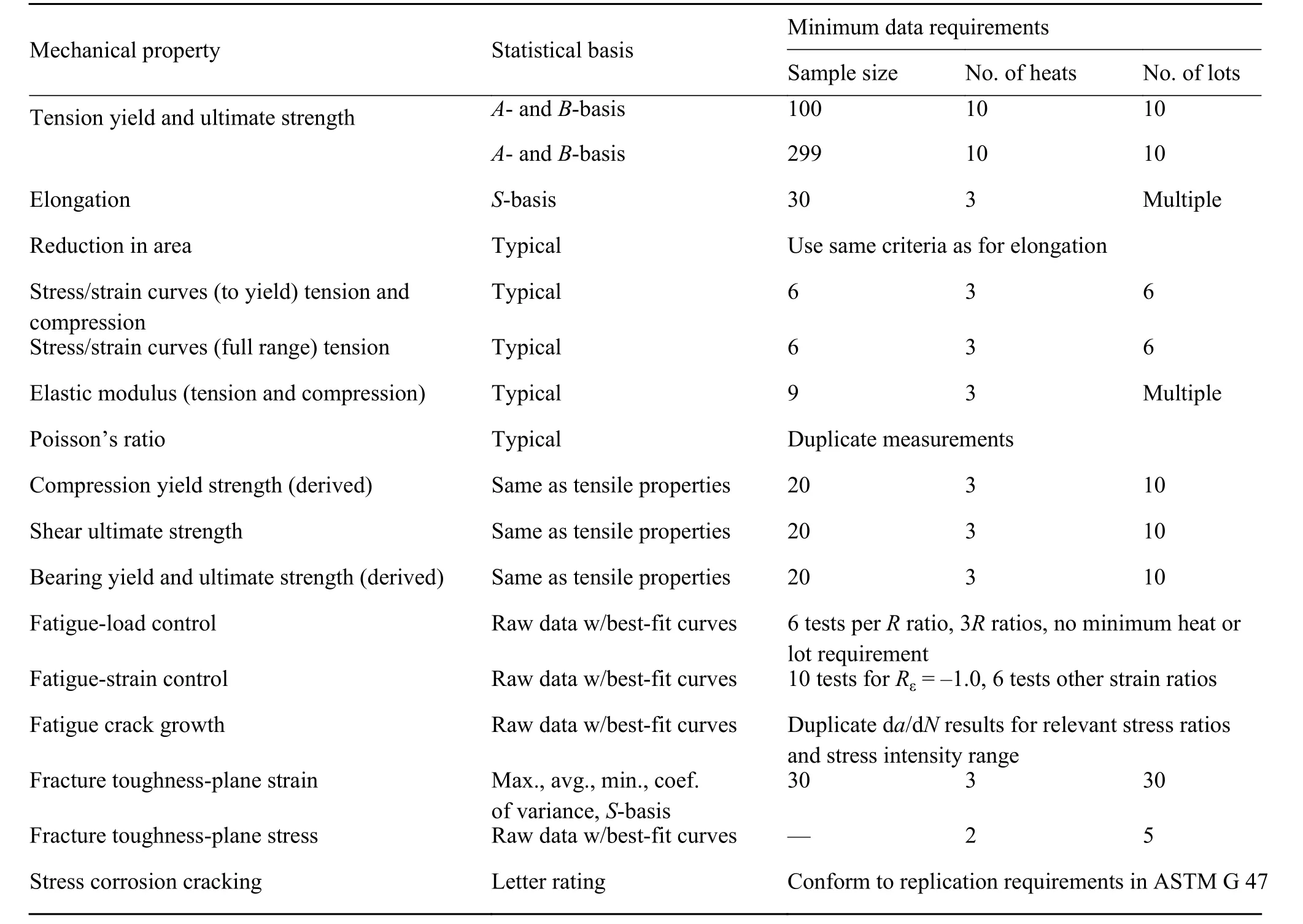
表1 增材制造材料主要性能数据要求Table1 Main performance data requirements for additive manufacturing material
(3)质量控制
是否已建立严格的质量控制程序,以确保增材制造工艺能制造出始终如一的结构。
若金属增材制造结构能达到上述要求,则无须取特殊系数,否则需进一步分析以确定特殊系数具体值。
6 结构性能的验证
增材制造技术与复合材料结构制造技术具有一定的相似性,增材制造结构可借鉴类似复合材料结构性能验证的积木式验证体系,采用包括实样级、元件级(包括典型结构件)、组合件级和全尺寸零件组成的实验验证[19-21]。增材制造试样级性能实验体现在材料性能的确定过程中,而在结构性能验证过程中,需采用典型结构件和全尺寸零件进行性能验证。
可根据增材制造技术在飞机结构中的主要应用对象,进行典型结构件的选取,如耳片类、拉伸接头类结构特征。通过典型结构件性能实验,可确定典型结构件特征强度性能计算过程中由材料性能确定相关的参数,如耳片类零件的挤压系数,最后形成典型结构特征的强度计算方法。
全尺寸零件性能验证过程中,首先应考虑尺寸效应对全尺寸零件缺陷和变形的影响,确定其满足材料规范和结构要求后,才能开展全尺寸零件性能实验。全尺寸零件性能实验可包括静强度性能、疲劳性能和损伤容限性能实验,通过实验表明全尺寸零件性能与计算结果的一致性或对计算结果进行修正。
7 大型整体金属结构增材制造适航验证实例分析
以某型飞机前起落架支柱外筒为增材制造技术适航验证研究对象,开展大型整体金属结构增材制造适航验证实例研究。某型飞机前起落架支柱外筒如图 2 所示,其尺寸为 766mm×340mm×930mm,采用增材制造A-100超高强度钢进行制造。
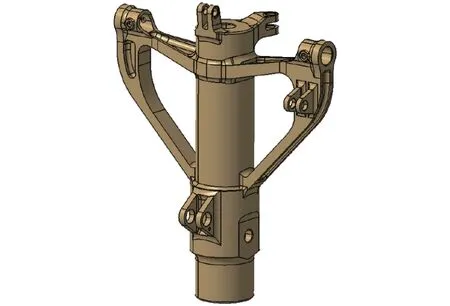
图2 某型飞机前起落架支柱外筒Fig.2 Outer cylinder of nose landing gear pillar for certain aircraft
按照增材制造A-100超高强度钢材料规范建立材料性能确定、结构特殊系数的选取和结构性能实验流程,开展前起落架支柱外筒适航验证研究,具体实施方案如下;但由于研制周期等原因,尚未考虑结构件疲劳/损伤容限性能的验证,后续将继续补充此方面的性能研究。
(1)增材制造A-100超高强度钢材料规范建立
建立增材制造A-100超高强度钢用原材料粉和丝材规范,对增材制造工艺采用工艺过程控制(PCD)流程进行控制,重点识别和控制关键工序、工艺参数和关键工艺设备,采用超声波和射线检测内部质量。对所制备的3炉、3批次,样本量为30个的试样进行拉伸性能实验,评估其性能分散性;同时开展疲劳极限和断裂力学性能实验;依据上述实验结果建立增材制造A-100超高强度钢材料规范。
(2)增材制造A-100超高强度钢工艺的认证
按照增材制造工艺认证中工艺和供应商批准、沉积和沉积/几何参数批准、制造硬件批准、制造计划批准和固化制造工艺的具体要求,开展工艺认证。
(3)增材制造A-100超高强度钢材料性能建立
按照所建立的增材制造A-100超高强度钢材料规范,通过实验对增材制造A-100超高强度钢拉伸、压缩、剪切、孔挤压、疲劳、断裂韧度性能进行建立。实验数据来源于10炉、10批次(可包含材料规范建立过程中所获得的样本量),采用统计方法获得上述性能,如A/B基准值。
(4)前起落架支柱外筒增材制造结构系数的选取
对增材制造A-100超高强度钢拉伸极限和屈服强度性能变异性进行统计分析,确定其是否可达到同类型锻件材料要求;同时对无损检测结果和质量控制要求进行分析,以确定是否需取结构特殊系数。
(5)前起落架支柱外筒结构性能的验证
采用前起落架支柱外筒典型耳片,开展横向和纵向典型元件性能实验研究,每种类型采用3个试件。对前起落架支柱外筒进行缺陷和变形检测,在满足要求情况下开展静力实验,以验证前起落架支柱外筒结构性能。
8 结论
(1)材料规范的建立:应采用基于统计的材料规范建立方法,并考虑增材制造工艺特点,如工艺性要求、性能要求、内部质量要求和质量控制要求进行制定。
(2)增材制造工艺的认证:应包括工艺和供应商批准、沉积和沉积/几何参数批准、制造硬件批准、制造计划批准和固化制造工艺。
(3)材料强度性能的确定:按照MMPDS中建立材料性能许用值的方法确定材料性能,包括静强度、疲劳和损伤容限性能。
(4)结构特殊系数的选取:参照优质铸件特殊系数选取考虑因素,给出了结构特殊系数选取所需主要考虑的零件性能变异系数、制造缺陷和质量控制要求。
(5)结构性能的验证:参照复合材料积木式验证方法,对增材制造结构性能进行验证,包括典型结构件和全尺寸零件性能验证。
